Beckhoff SoftPLC在轧辊磨床改造项目中的应用
2017-05-20 19:10陈中文
科学家 2017年2期
陈中文


摘要控制系统用Beckhoff的Twincat软PLC,硬件平台为Beckhoff的工控机,通过Bthercat驱动AX5000伺服,对左右移动的x轴,前后移动的z轴,旋转主轴砂轮,还有Roll轴进行控制,根据设定的辊形数据执行多轴插补运动,磨出设定的辊形。
关键词
Beckhoff;运功控制;轧辊改造
1项目介绍
本项目是对客户一台用了20多年的旧轧辊磨床的电控系统彻底改造。它属于外圆磨床的一种,主要用于冷轧钢板进行轧制。改造后其圆形度误差小于1um,表面粗糙度在0.015um~0.02Sum之间,辊形误差不小于5um,并且同时要满足加工G辊要求小于10分钟/根,加工H輥要求小于20分钟/根。这种难度的改造在国内尚属首次。
Beckhoff产品的特点和优势。倍福基于Pc平台的实时核技术,将安装了Microsoft WindowsXP操作系统的Pc改造为4套具有多任务能力的实时控制器。Beckhoff产品与TwinCAT软件相结合,使TwinCAT CP、I/0、PLC、PTP和NC I构成了一套较完整的基于PC平台的实时控制器解决方案,充分发挥PC机的高速数据处理能力和实时控制器的高速高精运动控制性能。
2控制实现
2.1实现方式
该项目选用的PTP控制模式,未用NCI控制模式,具体实现方法是由选定辊形生成辊形数据,辊形数据传送到SOFT PLC位置存储区,通过专用指令生成凸轮曲线,以凸轮曲线的方式实现插补功能。加工工艺参数也由控制软件发送到PLC,PLC再根据工艺参数决定往复次数等。
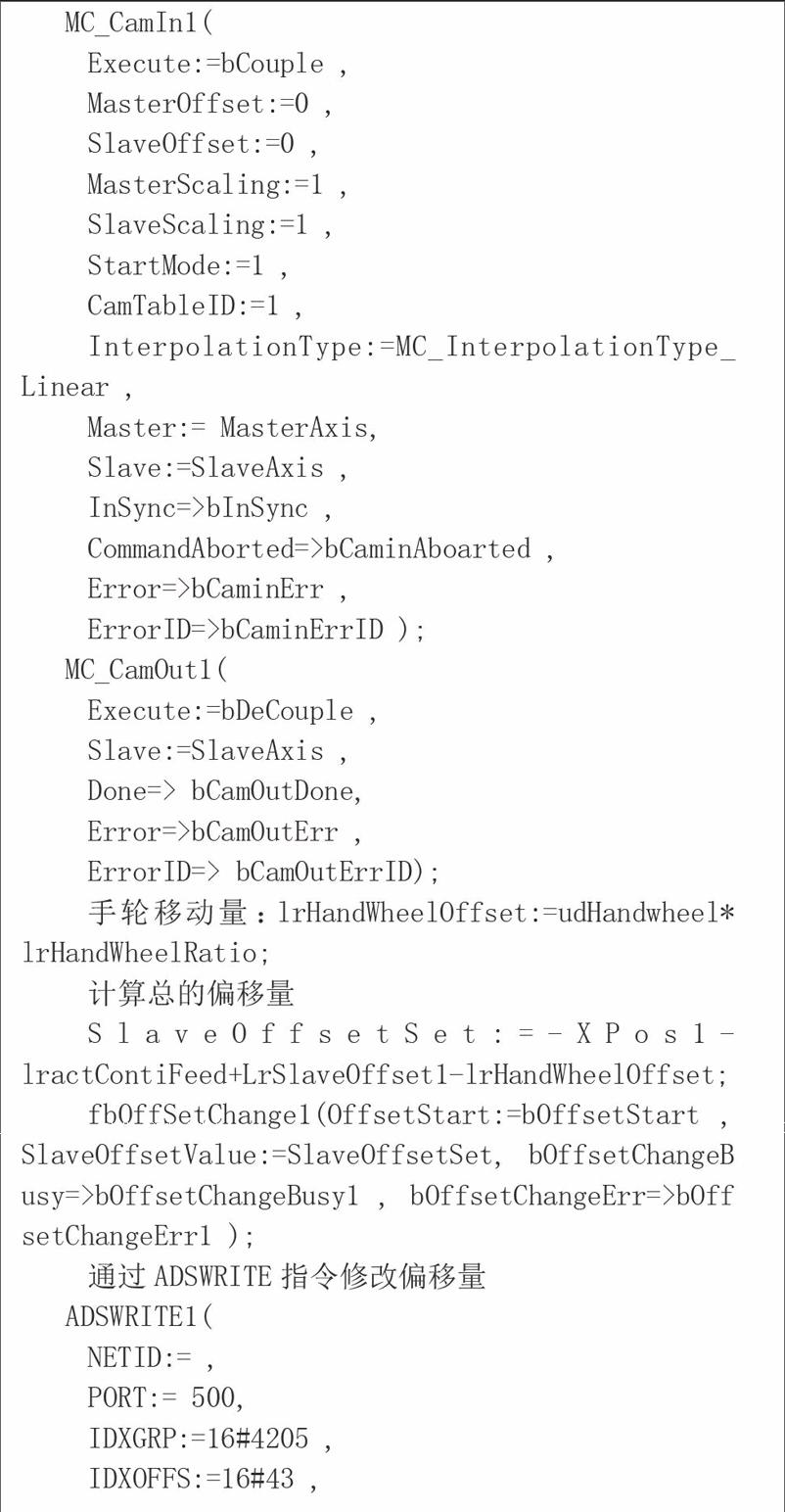
2.2关键部分实现代码
2.3恒电流控制
通过高速任务采集电流数据,并做对电流数据处理后,跟据位置电流关系PD运算实现z轴位置的微调,从而实现磨削电流的恒定控制。
3安装调试
装配必须严格按照使用说明书、原理图及技术规范执行。减少干扰和被干扰,电机线选用95%屏蔽线并将屏蔽层牢固接地,编码器线选用多芯屏蔽双绞线,驱动器妥善接地。
4运行效果
该改造项目,对其电气系统进行了全部的改造,此次改造完全自主开发了上下位软件,实现了客户的加工工艺要求,获得了客户非常满意的评价。
5结论
轧辊磨床的核心难点是辊形曲线的插补算法以及联动控制,根据轧机生产的要求能够让用户定制所要求的加工工艺。插补算法生成的插补数据必须能够达到其所要求的加工精度同时还必须满足机械特性以克服刀花和振痕,而刀花和表面粗糙度又是矛盾的。基于以上因素我们通过对磨削过程进行理论建模和数据分析,在国内率先解决了轧辊磨床的生产工艺问题。
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
冶金设备(2020年2期)2020-12-28
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2017年4期)2017-06-22
设备管理与维修(2016年6期)2016-03-16
上海金属(2014年1期)2014-12-18
自动化博览(2014年9期)2014-02-28
自动化博览(2014年4期)2014-02-28
电子设计工程(2014年17期)2014-02-27
武汉工程职业技术学院学报(2012年4期)2012-09-07