工业有机废弃物的多元料浆气化制合成气技术
2017-05-15 11:23:03罗进成张勇葛启明邹涛曾梅谢欣馨
化工进展 2017年5期
罗进成,张勇,葛启明,邹涛,曾梅,谢欣馨
(1西北化工研究院,陕西 西安 710061;2西安元创化工科技股份有限公司,陕西 西安 710061)
工业有机废弃物的多元料浆气化制合成气技术
罗进成1,2,张勇1,2,葛启明1,2,邹涛1,2,曾梅1,2,谢欣馨1,2
(1西北化工研究院,陕西 西安 710061;2西安元创化工科技股份有限公司,陕西 西安 710061)
有机废弃物中含有丰富的碳氢元素,相对于常规焚烧等处理方式,将其作为气化原料生产合成原料气具有过程清洁和可实现碳氢资源回用的优点,但目前相关的研究存在有机废弃物气化原料范围窄、难以适应有机废弃物性质差异大的问题,限制了气化技术在有机废弃物处理领域的应用。本文针对国内工业有机废弃物的不同特性,提出了一种改进型的有机废弃物多元料浆气化(multicomponent slurry gasification,MCSG)利用技术,简述了有机废弃物处理的基本原理,介绍了在面对不同特性有机废弃物时采取的不同处理工艺路线以及相配套的关键设备,分析了技术经济性以及工业化应用情况。结果表明利用改进型的多元料浆气化技术不仅能实现对有机废弃物的清洁和资源化回用,还对有机废弃物具有很强的适应性,同时具有良好的环保效益和经济效益,将会是一条未来实现我国工业有机废弃物处理绿色化发展目标的有效途径。
废物处理;多元料浆;气化;合成气
工业有机废弃物指在工业生产中排出的含有有机质成分的固态、液态及气态废弃物的统称。在我国,工业有机废弃物普遍存在于诸如化工、医药化工、精细化工、机械加工、维修、资源开采等关系国计民生的多个工业生产领域[1-2],每年排放出大量的各类有机废弃物[3-4]。工业有机废弃物通常具有成分复杂、可生化性差、有毒等特点[5-7],采用常规处理方法处理效果差、能力小、费用高且容易造成二次污染[8-10]。利用气化技术将有机废弃物转化为合成原料气(CO+H2),是近年来处理有机废弃物无害化、资源化、综合利用的一种新途径。国内许多研究者对此进行了大量分析和研究,但其主要内容仅涉及有机废水与煤或者常见的含碳氢工业副产物制备高浓度料浆[11-15]和工业化应用探索[16],对一些难成浆性有机废弃物的气化利用尚缺乏深入研究和介绍,导致工业化实际应用原料范围窄,不利于有机废弃物的资源化处理。
多元料浆气化技术是目前国内主流气化技术之一,该技术将含碳氢原料预制成便于泵送的料浆,然后与纯氧一同进入气化反应器转化生成以CO和H2为主的合成气,为下游相关生产、加工行业提供基本原材料。近年来,针对有机废弃物的多样性和复杂性,本文作者团队进行了一系列的技术创新,积极进行原料扩大化开发研究工作,提出了多条利用有机废弃物进行合成气生产的资源化利用技术路线并实现了工业化应用,取得了较好的环保和经济效益。
1 技术思路及原理
1.1 技术思路
多元料浆气化技术将有机废弃物处理与多元料浆气化技术相结合,利用有机废弃物中有机质富含碳氢元素的特点,采用湿法料浆形式进料、在高温及纯氧反应条件下,实现有机废弃物的资源化高效清洁利用,过程环保清洁。其技术设想是将有机废弃物中的有机质视为一种潜在的资源,通过一定的技术处理使有机废弃物满足多元料浆气化技术的进料条件,成为该技术的原料或部分原料进行气化转化,生成以CO+H2为主的合成气供后续生产、加工使用,达到有机废弃物资源化清洁回用的目的。
1.2 技术原理
有机废弃物在进入气化反应器后,在极短的时间内快速升温至1250℃以上(具体视原料性质确定),有机废弃物中的有机质迅速发生裂解,化学键断裂成为小分子自由基,随后小分子自由基与O2以及H2O分子之间进行一系列复杂反应直至达到平衡,氧气被完全转化,气体中还原性气体占据主导,最终形成为以CO和H2为主的原料合成气。鉴于有机废弃物成分的复杂性,该技术有机质分解转化反应方程式可总体概括为式(1)。

2 技术路线
有机废弃物因其组成情况的差异,造成其物理化学性质如室温状态、黏度、挥发性、亲水/疏水性等有所不同。因此,针对不同物理化学性质的有机废弃物在作为多元料浆气化技术原料利用时,需根据其物性特点采用不同的工艺路线。
2.1 液态有机废弃物多元料浆气化制合成气技术
2.1.1 低浓液态有机废弃物(废水)的利用
对于低浓度及流动性较好的液态有机废弃物(废水)如造纸废液、制药废水等,可直接采用废水制浆的方式直接利用。具体是将废水按一定比例与其他固态含碳氢原料送入磨机,在适宜添加剂存在条件下,采用一步湿法制浆工艺制备出合格料浆,然后将此料浆送至气化反应器气化生产粗合成气。该方法与目前工业应用的水煤浆气化工艺相同,只是利用有机废水取代原水制浆,在废水不足情况下用原水补充。工艺流程见图1所示。
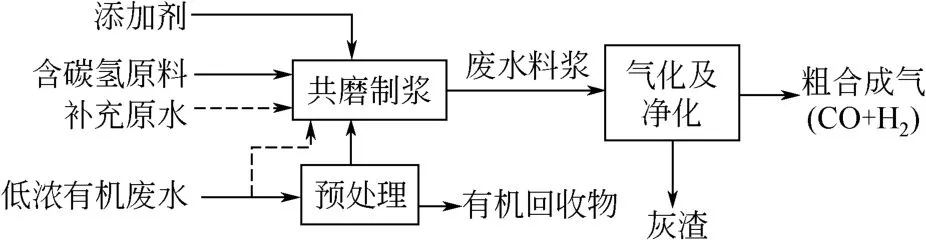
图1 低浓液态有机废弃物(废水)的多元料浆气化利用示意图
有机废水代替原水制备水煤浆时,废水中有机质分子的存在可能会对原有的制浆添加剂体系产生干扰作用,添加剂也存在不能完全适用的情况。对此,西北化工研究院经过多年研究,开发出了系列适应性强、选择范围广的新型有机废水高浓制浆添加剂,常见的低浓液态有机废弃物与固态有机废弃物制浆结果见表1所示。
在遇到有机废水中含有挥发性物质的情况时,可先对有机废水进行预处理,通过闪蒸等常规分离方式降低废水中易挥发组分的含量至一可靠范围内并回收易挥发组分,然后将此与处理后的有机废水送至磨机与固体原料共磨制浆,见图1。同时需增加磨机及制浆车间的强制排气设施、加强制浆区域的通风和换气,保证人员人身安全。
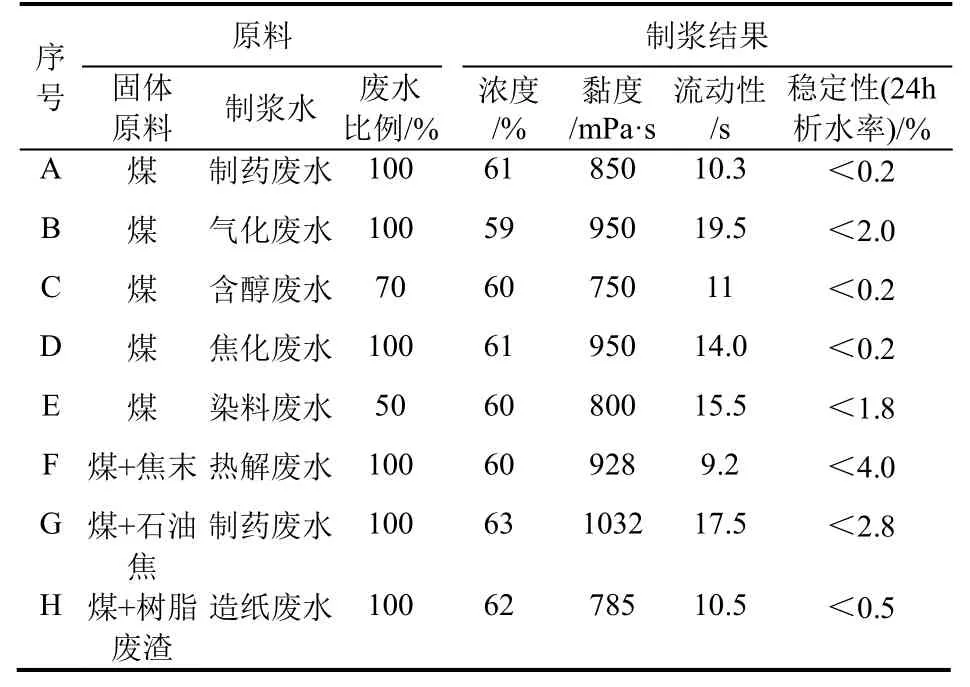
表1 常见有机废弃物实验室制浆结果一览表
有机废水中也可能存在一定数量的无机盐类。在采用本技术进行含盐有机废水的处理时,由于含碳氢原料(如煤)中存在无机矿物质灰分,在气化高温状态下,有机废水中的盐类物质呈熔融状态并会与原料中熔融态的无机矿物质灰分形成共熔体,该共熔体会在随后的激冷过程中固化,转变成为稳定的无机盐渣排出[17]。该过程在很大程度上缓解了有机废水中盐类物质对于系统运行安全的影响,而熔渣中的盐类对耐火材料的侵蚀可通过调整耐火材料中酸碱元素的添加来减小[17]。因此,本技术对于有可溶性盐类物质存在但不破坏原料成浆性能的情况下依然具有很好的适用性。
2.1.2 高浓、高黏液态有机废弃物的利用
当遇到有机物含量高、黏度较高以及具有剧毒性逸出物的液态有机废弃物如有机废溶剂、废油等时,直接利用该液态有机废弃物与煤或其他含碳氢固体原料制浆会破坏料浆的稳定体系、造成料浆输送困难或者危及人员健康。针对此,可采用国内首创的多通道喷嘴技术(见图2、图3),将高浓、高黏液态有机废弃物通过单独的输送系统和喷嘴通道送入气化反应器,实现高浓、高黏液态有机废弃物的气化利用,具体流程见图3。某些通过升温能够转化为液态的有机废固如煤油共炼残渣、煤制油残渣等也可以通过此方式实现处理。

图2 多通道烧嘴结构示意图

图3 高浓、高黏液态有机废液多元料浆气化示意图
2.2 固态有机废弃物多元料浆气化制合成气技术
常见的固态有机废弃物在研磨性能较佳时可通过一次湿磨制浆的方式制备成可供气化的高浓度料浆,如果该固态废弃物本身热值太低或产量较小,可以和高热值原料例如煤混合后通过湿磨制浆的方式制成混合料浆进行气化利用。对于具有一定韧性,不易研磨处理的固体有机废弃物如植物秸秆、有机弹性高聚物等,可通过先制粉、后制浆的两段式制浆方式进行利用,具体利用流程见图4所示。
2.3 气态有机废弃物多元料浆气化制合成气技术
一些成分较为复杂或者不利于远距离输送的气态有机气体如煤田伴生气、炼厂废气等也可以通过多元料浆气化技术实现资源化利用,其具体过程是将气态有机废弃物加压后通过单独的专用喷嘴送入气化反应器中,在气化炉内与氧气发生反应,转化生成合成气,具体流程图见图5所示。
2.4 多相态有机废弃物气化制合成气技术
上述有机废弃物技术也可相互结合形成一种固、液、气有机三废综合利用清洁体系,具体过程是将高浓有机废液、低浓废水-废固料浆、有机废气两两之间或者三者同时通过不同的输送系统送入同一气化反应器中,实现同室转化,流程示意见图6。此种方式特别适合于同时存在多种不同物性有机废弃物需要处理的场合。

图4 固态有机废弃物多元料浆气化制合成气技术流程示意

图5 气态有机废弃物多元料浆气化制合成气技术流程示意
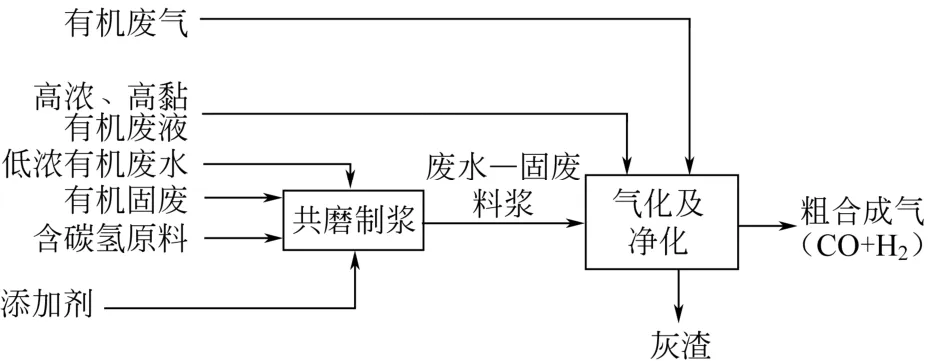
图6 多相态有机废弃物共气化制合成气技术示意图
3 技术经济性及应用情况
3.1 技术经济性能
采用本技术可以抵消原有机废弃物常规处理所产生的费用,因此以有机废弃物为部分原料的多元料浆气化技术其经济性要远胜于单纯以水煤浆为原料的气化生产过程,且该技术的经济性随着有机废弃物原料占比及有机废弃物处理难度的增加而增加。以单位体积的合成气产品为例,采用不同有机废弃物为部分原料的多元料浆气化技术生产成本对比情况如表2所示。

表2 1000m3有效气(CO+H2)产品原料成本对比一览表
3.2 技术应用实例
以有机废弃物为部分原料的多元料浆气化装置已在国内多家企业得到了应用,取得了良好的经济效益。
(1)某年产3万吨合成氨厂,多元料浆气化装置产有效气(CO+H2)量7500m3/h(标况下),该厂利用附近低浓有机废水和高浓有机废溶剂作为部分原料进行生产,年处理低浓有机废水约2万立方米,有机废溶剂1万立方米,以低浓有机废水处理成本25元/立方米,高浓有机废溶剂处理成本650元/立方米计,相关企业废水处理成本每年减少650万左右。
(2)某年产30万吨合成氨装置,多元料浆气化装置产有效气(CO+H2)量87500m3/h,该装置利用附近有机废水和焦粉为部分原料进行生产,年消耗有机废水约28万立方米,焦粉约10万吨,以焦化废水处理成本40元/m3计,通过该处理过程,预计相关企业废弃物处理成本每年可减少约1500万元。
(3)某年产60万吨甲醇装置,多元料浆气化装置产有效气(CO+H2)量188400m3/h,该厂利用厂区其他装置外排有机废水和重质废油为原料进行废弃物资源化回用,年消减厂区低浓有机废水约55万立方米、有机废油13万立方米,以各类废水综合处理成本35元/m3计,废油处理成本500元/m3计,每年仅有机废弃物处理费用一项可节约约2000万元。
4 结语
有机废弃物中含有大量的含碳氢有机类物质,将其视为一种潜在资源,而不是简单地作为一种污染废弃物,是一种资源和生态和谐的新理念。多元料浆气化技术作为一种先进的碳氢质资源转化方式,可利用有机废弃物作为部分替代原料气化生产粗煤气,继而进行一些化工产品或中间体的生产,既能实现有机污染物的资源化利用,又能有效消减污染物,还会产生一种新颖的盈利模式,利用该技术将会是未来实现我国工业有机废弃物处理绿色化发展目标的一条有效途径。
[1] 史冉冉,王宝辉,苑丹丹. 难降解有机废水处理技术研究进展[J].工业催化,2014,22(9):665-670. SHI R R,WANG B H,YUAN D D. Advance in treatment technology of refractory organic wastewater[J]. Industrial Catalysis,2014,22(9):665-670.
[2] 谷力彬,姜成旭,郑朋. 浅谈煤化工废水处理存在的问题及对策[J]. 化工进展,2012,31(s1):258-260. GU L B,JIANG C X,ZHENG P. The preliminary discussion on the problem and counter measure for the waste water treatment of the coal chemical industry[J]. Chemical Industry and Engineering Progress,2012,31(s1):258-260.
[3] 汪海燕.有机废气处理技术分析与展望[J].化工管理,2016(30):155. WANG H Y.Analysis and prospect of organic waste gas treatment technology[J]. Chemical Enterprise Management,2016(30):155.
[4] 张飞龙.油页岩废渣制备蒸压灰砂砖实验研究[D]. 长春:吉林大学,2013. ZHANG F L. Study on preparation of autoclaved lime-sand brick using oil shale ash[D]. Changchun:Jilin University,2013.
[5] 荣春光.糠醛生产工艺研究及糠醛废渣的综合利用[D]. 长春:吉林大学,2012. RONG C G. Studies on prepartion of furfural and comprehensive utilization of furfural residue[D]. Changchun:Jilin University,2012.
[6] 荣俊锋,陈明功,曹晶晶,等. 高浓度煤化工有机废水净化研究进展[J]. 广州化工,2015,43(4):14-16. RONG J F,CHEN M G,CAO J J,et al. Research progress on highconcentration coal chemical organic wastewater[J]. Guangzhou Chemical,2015,43(4):14-16.
[7] 王国平,王宏,汪贤玉,等.碱性高浓度有机废水综合处理及工程应用[J]. 工业水处理,2014,34(2):90-92. WANG G P,WANG H,WANG X Y,et al.Integrated treatment of alkaline highly-concentrated organic wastewater and its engineering application[J]. Industrial Water Treatment,2014,34(2):90-92.
[8] 李岗,陈小光,周伟竹,等.厌氧膜生物反应器及其膜污染探析[J].化工进展,2016,35(1):269-276. LI G,CHEN X G,ZHOU W Z,et al.A study on anaerobic membrane bioreactor and its membrane fouling[J]. Chemical Industry and Engineering Progress,2016,35(1):269-276.
[9] 李宗睿,张勇,徐坷坷. 高盐度有机废水生物处理技术分析与展望[J]. 环保科技,2014,20(1):17-21. LI Z R,ZHANG Y,XU K K.Review on technologies of high salinity organic waste water treatment[J]. Environmental Protection and Technology,2014,20(1):17-21.
[10] 屈广周,李杰,梁东丽,等. 低温等离子体技术处理难降解有机废水的研究进展[J]. 化工进展,2012,31(3):662-670. QU G Z,LI J,LIANG D L,et al.Research progress in organic wastewater treatment by low-temperature plasma discharge technology[J]. Chemical Industry and Engineering Progress,2012,31(3):662-670.
[11] 谢欣馨,朱玉琴. 工业废水和煤液化残渣制取水煤浆的研究[J]. 应用化工,2013,42(8):1448-1450. XIE X X,ZHU Y Q.Study of preparing coal water slurry with industrial wastewater and coal liquefaction residue[J]. Applied Chemical Industry,2013,42(8):1448-1450.
[12] 邵守言,郭庆华,陈雪莉,等. 酒精发酵废液煤浆气流床气化实验研究[J]. 煤炭转化,2009,32(4):39-43. SHAO S Y,GUO Q H,CHEN X L,et al.Experimental study of coal alcohol fermention wastewater slurry entrained-flow gasification[J]. Coal Conversion,2009,32(4):39-43.
[13] 郑福尔,刘以凡,刘明华. 利用高浓度印染废水制备水煤浆的研究[J]. 煤炭工程,2012(2):85-87. ZHENG F E,LIU Y F,LIU M H. Study on high density dyeing and printing waste water applied to preparation of coal water slurry[J]. Coal Engineering,2012(2):85-87.
[14] 石鑫. 甲醇厂废水制水煤浆的工业运行分析[J]. 煤化工,2015,43(5):34-37. SHI X. Analysis of the industrial operation on the preparation of coal water slurry with methanol factory wastewater[J]. Coal Chemical Industry,2015,43(5):34-37.
[15] 胡军印,吕春成,皮红星,等. 靖边能源化工综合利用启动项目的废水制浆工艺改造[J]. 煤化工,2015,43(5):38-41. HU J Y,LV C C,PI H X,et al. Technological transformation of coal water slurry preparation based on waste water in the Jingbian energy chemical comprehensive utilization start-up project[J]. Coal Chemical Industry,2015,43(5):38-41.
[16] 李晓龙.高盐废水与宁东羊肠湾煤制水煤浆的成浆性能研究[D].银川:宁夏大学,2015. LI X L.Study on Slurry Property of CWS made by high salinity wastewater and Ningdong Yangchangwan coal[D].Yinchuan:Ningxia University,2015.
[17] 贺永德.现代煤化工技术手册[M]. 北京:化学工业出版社,2003:563-565. HE Y D. Handbook of modern coal chemical technology[M]. Beijing:Chemical Industry Press,2003:563-565.
Technology on preparing synthetic gas from industrial organic wastes by multicomponent slurry gasification
LUO Jincheng1,2,ZHANG Yong1,2,GE Qiming1,2,ZOU Tao1,2,ZENG Mei1,2,XIE Xinxin1,2
(1Northwest Research Institute of Chemical Industry,Xi’an 710061,Shaanxi,China;2Xi’an Origin Chemical Technologies Co.,Ltd,Xi’an 710061,Shaanxi,China)
The organic waste is rich in hydrogen and carbon. It can be used as gasification raw material to produce synthetic raw gas with advantages of process cleaning and hydrocarbon recovery. There are many obstacles to overcome on converting organic waste to synthetic gas are needed,such as narrow range of organic waste gasification materials,difficulty of adapting to the large differences in the nature of organic waste,limiting gasification technologies in the field of organic waste treatment. According to different characteristics of the domestic industrial organic waste,animproved multicomponent slurry gasification(MCSG)technology for the organic waste is proposed in this paper. The basic principle of organic waste treatment was briefly discussed. Different treatment process route taken for different organic wastes and key equipment were introduced. Economy and technology for industrial applications were analyzed in this paper. The studies showed that the improved MCSG technology not only achieved the organic waste cleaning and reuse,but also had strong adaptability to the organic waste,and helped environmental protection,and provided economic benefits.
waste treatment;multicomponent slurry;gasification;syngas
X78;TQ544
:A
:1000–6613(2017)05–1940–06
10.16085/j.issn.1000-6613.2017.05.049
2016-11-25;修改稿日期:2016-12-20。
及联系人:罗进成(1983—),男,硕士,高级工程师,主要从事煤化工及环保技术的研发和推广。E-mail:ljc123213@sina.com。
猜你喜欢
天津造纸(2023年2期)2023-09-25 03:55:16
分子催化(2022年1期)2022-11-02 07:10:44
云南化工(2021年6期)2021-12-21 07:31:18
装备制造技术(2020年1期)2020-12-25 05:18:42
中国特种设备安全(2019年5期)2019-07-16 08:52:08
汽车工程师(2017年10期)2017-08-17 03:18:18
通信电源技术(2016年4期)2016-04-04 02:57:18
出版与印刷(2016年1期)2016-01-03 08:53:46
中国造纸(2015年7期)2015-12-16 12:40:46
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:35