全位置焊接小车的研究与应用
2017-05-12 03:51:16蒋骁骊许立新
造船技术 2017年2期
蒋骁骊, 许立新, 张 亮
(1.上海交通大学, 上海 200032; 2.沪东中华造船(集团)有限公司, 上海 200129)
全位置焊接小车的研究与应用
蒋骁骊1, 许立新2, 张 亮2
(1.上海交通大学, 上海 200032; 2.沪东中华造船(集团)有限公司, 上海 200129)
对高效船舶焊接技术进行研究,结合船舶制造企业的实际,在船舶制造过程中应用新的焊接技术。采用全位置CO2焊自动焊接小车部分替代CO2半自动手工焊,研究成果极大地提高了船舶焊接效率,具有重要的工程应用价值。
全位置焊接小车;船舶焊接;效率
0 引言
随着我国造船产能与船舶需求量的增大,目前传统的焊接工艺流程已无法满足日益增长的生产需求。只有不断探索新技术、新工艺,才能在激烈的市场竞争形势下不断缩短船舶产品建造周期,提高质量和性能,并降低制造成本。
目前,船舶行业面临人员流动量大、劳动力相对不足的情况,尤其是CO2焊接中,I类焊工仅能焊接平对接、平角焊,II类焊工可焊接立、横对接焊和角焊,仅III类焊工可进行全位置焊接。目前在造船企业中,现场I类焊工人数远大于II类、III类焊工,故II类、III类焊工人数无法满足现场烧焊需求。
全位置焊接小车是一种自动化焊接设备,是目前针对中国船厂提高自动化率最为有效的方法,但在船舶建造中尚未得到应用。因此,考虑引进全位置焊接小车,通过研究自动化小车在应用中的难点,并与CO2手工焊效率进行对比,将其应用于船舶焊接中,从而起到提高船舶焊接效率的作用。
1 全位置焊接小车的现状及优势
全位置焊接小车使用优势:无需区分焊工类别,只要经过短期培训即可上岗操作;实现自动化焊接可解决熟练焊工资源匮乏、招工难的问题;电弧燃烧稳定,连接处成分均匀,焊缝成形好,接头少,填充金属熔敷率高;保证焊接工艺参数的准确性;可以实现某些特殊要求。其可广泛应用于船舶立角焊、平角焊及平对接焊等焊缝焊接中。相对于气电垂直焊,该设备轻便、更易操作,但在船舶建造过程中尚未得到广泛应用。
1.1 全位置焊接小车简介
HCD500-6型全位置焊接小车多功能焊接机器(见图1),可广泛应用于平面对接焊缝、角接焊缝、曲面对接焊缝、曲面角接焊缝。它采用蓄电池或者电源适配器供电。焊枪夹头可沿着焊接方向偏转一定角度,以满足各种位置的焊接要求。其摆动器传动无间隙,保证了焊枪的精确摆动。小车带有磁吸附离合手柄,安装调试方便,可配置软轨道、硬轨道以满足不同位置的焊接需求。

图1 HCD500-6型全位置焊接小车
1.2 国外自动焊接小车
进口的自动焊接小车针对性较强,主要按照焊接位置进行分类,无法达到全位置焊接要求。其具有轻便、灵活的优势,按焊接位置主要分为2种[1]:专用立角焊小车和轨道式立焊小车。
(1) 专用立角焊小车(见图2)。焊枪夹头为自动感应装置,可通过焊枪起弧、收弧控制小车行走。摆动器传动无间隙,保证焊枪摆动的精确性。小车带有磁性吸附离合手柄,安装调试方便,且高性能强磁性进一步增强了垂直焊接的可靠性。

图2 专用立角焊小车
(2) 轨道式立焊小车(见图3)。采用软轨道导向,可实现曲面中角焊和对接焊。软轨道可以弯曲,因此它可以按照钢板的线性,密切贴合在钢板上,引导焊接小车的方向。同时,软轨道采用开关磁铁,便于拆卸安装。轨道式立焊小车配有高精度的减速齿轮,使得焊接小车行走稳定,可有效提高焊接质量并延长设备使用寿命。

图3 轨道式立焊小车
1.3 国产焊接小车
国产焊接小车以硬质轨道为主(见图4),虽然可以达到多种位置复合焊接,但小车比较笨重。同时,它无法焊接带有曲度的钢板焊缝,很难做到全位置焊接。如果需要焊接较长的焊缝,通常需要将硬质轨道与硬质轨道进行连接。连接时,硬质轨道的衔接处很难做到平滑过渡,小车经过接头处时容易停滞。

图4 国产焊接小车
2 焊接工艺试验及结果
2.1 采用设备及焊接材料
在全位置焊接小车正式投入应用前,采用该设备进行焊接工艺验证,焊接材料采用Supercored 71。
2.2 焊接参数
采用24 mm试板进行工艺评定试验,焊接参数如表1所示。

表1 焊接参数
2.3 试验结果
采用24 mm试板进行冲击试验,试验结果满足要求,试验数据如表2所示。
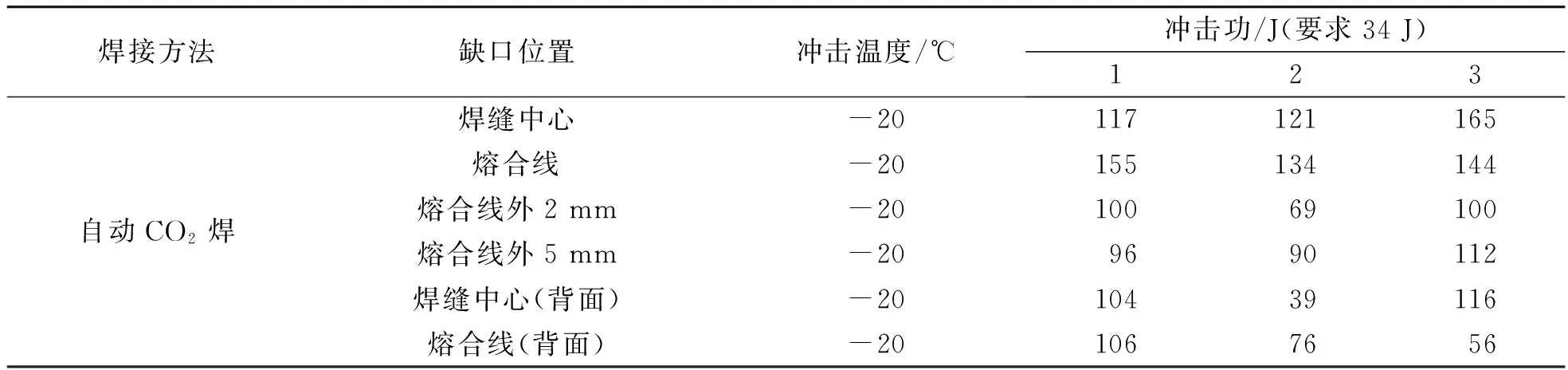
表2 焊接试验结果
3 应用难点与对策
在此次应用全位置焊接小车前,曾先后试用门架式自动立焊小车和轨道式自动立焊小车,掌握自动小车应用过程中容易出现的问题,为此次应用、研究全位置焊接小车奠定了基础。在应用全位置焊接小车的过程中,发现小车存在如下问题:全位置焊接小车电源采用220 V电压,存在安全隐患;常用电机寿命有限,易出现故障;现有焊接工艺无法满足自动焊要求。对于上述问题,逐一采取措施,解决问题。
3.1 全位置焊接小车电源的改进
在全位置焊接小车应用过程中发现,国外焊接小车直接采用110~220 V电压供电,在供电过程中,由于电压过高,必须设置警戒线。即便如此,也无法100%确保焊接过程中施工人员的生命安全。如在220 V的基础上增加变压器,使电压降到安全电压24 V后,施工人员在提小车的施工过程中,还需拖拉电源线,极为不便。故该设备在电源方面,采用锂电池作为供电装置,简化电源配置及电源接线等众多繁杂工作,使焊接小车能更好地服务于不同作业场合(见图5)。
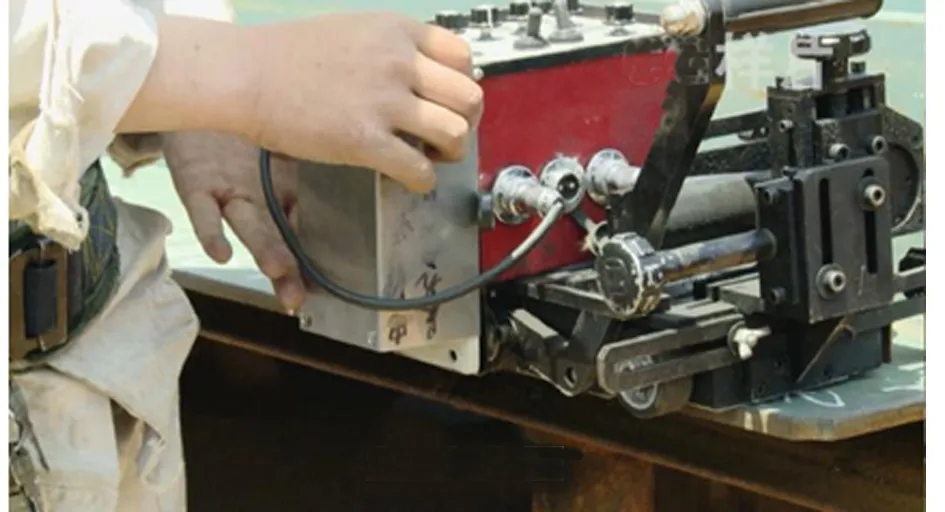
图5 电源改进
3.2 全位置焊接小车摆动器的改进
全位置焊接小车内置的摆动装置电机为无刷电机[2],其使用寿命为常规有刷电机的5~10倍。摆动无刷电机输出的转子位置反馈信号可直接作为焊接摆动装置的摆动角度控制信号,不仅简化了外设位置传感器,更有效杜绝了因多余外接设备导致的故障及寿命问题。
3.3 现场工艺的改进
(1) 半自动焊工艺无法完全满足自动焊需求的问题。半自动焊过程中采用焊条电弧焊定位,焊接过程仅需清除焊缝两侧50 mm内的缺陷。对接焊缝“Π”型马板定位在焊接面上,易导致自动焊机使用不便,并且在使用过程中容易因马脚而停滞不前,导致焊缝表面成形不良。在采用焊接小车施焊前,需要在钢板上采用焊条进行钢板定位,发现在焊条电弧焊定位过程中,定位焊无法与CO2焊融合,导致焊缝表面凸起,成形不良。因此,对现有工艺进行改进:① 对接焊缝,焊缝采用“Π”型马板,并且要求马板固定在非焊接面;② 焊道旁,在放置立焊焊机一侧300 mm范围内,装配马脚必须磨平;③ 定位焊使用CO2点焊定位枪进行定位。
(2) 装配质量不佳,不易使用焊接小车施焊的问题。为保证现场坡口修割质量,规定长度大于2 m的板材必须采用全位置切割机切割坡口(见图6),避免手工切割。自动割刀切割后,无锯齿形坡口,不影响自动立焊焊机的焊接质量。

图6 确保焊接坡口质量
4 现场应用

图7 外板立对接焊成形

图8 外板横对接焊成形
在船舶建造过程中,采用全位置焊接小车完成分段上立角焊、立对接焊,外板对接焊等重要位置的焊接。焊后成形美观,对接焊缝UT探伤合格率高于90%。各种焊接位置的焊缝成形情况如图7和图8所示。 全位置焊接小车有如下优势[3]:持久性强,可长时间连续工作;即便是在高温环境下也可作业;自动安全性高,有效减少焊工的高空作业量;焊缝成形美观,焊后修补较少;焊接效率高,可实现一人操作多台设备;可实现多位置焊接,如立角焊、立对接、横对接等;无需区分焊工类别,如Ⅰ类焊工可焊Ⅱ类焊缝;经济性较好,有效降低因焊缝问题造成返工等不必要的材料、工时浪费;焊接过程中质量可控性佳,可显著降低工人情绪、疲劳等不确定因素的影响。
5 经济效益对比
全自动焊和CO2半自动焊的效率对比如表3所示。
由此可见,全位置焊接小车可大幅提高焊接生产效率。在相同的时间内,焊接效率提高约25%,改变了原来装配等电焊的格局。同时,其也能降低工人的劳动强度。

表3 全自动焊和CO2半自动焊效果对比
6 总结
通过对全位置焊接小车进行研究,改进全位置焊接小车,使其可以应用于船舶建造的各个位置。研究证明,使用全位置焊接小车可以提高焊接过程自动化率,降低半自动焊接过程中可能产生的焊接缺陷,从而降低焊后返工、打磨工作量。全位置焊接小车的使用对于提高产品焊接质量、降低施工人员工作强度、提高焊接效率起到了效果。
[1] 张维官.焊接智能化促进高效焊接——访安川首钢机器人有限公司总工程师兼技术中心主任曾孔庚[J]. 金属加工:热加工,2015,12:20-21.
[2] 贡俊,陆国材. 无刷直流电机在工业中的应用和发展[J]. 微特电机,2000,5:15-19.
[3] 高兴军,邓子龙. 机械设计制造及其自动化优势专业建设的实践与探索[J].价值工程,2012,9:208-209.
Research and Application on All-Position Welding Machine
JIANG Xiaoli1, XU Lixin2, ZHANG Liang2
(1.Shanghai Jiaotong University, Shanghai 200032, China;2.Hudong Zhonghua Shipbuilding Group Co., Ltd., Shanghai 200129, China)
High efficient welding technology is researched. According to the condition of the shipbuilding, a new technology of welding is applied on the ship welding. The new technology is that welding by all-position automatic FCAW welding machine instead of welding manually. The welding efficiency is greatly improved. The research is of the important engineering value for application.
all-position welding machine; ship welding; efficiency
蒋骁骊(1986-),女,工程师,主要从事船舶建造生产管理与工艺研究
1000-3878(2017)02-0079-05
U671
A
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
快乐语文(2020年36期)2021-01-14 01:10:32
科学大众(2020年17期)2020-10-27 02:49:02
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
文苑(2018年22期)2018-11-19 02:54:18
制造技术与机床(2018年9期)2018-09-19 06:48:36
电子制作(2018年8期)2018-06-26 06:43:02
滇池(2017年5期)2017-05-19 03:23:19