聚氨酯泡沫辅助加固钛合金薄壁件铣削性能研究*
2017-05-16 01:54:57崔雅文路来骁
航空制造技术 2017年11期
刘 春,孙 杰,刘 凯,崔雅文,路来骁,杨 斌
(1.山东大学机械工程学院,济南 250061;2. 航空工业成都飞机工业(集团)有限责任公司,成都 610092)
钛合金薄壁件具有质量轻、比强度高等特点,广泛应用于航空航天领域,如飞机及机载设备框架壳体、航空发动机叶轮叶片等,其薄壁主要以板、肋等局部结构以及框、梁、缘条、接头等整体结构形式存在。由于存在壁厚薄、相对刚度低等特点,使得薄壁件加工工艺性差,易产生加工变形和切削振动,严重影响加工质量和加工精度[1-3]。实际加工中多采用重复精加工或变形预补偿等方法加以解决。但重复精加工和变形预补偿均没有改变薄壁结构件刚度低的本质特征,且加工效率低。而基于薄壁件辅助加固加工技术能够提高薄壁件铣削刚度,提高加工稳定性,加工效率高,是目前薄壁件变形控制一个比较重要的研究方向。
针对薄壁件加工质量和加工精度难以保证的问题,Obara等[4]采用低熔点合金填充辅助加工薄壁件,提高工件刚度,抑制加工振动和变形。Gulley[5]、Korobko[6]、Rong 等[7]研究了电流变材料和磁流变材料的柔性夹具。肖璐[8]、孙义林等[9]对磁流变液材料辅助支撑薄壁件提高加工精度进行了研究。葛茂杰等[10-11]采用石蜡填充辅助加固薄壁件提高工件刚度,改善加工质量。这些研究虽能解决一些加工问题,但低熔点合金比重大,易引起工件变形,且吸附在零件表面不易清除,在使用过程中还存在铅污染;电流变材料和磁流变材料虽能实现迅速装夹,但材料剪切强度低,加工系统复杂性增加,试验成本较高;石蜡成本虽然比较低,但其软化温度低、体积收缩率大、与工件结合强度低,其应用也受到限制。
针对上述填充材料存在的问题,寻找新型填充材料对提高钛合金薄壁零件机械加工精度和加工质量具有十分重要的意义。聚氨酯泡沫作为被动阻尼材料阻尼系数大、比重小,对金属有很好的粘结性能,能够缓冲吸振,成本低,是一种可替代填充材料。它由聚异氰酸酯和聚多醚两种物质发生聚合和胶合反应生成,交联密度越大,泡沫塑料越硬。因此,只需要简单修改配比,便可获得不同密度、弹性、刚性等物理性能。Nayfeh[12]利用聚氨酯阻尼泡沫作为约束层来研究叠层复合梁平面弯曲振动阻尼特性。Woody等[13]基于Nayfeh试验结果,利用该类型阻尼泡沫比重小、减振吸能特性提高轻质反射镜快速转向的可控性。Scarpa等[14-15]对聚氨酯泡沫应用在防振手套上的阻尼性能进行了研究。但是目前聚氨酯泡沫在辅助加工钛合金薄壁件方面的研究还比较缺乏。因此,本文采用聚氨酯阻尼泡沫材料填充钛合金薄壁零件框,用来辅助支撑钛合金框零件侧壁的精加工。研究聚氨酯泡沫辅助加固对切削稳定性和加工质量的影响,为钛合金薄壁件高效稳定加工提供技术支持。
铣削试验设计
1 试验材料准备
试验采用的钛合金为Ti6Al4V,属于α+β型钛合金,工件尺寸为168mm×118mm×25mm,共有6个相同的薄壁框。聚氨酯泡沫密度为12.2kg/m3,阻尼系数为0.05。试验分为两组:A组填充聚氨酯泡沫材料,B组不填充聚氨酯泡沫材料。装夹工件前使用聚氨酯发泡材料填充A组钛合金薄壁框。
聚氨酯发泡材料的发泡过程包含泡沫的形成和稳定两个过程,使用前物料在料罐中为液体,喷出后为颜色均匀的泡沫,泡沫固化后形成泡孔均匀的硬质泡沫塑料。硬质泡沫塑料具有结实光滑而坚韧的外表皮和低密度泡沫芯,并可在一定条件下采用醇解、水解、碱解、热解等化学方法清除回收。试验前A、B两组所使用的钛合金薄壁件相同,聚氨酯发泡材料填充的A组(B组在相同位置不填充)钛合金薄壁框侧壁加工位置如图1所示。
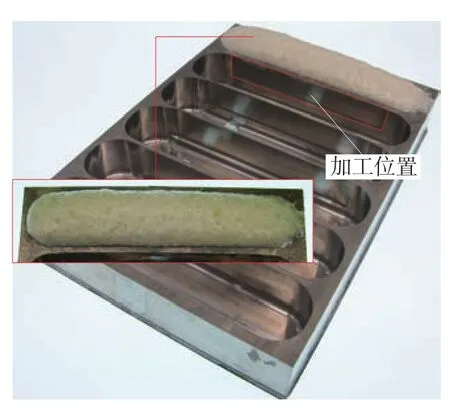
图1 钛合金薄壁框零件及加工位置Fig.1 Titanium alloy thin-walled part and machining position

表1 钛合金薄壁框铣削试验仪器设备

表2 钛合金薄壁框铣削试验刀具参数
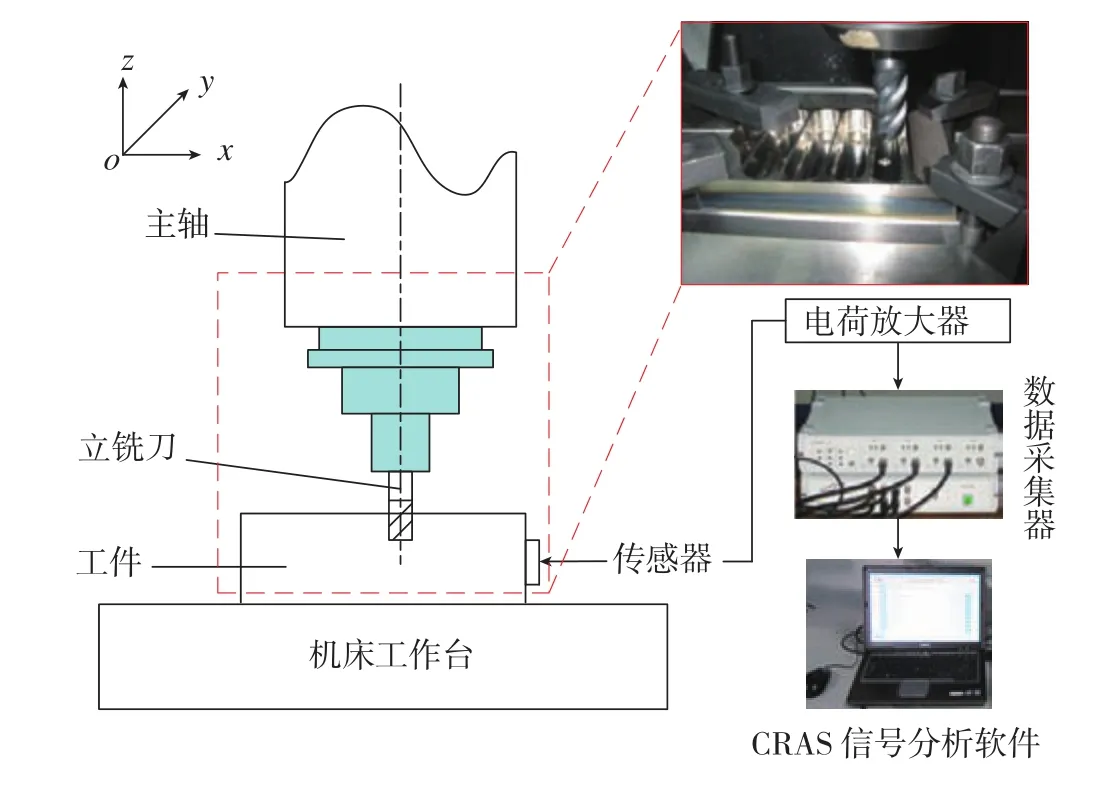
图2 试验设备连接及加工示意图Fig.2 Test equipment connection and processing diagram
2 试验仪器设备
试验所用的仪器设备及刀具参数如表1、表2所示。试验过程采用干切削,铣削方式为逆铣,用压板将工件压紧固定在工作台上,使用百分表对准工件外壁与机床工作台X、Y方向位置。利用三向加速度传感器测量工件侧壁铣削时沿X方向振动加速度ax,利用安正数据采集系统对侧壁铣削过程中的振动信号进行采集,使用白光干涉仪对工件侧壁已加工表面进行分析。图2为试验设备连接及加工示意图。
3 试验参数
试验采用分层铣削工件侧壁,均分为3层,A组、B组3层径向切削厚度ae均对应相等,第1层ae=0.8mm、第 2层ae=0.6mm、第 3层ae=0.4mm,加工前工件侧壁厚度b0=3mm,刀具沿机床Y方向进给量f=65mm。主要铣削参数如下:切削速度vc=81.68m/min,主轴转速n=1300r/min,进给速度vf=416mm/min,轴向切深ap=10mm。
铣削试验结果分析与讨论
1 振动信号时域分析
在有、无聚氨酯泡沫填充两种情况下,铣削工件侧壁第1层、第2层和第3层时的振动加速度ax时域特性如图3、图4和图5所示。
由图3、4、5可知,未填充组各铣削层振动信号幅值均明显大于填充组各铣削层振动信号幅值。计算振动加速度ax最大值的平均值,得到相同径向切削厚度条件下填充和未填充两种情况的振动加速度ax最大值的平均值如图6所示。
由图6可知,与B组相比,填充聚氨酯泡沫辅助加固后A组各铣削层振动加速度幅值降低比值分别为:第1层降低了61.94%,第2层降低了58.96%,第3层降低了65.47%。同时随着径向切削厚度ae的减小,振动加速度幅值也在减小,振动在减弱。分析原因是工件侧壁厚度较小,刚度较低,轴向切深相对较大,导致B组振动相对剧烈;而A组由于聚氨酯泡沫的存在,起到了辅助支撑的作用,使得振幅减小,因此加工过程较为平稳。
2 振动信号频域分析
工艺系统振动与切削过程的稳定性息息相关,频域分析可以显示振动信号的各频率成分,以及各频率成分的幅值,因此频域比时域更能反映切削过程中的信息。利用MATLAB软件对加工过程中侧壁振动加速度ax进行快速傅立叶变换(FFT),可以得到ax的频域特性,再利用ax的频谱就可以分析判断加工状况。
传感器采集到的刀具切削振动信号的变化频率是刀具转动频率与齿数N的乘积,即刀齿通过率(TPF)。由于刀具制造和装夹误差造成刀具系统不对称,因此刀具转动频率是主轴的转动频率(SF)[16]。为了验证铣削过程中是否真的发生颤振,需要研究振动信号频谱的功率谱。若振动信号的功率谱谱线峰值均位于横坐标刀齿通过率(TPF)的整数倍处,则未发生颤振。
主轴转动频率SF(Hz)定义为:

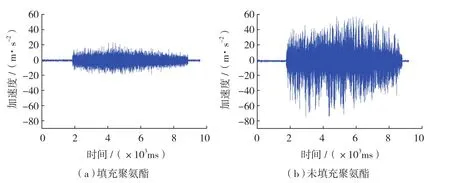
图3 第1层铣削振动加速度ax随时间变化(ae=0.8mm)Fig.3 Vibration acceleration ax of the first layer versus time (ae=0.8mm)
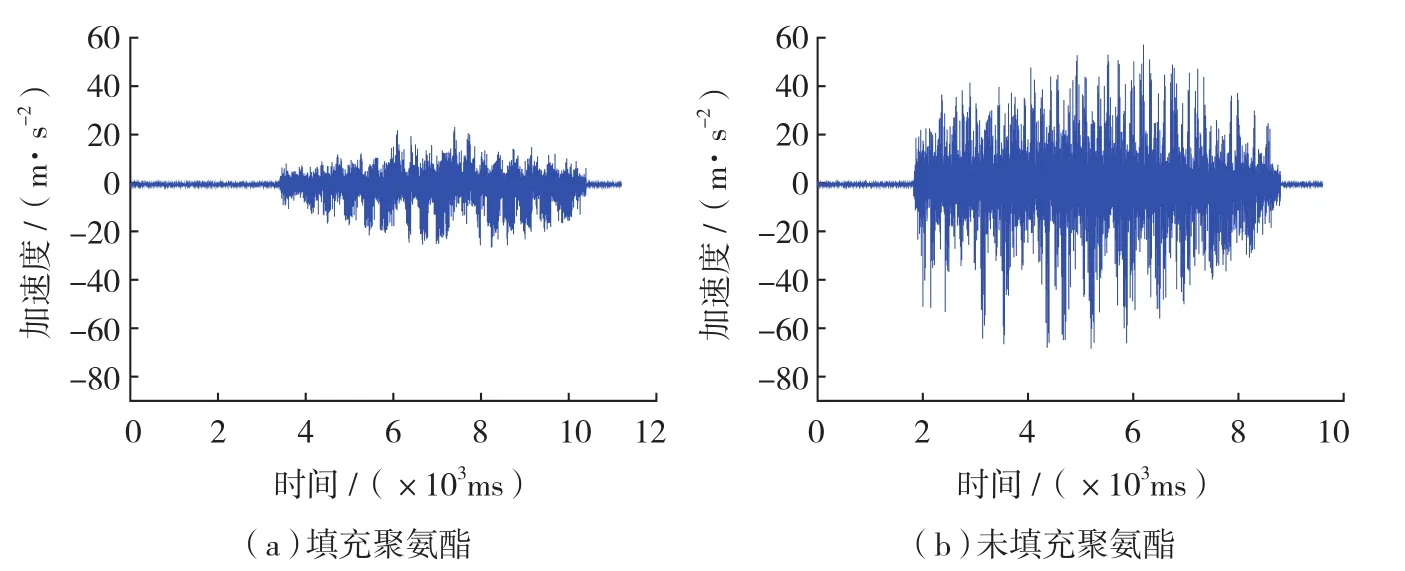
图4 第2层铣削振动加速度ax随时间变化(ae=0.6mm)Fig.4 Vibration acceleration ax of the second layer versus time (ae=0.6mm)
图5 第3层铣削振动加速度ax随时间变化(ae=0.4mm)Fig.5 Vibration acceleration ax of the third layer versus time (ae=0.4mm)
式中:ω为主轴转动的角速度,rad/min;v为主轴的线速度,m/min;D为铣刀直径,mm。
刀齿通过率(TPF)定义为:

式中:N为铣刀齿数。
刀具直径D=20mm,铣刀齿数N=4,切削速度vc=81.68m/min,故SF=21.67Hz,TPF=86.67Hz。
铣削侧壁第1、2、3层时振动加速度ax的功率谱如图7、图8、图9所示。分析图7、8、9侧壁振动加速度ax功率谱曲线,发现在填充聚氨酯泡沫情况下,A组除第1层外,第2、3层谱线峰值均出现在TPF整数倍处,没有发生颤振;未填充聚氨酯泡沫情况下,B组各铣削层谱线峰值除出现在TPF整数倍处外,也出现在非整数倍处,特别是在高频阶段。结合图3、4、5,说明未填充聚氨酯泡沫情况下,B组切削振动大,导致刀具发生磨损处于不稳定切削状态,造成高频处能量增加,发生了颤振。部分颤振频率如图7、8、9所示。
与B组相比,A组各铣削层在TPF整数倍处的谱线峰值明显较小,这是由于填充的聚氨酯泡沫具有缓冲吸能特性,能吸收切削振动过程中的能量。同时A、B组各铣削层的功率谱图中均夹杂着较多的位于非整数倍处的谱线,说明振动信号中除了切削产生的强迫振动信号外,还混杂着一些其他信号,原因可能是刀具系统处于不稳定切削状态,导致振动信号不规则波动。
3 加工表面质量分析
加工完成后,利用白光干涉仪对工件侧壁中间区域不同位置进行测量,每组各测量5次计算平均值作为其表面粗糙度值,得到A组Ra=478.52nm,B组Ra=726.26nm。可以看出,A组侧壁加工表面粗糙度比B组减少了34.1%。从A组、B组测量位置中各取其中一个位置,其表面粗糙度及三维形貌如图10、11所示。
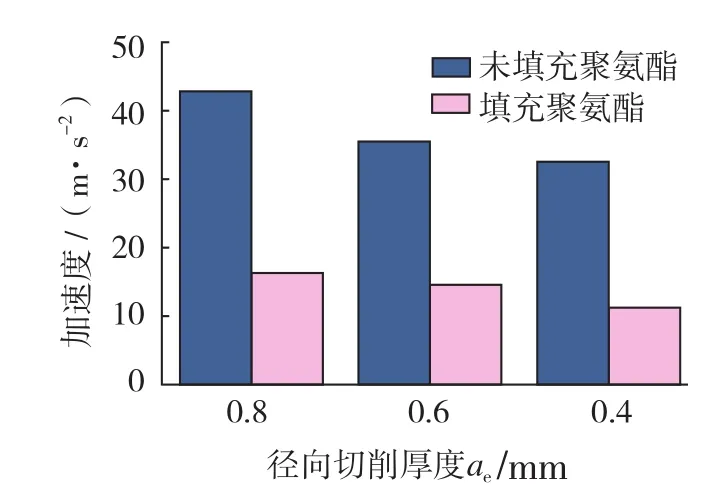
图6 填充和未填充聚氨酯条件下振动加速度axFig.6 Vibration acceleration ax with and without polyurethane
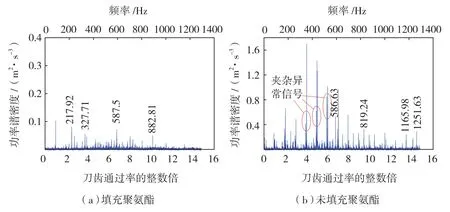
图7 第1层振动加速度ax功率谱(ae=0.8mm)Fig.7 Power spectrum of the first layer vibration acceleration ax (ae=0.8mm)
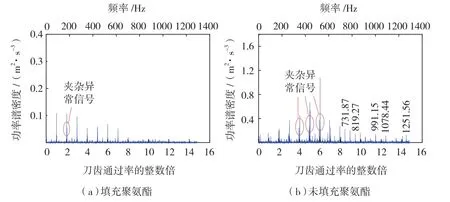
图8 第2层振动加速度ax功率谱(ae=0.6mm)Fig.8 Power spectrum of the second layer vibration acceleration ax (ae=0.6mm)
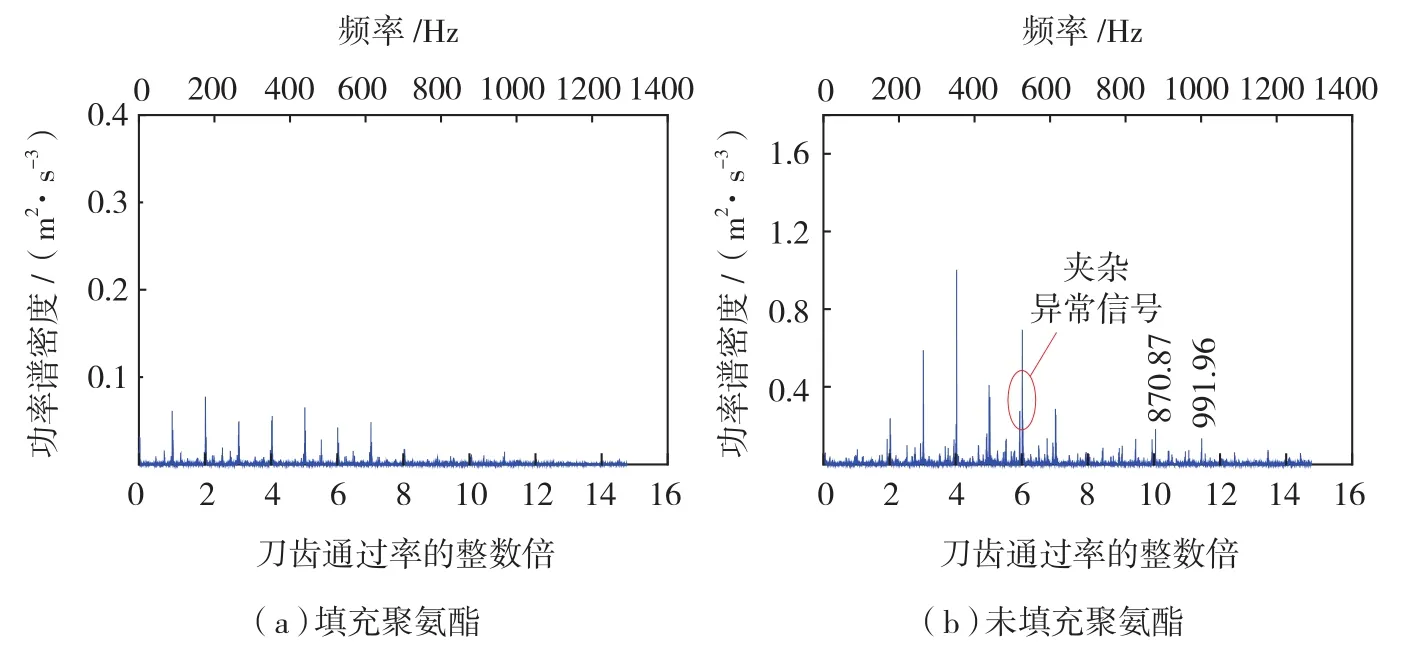
图9 第3层振动加速度ax功率谱(ae=0.4mm)Fig.9 Power spectrum of the third layer vibration acceleration ax (ae=0.4mm)
由图11可以看出,在没有聚氨酯泡沫辅助加固的情况下,B组侧壁已加工表面刀痕非常清晰;采用聚氨酯泡沫辅助加固的A组表面刀痕变化较小,表面相对平滑。分别在图11(a)、(b)中垂直于进给方向vf各取一条路径,得到垂直于进给方向的侧壁加工表面轮廓如图12所示。
由图12可知,在垂直于进给方向,A组表面粗糙度值Ra=0.41μm,B组表面粗糙度值Ra=0.79μ m,A组轮廓波动幅度较小,而B组轮廓波动性较大。垂直进给方向的粗糙度主要受刀具切削刃的影响,在相同刀具和铣削参数条件下,由于B组切削振动较A组大,因此产生较大的波峰波谷。故利用聚氨酯泡沫辅助加固可以有效减小已加工面的刀痕幅值,提高薄壁件加工表面质量。
4 加工精度分析
对A组、B组工件加工后的侧壁厚度进行测量,沿壁长方向等距8mm各依次对应取8个点,已加工侧壁厚度测量结果如图13所示。
由图13可知,A组加工效果明显好于B组。B组由于无聚氨酯泡沫辅助加固刚度较差,在切削力的作用下,侧壁产生的弹性变形较A组大,实际切削加工面与理论加工面不在同一位置,导致径向切削厚度ae发生改变,从而在加工过程中出现了一定的让刀,最终导致侧壁两边薄,中间厚,呈“凸”型结构,但B组让刀量明显大于A组。加工完成后A组侧壁中间位置比两边厚约5%,B组侧壁厚度中间位置比两边厚约12%,虽然A组侧壁与理论壁厚仍有一定的差值,但与B组相比,能够明显提升钛合金薄壁件侧壁加工精度,故A组平均壁厚更接近理论侧壁壁厚。因此,采用聚氨酯泡沫辅助加固可以有效提高弱刚性零件加工过程中的稳定性,改善加工质量,减小加工误差。
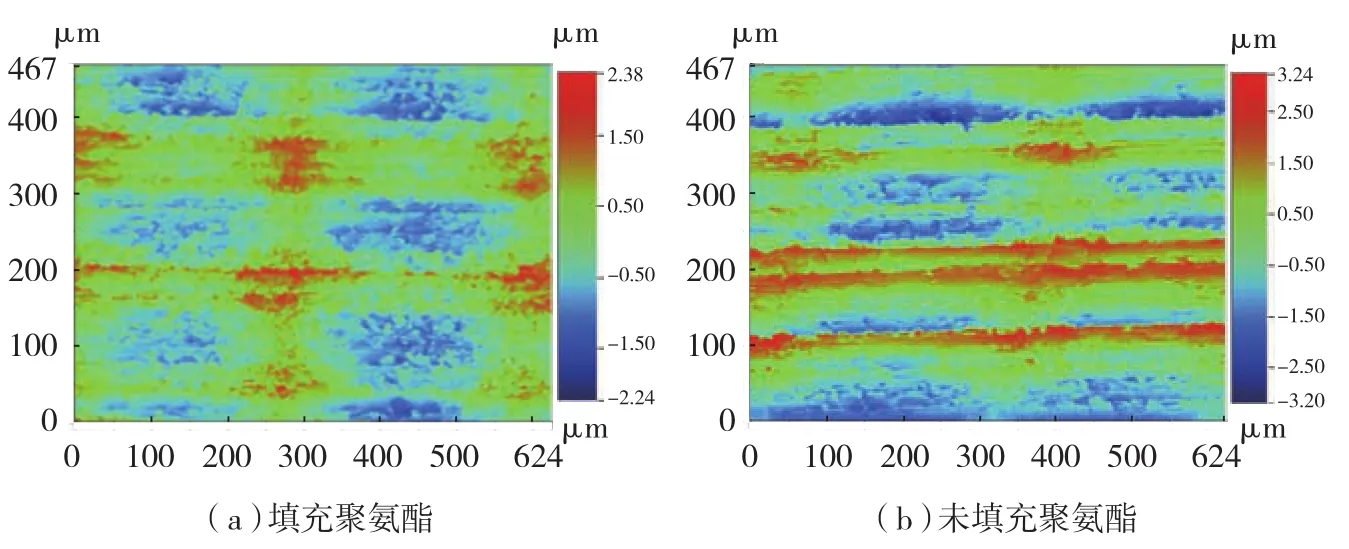
图10 侧壁加工表面粗糙度Fig.10 Surface roughness of machined thin wall

图11 侧壁加工表面三维形貌Fig.11 3D shape of machined thin wall surface
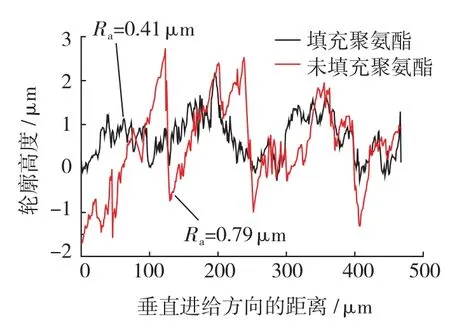
图12 垂直于进给方向的轮廓对比Fig.12 Contour comparisons in the vertical feed direction
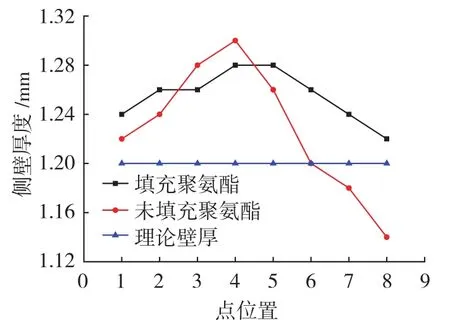
图13 侧壁厚度测量结果Fig.13 Thickness of machined thin wall
结论
通过聚氨酯阻尼泡沫辅助加固钛合金薄壁件铣削试验,对有、无填充聚氨酯泡沫情况下的试验结果进行分析,得到以下结论:
(1)对比振动加速度时域幅值大小,发现填充聚氨酯各铣削层振动信号幅值均明显小于未填充聚氨酯各铣削层振动信号幅值,工件侧壁铣削振动明显减弱。这说明聚氨酯泡沫起到了辅助支撑的作用,增加了工件侧壁铣削刚度。
(2)对比振动加速度信号频域谱线幅值大小,发现填充聚氨酯各铣削层谱线峰值均明显小于未填充聚氨酯各铣削层谱线峰值。在填充聚氨酯情况下,各铣削层谱线除了第1层外,2、3层谱线峰值均出现在TPF整数倍处,没有发生颤振;未填充聚氨酯情况下,各铣削层谱线峰值除了出现在TPF整数倍处外,也出现在非整数倍处(特别是在高频阶段),均发生了颤振。说明未填充聚氨酯铣削时很容易发生颤振,填充聚氨酯可在一定程度上抑制颤振的发生,聚氨酯泡沫具有缓冲吸振的作用。
(3)与未填充相比,填充聚氨酯情况下工件侧壁已加工表面粗糙度减小了34.1%;同时侧壁让刀量明显减小,其中填充聚氨酯情况下的侧壁中间位置厚度比两边厚约5%,未填充聚氨酯情况下的侧壁中间位置厚度比两边厚约12%,说明填充聚氨酯泡沫使加工质量和加工精度得到了有效改善,这为薄壁类零件加工提供了一定的理论指导和技术支持。
参 考 文 献
[1]何宁, 杨吟飞, 李亮, 等. 航空结构件加工变形及其控制[J]. 航空制造技术,2009(6): 32-35.HE Ning, YANG Yinfei, LI Liang, et al.Machining deformation of aircraft structure and its control[J]. Aeronautical Manufacturing Technology, 2009(6): 32-35.
[2]百万金. 航空薄壁件精密铣削加工变形的预测理论及其方法研究[D]. 杭州: 浙江大学, 2009.BAI Wanjin. Study on deformation prediction theory and methods of the aerospace thin-walled components during precision milling process[D]. Hangzhou: Zhejiang University, 2009.
[3]GANG L. Study on deformation of titanium thin-walled part in milling process[J].Journal of Materials Processing Technology, 2009,209(6): 2788-2793.
[4]OBARA H, WATANABE T, OHSUMI T, et al. A method to machine three-dimensional thin parts[J]. Journal of the Japan Society for Precision Engineering, 2003, 69(3): 375-379.
[5]GULLEY G L, TAO R. Static shear stress of electrorheological fluids[J]. Physical Review E, 1993, 48(4): 2744-2751.
[6]KOROBKO E V, GORODKIU R G,RAGOTNER M M. ERF used for fixing blanks when machining their surface[C]. Belarus:Academy of Sciences of Belarus, 1993.
[7]RONG Y, TAO R, TANG X. Flexible fixturing with phase-change materials. Part 1.Experimental study on magnetorheological fluids[J]. The International Journal of Advanced Manufacturing Technology, 2000, 16(11): 822-829.
[8]肖璐, 王凡, 刘颖, 等. 用于薄壁件加工的磁流变夹具[J]. 新技术新工艺, 2007(1): 26-27.XIAO Lu, WANG Fan, LIU Ying, et al. The magnetorheological fixture apply to the process of the thin-wall part[J]. New Technology & New Process, 2007(1): 26-27.
[9]孙义林, 华亮, 姚永伟, 等. 薄壁零件机加工中磁流变液体的应用[J]. 精密制造与自动化, 2013(3): 51-52.SUN Yilin, HUA Liang, YAO Yongwei,et al. Application of magnetorheological fluid in machining thin-walled parts[J]. Precise Manufacturing & Automation, 2013(3): 51-52.
[10]葛茂杰, 孙杰, 李剑峰. 石蜡辅助加固钛合金薄壁件铣削稳定性研究[J]. 山东大学学报(工学版), 2011, 41(1): 71-77.GE Maojie, SUN Jie, LI Jianfeng. Study on milling stability of thin-walled titanium alloy components with paraffin reinforcement[J].Journal of Shandong University (Engineering Science), 2011, 41(1): 71-77.
[11]葛茂杰, 孙杰, 高彪, 等. 石蜡辅助加固钛合金薄壁件加工质量分析[J]. 航空制造技术, 2013(10): 79-83.GE Maojie, SUN Jie, GAO Biao, et al.Processing quality analysis of thin-walled titanium alloy component with paraffin reinforcement[J]. Aeronautical Manufacturing Technology, 2013(10): 79-83.
[12]NAYFEH S A. Damping of flexural vibration in the plane of lamination of elastic–viscoelastic sandwich beams[J]. Journal of Sound and Vibration, 2004, 276(3): 689-711.
[13]WOODY S C, SMITH S T. Damping of a thin-walled honeycomb structure using energy absorbing foam[J]. Journal of Sound and Vibration, 2006, 291(1): 491-502.
[14]SCARPA F, GIACOMIN J, ZHANG Y, et al. Mechanical performance of auxetic polyurethane foam for antivibration glove applications[J]. Cellular Polymers, 2005, 24(5):253-268.
[15]SCARPA F, GIACOMIN J A,BEZAZI A, et al. Dynamic behavior and damping capacity of auxetic foam pads[C]//Smart Structures and Materials Damping and Isolation.International Society for Optics and Photonics,2006: 61690T-61690T-7.
[16]皇攀凌, 李剑峰, 孙杰, 等. 整体硬质合金立铣刀高速加工钛合金振动分析[J]. 粉末冶金材料科学与工程, 2010, 15(6): 574-579.HUANG Panling, LI Jianfeng, SUN Jie,et al. Vibration analysis in speed machining titanium alloy with solid cemented carbide end mill[J]. Materials Science and Engineering of Powder Metallurgy, 2010, 15(6): 574-579.
猜你喜欢
工程建设与设计(2021年11期)2021-07-28 06:33:42
汽车工程(2021年12期)2021-03-08 02:34:06
四川冶金(2019年4期)2019-11-18 09:30:50
模具制造(2019年7期)2019-09-25 07:29:58
模具制造(2019年3期)2019-06-06 02:10:52
中国自行车(2018年8期)2018-09-26 06:53:32
四川冶金(2017年6期)2017-09-21 00:52:30
当代化工研究(2016年9期)2016-03-20 16:22:18
舰船科学技术(2016年1期)2016-02-27 15:39:14
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56