激光-电弧复合焊等离子体特性与焊缝熔深相关性研究
2017-06-08 01:33陈实现刘双宇张宏李彦清刘凤德
兵工学报 2017年5期
陈实现, 刘双宇, 张宏, 李彦清, 刘凤德
(长春理工大学 机电工程学院, 吉林 长春 130022)
激光-电弧复合焊等离子体特性与焊缝熔深相关性研究
陈实现, 刘双宇, 张宏, 李彦清, 刘凤德
(长春理工大学 机电工程学院, 吉林 长春 130022)
利用光谱仪、高速相机对激光- 电弧两脉冲复合焊接过程的等离子体辐射光谱及电弧形态进行了采集。基于Boltzmann作图法和Stark展宽法计算了等离子体电子温度和电子密度,研究了不同激光脉冲作用时间和不同频率脉冲电弧对电子温度和电子密度的影响。结合等离子体发射光谱图和高速图像信息,分析了激光- 电弧两脉冲复合焊等离子体物理特性。结果表明:随着激光脉冲作用时间的增加,电弧收缩,亮度提高,电子温度降低,电子密度升高,熔深值增大,光谱强度增加,焊缝中氮含量降低;随着电弧脉冲频率的增加,电弧体积变大,亮度提高,电子温度和电子密度均下降,熔深值呈现逐渐降低的趋势,焊缝区上部的电弧焊特征明显增强。
机械制造工艺与设备; 高氮钢; 激光- 电弧复合焊接; 电子温度; 电子密度; 熔深
0 引言
激光- 电弧复合焊接是将激光束辐射热源与电弧等离子体热源有机复合而构建的新型焊接模式,既结合了单独激光焊接和单独电弧焊接各自的优点,又极大程度地避免了二者的缺点[1-3]。该方法具有焊接速度大,单位热输入量少和焊缝熔深深等优点,是近几年国内外重点研究的焊接方法之一[4-5]。
激光- 电弧复合焊接的形式多样,有着众多的影响因素。刘双宇等[6]研究了电弧能量、激光能量、光丝间距等参数对复合焊接等离子体形态、焊缝形貌的影响,结果表明,在复合焊过程中,由于激光的加入,降低了激光匙孔附近等离子体通道的电阻,提高了电弧阴极斑点的稳定性。孙硕等[7]研究了高氮钢激光- 电弧复合焊焊缝成形,运用响应面法设计了试验,采用逐步回归的方法建立了多因素对熔深、熔宽和余高影响的多元非线性回归方程,结果表明回归模型预测结果与试验结果相吻合。赵琳等[8]研究了CO2激光对1Cr22Mn16N高氮钢焊接时,焊接热输入和保护气体组成对焊缝氮含量、气孔的影响,结果表明在相同激光焊接热输入条件下,随着保护气体中氮含量的增加,高氮钢焊缝中的氮含量略有增加。LIU等[9]研究了激光作用前、后YAG激光- TIG复合焊的温度场和电子密度,研究发现激光通过在工件表面形成匙孔来影响电弧等离子体,利用光谱分析技术对等离子体的温度场进行研究,了解其内部发生的各种复杂的质量、能量传输过程等物理化学现象,对实际焊接过程有着重要的指导意义[10]。 Sibillano等[11-12]研究了连续CO2激光和脉冲Nd:YAG激光焊接过程中等离子体电子温度与熔深的相关性,研究发现电子温度随着激光能量的增加而降低,熔深值随着电子温度的升高而降低。以上研究对不同情况下的焊缝形貌和成分、焊接电弧形态、等离子体特征进行了分析,但没有针对激光- 电弧两脉冲复合焊等离子体电子密度与熔深、等离子体发射光谱与元素含量相关性的研究。
本文以高氮钢为研究对象,运用光谱分析仪和高速相机,对激光- 电弧两脉冲复合焊接的电弧形态及等离子体辐射信息进行了同步采集。结合高速相机图像及光谱信息,分别运用Boltzmann图法和Stark展宽法计算了电子温度和电子密度,分析了激光- 电弧两脉冲复合焊等离子体的物理特性与焊缝熔深的相关性,探究了等离子体发射光谱与焊缝成分的相关性。
1 试验方法和试验方案
1.1 试验方法
试验采用的激光器是德国Trumpf公司产HL4006D Nd:YAG固体激光器,焊机是日本松下公司产YD-350Ag2HGE全功能数字型熔化极活性气体保护电弧焊(MAG)/熔化极氩弧焊(MIG)焊机,Nd:YAG固体激光器搭载于KUKA机器人,待焊板材固定在数控工作台,试验装置如图1所示。采用平板堆焊,复合方式为旁轴复合,沿焊接方向电弧在前、激光在后,焊枪与工件夹角为60°. 复合装置为自主设计装置,是将德国Trumpf公司产7000210P激光焊接头与MAG电弧焊枪进行复合。试验选用尺寸为145 mm×28 mm×8 mm的高氮奥氏体不锈钢,其化学成分为C 0.148%,Si 0.490%,Mn 16.000%, Cr 22.070%,Ni 0.470%,N 0.650%,P 0.029%,S 0.002%. 焊丝为H09Cr21Ni9MnMo,直径为1.2 mm,焊接前用丙酮对待焊工件表面进行清洗。保护气体为10% CO2+ 90% Ar,气体流量为17 L/min. 激光峰值功率为2.5 kW,波长为1.06 μm,通过220 mm聚焦镜聚焦,获得的光斑直径为0.6 mm,离焦量为-2 mm,激光脉冲作用时间td分别为10 ms、20 ms、30 ms. 电弧脉冲频率P分别为:114 Hz、 117 Hz、 120 Hz、 133 Hz和137 Hz. 基值电弧电压为22.4 V,焊接电流为160 A,热源间距为3 mm,焊接速度为0.8 m/min.

图1 试验设备图Fig.1 Experimental equipment
通过荷兰Advantes公司产的光谱仪采集复合光谱信息,光谱仪通过8个通道进行10次采集,其分辨率为0.25 nm,可采集的光谱波段为200~1 100 nm,积分时间为300 ms,首次采集延时为1 s,时间间隔为0.01 s. 此外,试验中采用德国Optronis公司产CMOS-CR5000×2高速相机同步拍摄,其频率为4 000 帧/s.
采用TC-436氧氮测定仪对氮含量进行测量,TC-436氧氮测定仪为分析金属氧氮的专用仪器。测定范围(1 g样品):[O] 0.000 1%~0.100 0%,[N] 0.000 1%~0.500 0%;积分时间为20~60 s,称样范围为0.010~5.000 g.
1.2 试验方案
对于满足局部热力学平衡(LTE)的等离子体,采用Boltzmann图法计算等离子体的电子温度,其计算公式为

(1)
式中:C是与谱线种类无关的常数;Ii是波长为λi射线的相对强度;gi是带有Ei高能级激发态的统计权重;Ai是谱线自发辐射的跃迁几率[13],k为玻尔兹曼常数。用一种原子或者离子的多条谱线,从文献[13]中获得相关参数,并对Ei-ln(Iiλi/giAi)进行拟合,得到直线的-(1/kTe)斜率,得到的Te就是电子温度值[14-15]。
选用无明显自吸收的Fe I谱线计算电子温度,其范围为510~565 nm,如图2所示,并对谱线进行了标定。选用谱线波长为516.748 nm、522.715 nm、532.804 nm和561.564 nm的Fe I 谱线,其相关参数见表1[13]。图3是根据选定谱线得到的拟合结果,拟合的回归系数R2=0.96.

图2 510~565 nm范围的电弧等离子体光谱Fig.2 Arc plasma spectra from 510 to 565 nm表1 用于Boltzmann计算的Fe I 发射线光学参数Tab.1 Spectrum parameters of Fe I emission line used for Boltzmann plot method
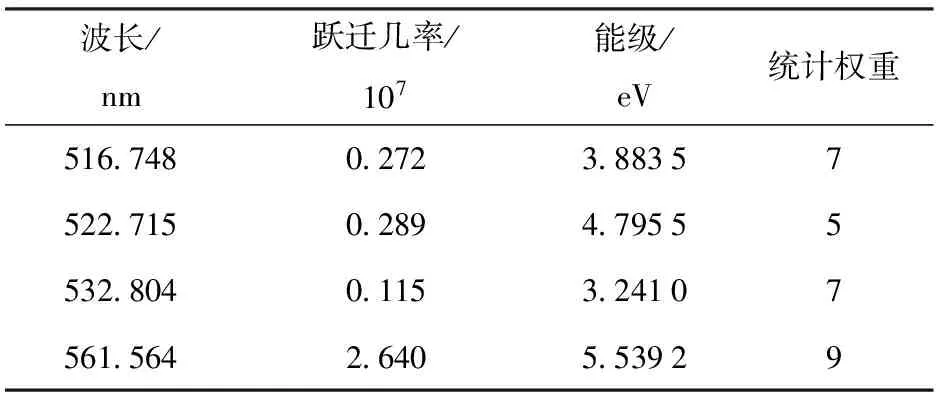
波长/nm跃迁几率/107能级/eV统计权重5167480272388357522715028947955553280401153241075615642640553929

图3 Boltzmann图法拟合结果Fig.3 Fitting result of Boltzmann plot method
谱线的Stark展宽基本取决于等离子体的电子密度,且与等离子体是否满足局部热力学平衡无关,因此为等离子体的电子密度测定提供了很好的方法[16]。采用波长为696.543 nm的Ar I谱线,运用Stark展宽法计算等离子体电子密度,测量出谱线的半高全宽,从而计算出电子密度Δλs,其公式为
Δλs=(1±0.067)×0.082 97×(Ne/1023m-3),
(2)
式中:Ne为电子密度;m为电子质量。
2 试验结果与分析
2.1 激光脉冲作用时间对电子温度和电子密度的影响
等离子体的电子温度表现为等离子体的带电粒子的运动动能,图4是激光脉冲作用时间对电子温度的影响。如图4所示,对于不同的电弧脉冲频率,随着激光脉冲作用时间的增加,电子温度降低。这是由于激光脉冲作用时间的增加造成了电弧体积压缩和金属蒸气电离的增加,大量电离的金属离子在有限的空间内碰撞,导致等离子体内部电子碰撞几率增加,使电子的运动速度减小,因此电子温度随着激光脉冲作用时间的增加而降低。

图4 激光脉冲作用时间对电子温度的影响Fig.4 Effect of laser pulse duration on electron temperature
图5给出的是激光脉冲作用时间对电子密度的影响,从图5中可以看出,对于不同的电弧脉冲频率,随着激光脉冲作用时间的增加,电子密度增加。这是由于原本高能量密度的激光在很短的脉冲作用时间内就能使金属蒸发,产生大量金属蒸气。试验中随着激光脉冲作用时间的增加,激光对金属板材的熔化穿透作用更加显著,使得熔池温度升高,匙孔加深,从而大量金属被蒸发,氛围中的金属蒸气增多,并且大部分被激光作用电离,造成电子密度升高;与此同时,随着脉冲作用时间的增加,电弧形态被压缩变小,体积变小,这是造成电子密度变大的另一原因。

图5 激光脉冲作用时间对电子密度的影响Fig.5 Effect of laser pulse duration on electron density
为了研究不同激光脉冲作用时间对复合焊接中等离子体特征的影响,试验中用高速相机记录了不同激光脉冲作用时间的等离子体电弧形态的变化情况,如图6所示。随着激光脉冲作用时间的增加,电弧内部的光亮面积增加,电弧体积减小。随着激光脉冲作用时间的增加,高能量密度的激光作用使得大量金属元素从匙孔逸出,在激光匙孔和焊丝端部形成光亮通道的面积逐步增加。同时,激光对电弧的压缩作用更加明显,因此电弧的收缩以及金属粒子密度的增加共同造成了电子密度的升高。

图6 激光脉冲作用时间对电弧形态的影响Fig.6 Effect of laser pulse duration on arc shape
2.2 电弧脉冲频率对电子温度和电子密度的影响
图7是电弧脉冲频率对电子温度的影响,从图7中可知,对于不同的激光脉冲作用时间,电子温度随着电弧脉冲频率的增加逐渐降低。这是因为随着电弧脉冲频率的增加,焊接热输入量就随之变大,母材的蒸发和电离作用更加显著。焊接电弧区等离子体的金属粒子数量迅速提高,因此氛围中的粒子碰撞几率增加,高能量的电子通过碰撞作用将自身能量传递给金属原子,带电粒子的运动动能下降,造成等离子体电子温度的降低。

图7 电弧脉冲频率对电子温度的影响Fig.7 Effect of arc pulse frequency on electron temperature
图8是电弧脉冲频率对电子密度的影响,从图8中可知,对于不同的激光脉冲作用时间,随着电弧脉冲频率的增加,等离子体电子密度逐渐降低。这是因为随着电弧脉冲频率的增加,增大了焊接热输入量,同时加快了母材蒸发和电离作用,电弧体积会随着电弧脉冲频率的增加而变大。如图9所示,是激光脉冲作用时间为20 ms时电弧脉冲频率变化对电弧体积的影响,可以看到电弧体积随着电弧脉冲频率的增加逐渐膨胀。因此,电弧脉冲频率的增加虽然加快了母材的蒸发和电离作用,但是电弧体积的膨胀造成的电子密度降低占主导作用。

图8 电弧脉冲频率对电子密度的影响Fig.8 Effect of arc pulse frequency on electron density

图9 电弧脉冲频率对电弧形态的影响Fig.9 Effect of arc pulse frequency on arc shape
2.3 等离子体电子温度和电子密度与焊缝尺寸的相关性
图10和图11是激光脉冲作用时间为30 ms时,随着电弧脉冲频率的增加,等离子体电子温度和电子密度与熔深的相关性。从图10和图11中可以看出,随着电弧脉冲频率的增加,电子温度和电子密度降低,熔深呈现逐渐降低趋势。这主要是由于电弧脉冲频率的增加,使得金属母材的蒸发和电离作用增强,弥漫在氛围中的粒子碰撞,造成电子温度降低;电弧脉冲频率的增加也造成了电弧体积增大,使得激光能量被电弧吸收,降低了激光对材料的穿透能力,从而造成熔深值降低。电弧脉冲频率的增加,加大了电弧对熔池的冲击力,使得焊缝区上部的电弧作用区宽度变宽更加明显,如图12所示。
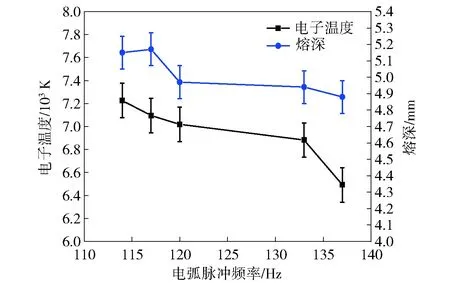
图10 电弧脉冲频率与电子温度和熔深的关系Fig.10 Relationship between arc pulse frequency with electron temperature and weld penetration

图11 电弧脉冲频率与电子密度和熔深的关系Fig.11 Relationship between arc pulse frequency with electron density and penetration

图12 不同电弧脉冲频率的焊缝截面形貌Fig.12 Transversal cross section of different arc pulse frequency
图13和图14是电弧脉冲频率为120 Hz时,随着激光脉冲作用时间的增加,等离子体电子温度和电子密度与熔深的相关性。从图13和图14中可以看出,随着激光脉冲作用时间的增加,电子温度降低,电子密度升高,熔深值增加。出现这一现象的原因是,激光脉冲作用时间的增加,增强了激光对金属板材的熔化穿透能力,高能量密度的激光作用使得大量金属元素从匙孔逸出,增加了金属粒子的电离作用,使得各粒子之间的碰撞作用更加显著,导致电子温度降低,而激光作用时间增加使电弧被压缩,导致电子密度上升。图15给出了不同激光作用时间的焊缝截面形貌。从图15中可以看出,随着激光作用时间增加熔深和熔宽变化较大,激光作用时间增加,焊缝熔宽减小、余高增加。
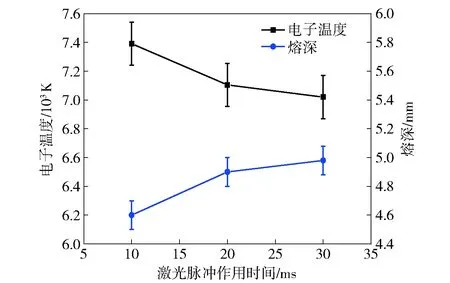
图13 激光脉冲作用时间与电子温度和熔深的关系Fig.13 Relationship betweeen laser pulse duration with electron temperature and weld penetration

图14 激光脉冲作用时间与电子密度和熔深的关系Fig.14 Relationship between laser pulse duration with electron density and weld penetration

图15 不同激光脉冲作用时间的焊缝截面形貌Fig.15 Transversal cross section of weld at different laser pulse duration
2.4 等离子体发射光谱与焊缝成分的相关性
高氮钢是利用N元素部分或全部替代合金元素Ni以获得良好的强韧性和耐蚀性。在高氮钢的熔焊过程中,焊缝区会形成氮气孔,而且氮会以氮化物的和碳氮化物的形式析出,从而造成氮的损失,近而影响焊缝区的力学性能。因此,研究焊缝氮含量对于评价焊缝性能具有重要意义。焊接过程中等离子体发射光谱中包含着各种元素的信息,所以采用等离子体光谱图信息可以间接评价焊缝氮含量。

图16 激光脉冲作用时间对光谱的影响Fig.16 Effect of laser pulse duration on spectrum
图16给出电弧脉冲频率为120 Hz时,激光脉冲作用时间对等离子体光谱强度的影响。从图16中可以看出,随着激光脉冲作用时间的增加,各波段辐射量都增加,尤其在波长520 nm附近,光谱强度显著增强。随着激光脉冲作用时间的增加,N元素的辐射跃迁增加,在10 ms时有N I、N II,20 ms时有N II、N III,30 ms时出现了N IV. 这是由于原本高能量密度的激光在很短的脉冲作用时间内就能使金属板材蒸发,产生大量蒸气。随着激光脉冲作用时间的增加,激光对金属板材的熔化穿透作用更加显著,熔池温度升高,匙孔加深,增加了母材的蒸发、电离作用,氮元素获得能量,从焊缝中逸出。因此,随着激光脉冲作用时间的增加,光谱强度增加,N元素辐射量增加。
表2给出了焊接后的焊缝氮含量的测量结果与等离子体光谱图中N I和N II峰的强度。从表2中可以看出,随着激光脉冲作用时间的增加,等离子体光谱中N I和 N II的强度明显增加,而焊缝中的氮含量明显减少,且远低于母材的氮含量。由此可知为了保证焊缝性能,应该尽量控制热输入,以增加焊缝中固溶的氮,同时减少焊缝形成氮气孔的倾向。

表2 焊缝中氮含量及N的光谱强度Tab.2 Nitrogen content in weld and spectral intensity of N
3 结论
1)激光- 电弧两脉冲复合焊接中,随着激光脉冲作用时间的增加,电弧形态收缩,体积明显减小,电弧的亮度提高;对于电弧脉冲频率的增加,电弧体积变大,亮度提高。
2)对于不同激光脉冲作用时间,电子温度随着激光脉冲作用时间的增加而降低,电子密度则随着激光脉冲作用时间的增加而升高;对于不同电弧脉冲频率,电子温度随着电弧脉冲频率的增加降低,电子密度随着电弧脉冲频率的增加降低。
3)随着激光脉冲作用时间增加,导致电子温度降低,电子密度增加,熔深值增加,熔宽减小;随着电弧脉冲频率增加,导致电子温度降低,电子密度降低,熔深值呈现逐渐降低的趋势,焊缝区上部的电弧焊特征明显。
4)随着激光脉冲作用时间的增加,等离子体发射光谱强度增加,N元素辐射量增加,焊缝中的N元素含量降低。
References)
[1] Hao X, Song G. Spectral analysis of the plasma in low-power laser/arc hybrid welding of magnesium alloy[J]. IEEE Transactions on Plasma Science, 2009, 37(1):76-82.
[2] Song G, Luo Z. The influence of laser pulse waveform on laser-TIG hybrid welding of AZ31B magnesium alloy[J]. Optics & Lasers in Engineering, 2011, 49(1):82-88.
[3] Cao X, Jahazi M, Immarigeon J P, et al. A review of laser welding techniques for magnesium alloys[J]. Journal of Materials Processing Technology, 2006, 171(2):188-204.
[4] Ribic B, Palmer T A, Debroy T. Problems and issues in laser-arc hybrid welding[J]. International Materials Reviews, 2009, 54(4):223-244.
[5] 刘凤德, 张宏, 杜劭峰, 等. 激光功率对CO2激光- MAG电弧复合焊电弧与熔滴行为的影响[J]. 机械工程学报, 2013, 49(4):75-81. LIU Feng-de, ZHANG Hong, DU Shao-feng, et al. Influence of laser power on arc and droplet behaviors in droplets on CO2laser-MAG arc hybrid welding[J]. Journal of Mechanical Engineering, 2013, 49(4):75-81. (in Chinese)
[6] 刘双宇, 张宏, 石岩, 等. CO2激光- MAG电弧复合焊接工艺参数对熔滴过渡特征和焊缝形貌的影响[J]. 中国激光,2010,37(12):3172-3179. LIU Shuang-yu, ZHANG Hong, SHI Yan, et al. Effects of process parameters on droplet transfer and bead shape in CO2-MAG hybrid welding[J]. Chinese Journal of Lasers, 2010, 37(12):3172-3179. (in Chinese)
[7] 孙硕, 刘双宇, 贾冬生, 等. 高氮钢激光- 电弧复合焊焊缝成形多元非线性回归模型[J]. 机械工程学报,2015,51(8):67-75. SUN Shuo, LIU Shuang-yu, JIA Dong-sheng, et al. Multiple nonlinear regression model of weld bead shape for high nitrogen steel by laser-arc hybrid welding[J]. Journal of Mechanical Engineering, 2015,51(8):67-75. (in Chinese)
[8] 赵琳, 田志凌, 彭云, 等. 1Cr22Mn16N高氮钢激光焊接I.焊接保护气体组成和热输入对焊缝氮含量及气孔性的影响[J]. 焊接学报,2007,28(8):89-91. ZHAO Lin, TIAN Zhi-ling, PENG Yun, et al. Laser welding of high nitrogen steel 1Cr22Mn16N I. Influence of shielding gas composition and heat input on N-content and porosity of weld metal[J]. Transactions of the China Welding Institution,2007,28(8):89-91. (in Chinese)
[9] Liu L, Chen M. Interactions between laser and arc plasma during laser-arc hybrid welding of magnesium alloy[J]. Optics and Lasers in Engineering,2011,49(9):1224-1231.
[10] 斯红, 华学明, 张旺, 等. 基于Boltzmann光谱法的焊接电弧温度场测量计算[J]. 光谱学与光谱分析, 2012,32(9):2311-2313. SI Hong, HUA Xue-ming, ZHANG Wang, et al. Welding arc temperature field measurements based on Boltzmann spectrometry[J]. Spectroscopy and Spectral Analysis, 2012,32(9):2311-2313. (in Chinese)
[11] Alfier A, Barison S, Fassina A, et al. Study on the correlation between plasma electron temperature and penetration depth in laser welding processes[J]. Physics Procedia, 2016, 26(4):360-375.
[12] Sibillano T, Rizzi D, Ancona A, et al. Spectroscopic monitoring of penetration depth in CO2, Nd:YAG and fiber laser welding processes[J]. Journal of Materials Processing Technology, 2012, 212(4):910-916.
[13] National Institute of Standards and Technology (NIST). NIST atomic spectra database [DB/OL]. [2016-06-27]. http:∥physics.nist.gov/PhysRefData/ASD/lines_form.html.
[14] 邱德仁. 原子光谱分析[M]. 上海:复旦大学出版社,2001. QIU De-ren. Atomic spectral analysis[M]. Shanghai:Fudan University Press, 2001. (in Chinese)
[15] 刘黎明, 黄瑞生, 曹运明. 低功率YAG激光- 熔化极气体弧焊复合焊接电弧等离子体行为研究[J]. 中国激光, 2009,36(12):3167-3173. LIU Li-ming, HUANG Rui-sheng, CAO Yun-ming. Behavior analysis of low power YAG laser-gas metal arc welding hybrid welding arc plasma[J]. Chinese Journal of Lasers, 2009:36(12):3167-3173. (in Chinese)
[16] 朱沛臣, 万春华, 熊诗杰, 等. 热等离子体中Stark谱线增宽和移动的理论及实验现状[J]. 物理学进展,2001, 21(1):88-130. ZHU Pei-chen, WAN Chun-hua, XIONG Shi-jie, et al. Recent status of experiments and theories on the spectral line from a hot plasma[J]. Progressin Physics,2001, 21(1):88-130. (in Chinese)
Study on Correlation between Plasma Property and Weld Penetrationin Laser-arc Hybrid Welding
CHEN Shi-xian, LIU Shuang-yu, ZHANG Hong, LI Yan-qing, LIU Feng-de
(College of Mechanical and Electric Engineering, Changchun University of Science and Technology, Changchun 130022, Jilin, China)
The plasma radiation spectrum and the shape of arc are collected by using the spectrometer and the high speed camera in the process of two-pulse laser-arc hybrid welding. The plasma electron temperature and electron density are calculated based on Boltzmann plotting method and Stark broadening method, and the electron temperature and electron density at different pulse durations and different frequencies of pulse arc are investigated. Based on the spectral analysis and the high speed image, the plasma physical properties of laser-arc two-pulse hybrid welding are studied. The results show that the arc shrinks and the brightness increases with the increase in laser pulse duration, the electron temperature decreases and the electron density increases with the increase in laser pulse duration, the penetration depth increases, the intensity of spectrum increases and the nitrogen content in the weld decreases; the arc volume becomes larger than before, the brightness increases with the increase in pulse arc frequency, the electron temperature decreases, the electron density decreases, the penetration depth decreases, and the characteristics of the arc welding at the upper part of the weld zone are obviously enhanced.
manufaturing technology and equipment; high nitrogen steel; laser-arc hybrid welding; electron temperature; electron density; penetration depth
2016-09-14
国家自然科学基金项目(51305044)
陈实现(1991—),男,硕士研究生。E-mail:609259238@qq.com
刘双宇(1978—),男,副教授,硕士生导师。E-mail:liushuangyu@cust.edu.cn
TG456.7
A
1000-1093(2017)05-0978-08
10.3969/j.issn.1000-1093.2017.05.018
猜你喜欢
测控技术(2022年10期)2022-10-28
表面工程与再制造(2022年1期)2022-05-25
陶瓷学报(2021年4期)2021-10-14
有色设备(2021年4期)2021-03-16
空间科学学报(2021年6期)2021-03-09
上海交通大学学报(2020年7期)2020-08-03
北京航空航天大学学报(2017年2期)2017-11-24
制导与引信(2017年3期)2017-11-02
北京航空航天大学学报(2017年10期)2017-04-20
汽车与新动力(2013年3期)2013-03-11