数控切割机大型钢结构件生产工艺的改进及应用
2017-05-12 03:51:16吴铭江
造船技术 2017年2期
吴铭江
(上海船舶工艺研究所, 上海 200032)
数控切割机大型钢结构件生产工艺的改进及应用
吴铭江
(上海船舶工艺研究所, 上海 200032)
分析板材的切割变形和横梁成形的焊接变形原因、影响因素和在制作过程中采用合理的切割工艺,选用合适的切割方式,控制切割、焊接变形的措施以及焊接残余应力的消除方法,从而获得横梁长期工作时其几何尺寸和形位公差的稳定,保证横梁的使用寿命和机械性能。
切割机;焊接;变形;残余应力
0 引言
大型钢结构件目前在船舶、桥梁、建筑等领域已得到了广泛运用。数控切割机的生产也用到了大型钢结构件的制作。切割机钢结构件中,以横梁最为典型,其长度可达10 m以上,但尺寸精度和形位公差要求都很高。作为钢结构件,其下料、切割、装配、焊接困难颇多。
数控装备的钢结构件生产流程框图如图1所示。
1 生产工艺的改进及应用
横梁是切割机的主要部件,其质量对整机性能起着决定性作用,而横梁的制作工艺则直接关系切割机质量的优劣。按常规工艺生产,横梁的变形时有发生。经长期实践及反复地进行工艺分析研究、比对,认为在模具生产工艺流程中切割和焊接是两个关键。
钢板切割是横梁制作过程中最基本的工序。焊接亦对横梁制作起着至关重要的作用。所以,抓住切割与焊接这两个关键点并加以全方位的工艺优化整合,就能有效提高横梁制作的质量。

图1 钢结构件生产流程框图
1.1 下料切割
1.1.1 钢板气切割变形的原因
(1) 气割时,板材切割区域由于受到了高温加热和迅速降温,使切割区域局部出现了快速的膨胀收缩,从而导致发生材板热变形。
(2) 切割机横梁使用的板材为薄形板条,其刚度和抗弯强度较差,从而使气割时板材变形会更大。
1.1.2 切割变形对横梁使用的板材影响
(1) 板条形薄钢板的变形主要是在平面内弯曲,它会影响切割零件的尺寸精度。
(2) 校直已变形的板条需耗费大量工时,且效果不佳。同时,环境、场地和人员等因素也会影响校形工作。
控制变形是保证质量的关键,因此,在下料切割的源头就必须采取一些强制措施以控制变形。
1.1.3 切割工艺及防治措施
(1) 根据钢结构件图纸要求,编制切割工艺,排出切割路径顺序,以确保下料件的精度。
(2) 切割下料前,对所使用的半自动气割机及其相关器材进行适用确认,并特别注意半自动气割机行车的平稳性和轨道直线度。
(3) 选用合适的切割方法,如割炬大小,切割氧气压力、流量和切割速度等。
(4) 应反复套料、反复对比,以提高材料利用率,降低生产成本。
(5) 减少切割变形,须从切割下料开始,特别是长线条切割。可采用切割后每隔1~1.5 m就做桥点固,可使切割边弯曲变形减少80%以上。
(6) 少量长度7 m以上的切割件,偶尔直线度误差超过3 mm,可以用锤击法矫正。矫正前锤击法如图2所示。
经锤击矫正后,切割件直线度可控制在2 mm以内,有利于下一步装配、焊接成形。割件矫正后如图3所示。

图2 割件矫正前锤击法示意图
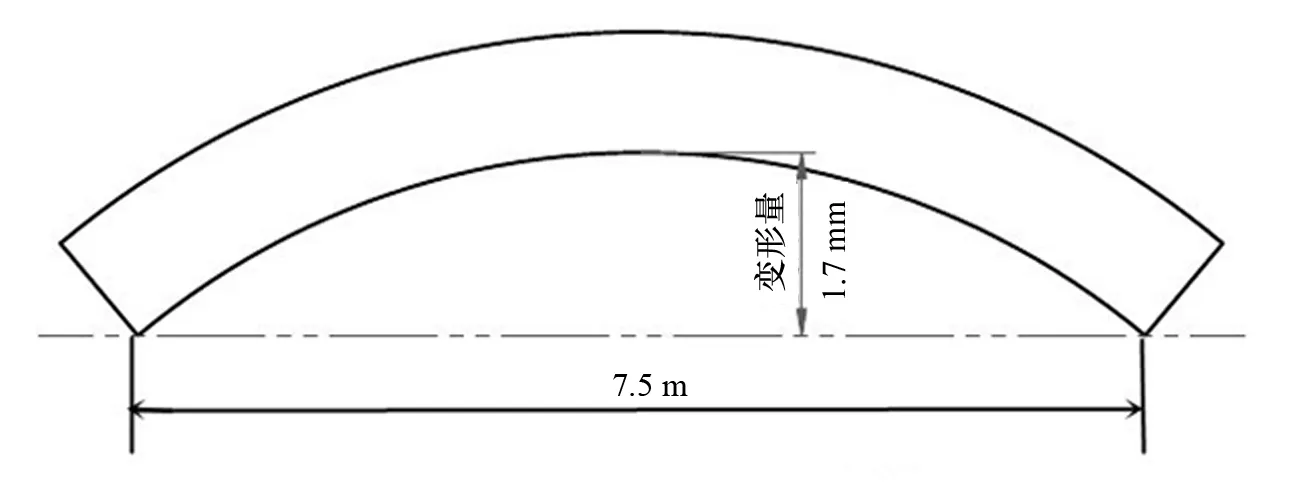
图3 割件矫正后示意图
经过对上述各方面不断优化,可以稳定获得合格的切割件。下料切割完工后,即着手装配、焊接,切割机横梁简图如图4所示。

图4 典型钢结构件——切割机横梁简图
1.2 焊接
焊接不仅生产工序简单,而且能够完成复杂的钢结构件制造,然而其过程中形成的残余应力会对焊接钢结构件的承载能力、稳定性等将产生较大的影响。因此,为保证焊接钢结构件的质量,必须控制和减少焊接残余应力。
1.2.1 焊接残余应力产生的原因
焊接残余应力的一部分是由焊接时型材本身的金相组织由于温度突变而产生的,另一部分则是由原来型材本身在制造过程中已形成的残余应力与焊接后的残余应力叠加而生产的。但其产生的主要原因则是焊接时焊件受热和冷却时温度改变的快慢程度。
1.2.2 焊接残余应力对钢结构件的影响
焊接残余应力对钢结构件的主要影响是结构刚度、焊接件的稳定性和机械加工性能。针对焊接残余应力的影响,可采用下列焊接工艺来控制:
(1) 按工艺规定清点,确认合格的切割件。
(2) 为减少焊接变形应采用直流焊机,并在焊前对焊机实施点检。
(3) 对焊接平台、定位器材进行检验,保障定位有效夹具也必须一一确认。
(4) 为减少钢结构件焊后变形,应尽可能避免矫正,并在焊前和焊接过程中要做好预案:
① 采用选配和调整法组装;
② 根据经验数据,适度采用反变形措施;
③ 尽量使用角焊、间断焊方式,以减少焊接变形;
④ 焊接过程中,严密监控焊接变形,必要时采用交替焊法或进一步优化焊接参数。
经过长期的探索优化,目前切割机横梁长度在10 m上下,焊后尺寸精度一般可以达到3 mm,其直线度误差小于2 mm,很少使用火工矫正法,生产工艺优化效果十分明显,横梁的制作质量也已基本得到保证。
为了避免钢结构件因长期工作其几何尺寸的改变及其形位公差的降低,焊后初验合格的钢结构件还必须进行振动消除应力处理,确保其长期工作的结构稳定性。
2 焊接残余应力的消除措施
为有效提高焊接件的承载能力和稳定性,保证钢结构件在焊接组装后的机械加工性能,目前常采用热处理和机械的振动方法来减少焊接后的残余应力。
切割机横梁所采用的机械振动法是在激振器的激振力作用下,对横梁进行多次循环振动,使其内部晶格恢复平衡,以消除残余应力,从而保证横梁长期工作的结构稳定性。
3 结论
横梁具有强度高、结构自重轻、构件截面小等特点,在切割和焊接过程中易产生变形和残余应力。为有效控制变形和残余应力,便于钢结构件的后续加工,应制定相应的防治措施。钢板切割应采用合理的切割工艺,选用适当的切割方式及器材,必要时采用锤击法矫正。焊接过程中也应采用合理的焊接工艺,选用合适的装配、焊接方法并优化焊接参数。最后采取相应的方法来消除残余应力,从而保证横梁的使用寿命和机械性能。
[1] 高洪一. 浅析焊接残余应力的产生及其消除方法[J].农机使用与维修,2015,2:43-44.
[2] 商卫东,王华明.大直径工程井钢筋混凝土井壁预制中容易出现问题的探讨与研究[J].水利与建筑工程学报,2011,1:66-69.
Improvement and Application of Production Technology of Large Steel Structure for CNC Cutting Machine
WU Mingjiang
(Shanghai Shipbuilding Technology Research Institute, Shanghai 200032, China)
The cutting deformation of the plate and the cause of the welding deformation of the beam, the influencing factors and the use of reasonable cutting process in the production process, the selection of the appropriate cutting method, control cutting, welding deformation measures and welding residual stress elimination method are focused on. The stability of its geometrical dimension and form and position tolerances are obtained when long-term working of the beam is maintained. The life of the beam and the mechanical properties are guaranteed.
cutting machine; welding; deformation; residual stress
吴铭江(1959-),男,工程师,研究方向为减少钢结构件在生产中的切割、焊接变形和工艺
1000-3878(2017)02-0084-03
U671
A
猜你喜欢
计量学报(2022年7期)2022-08-23 09:23:24
经济技术协作信息(2018年8期)2019-01-14 03:06:36
纤维复合材料(2018年4期)2018-04-28 08:45:46
制造技术与机床(2017年6期)2018-01-19 02:41:19
制造技术与机床(2017年6期)2018-01-19 02:41:09
制造技术与机床(2017年3期)2017-06-23 08:11:24
国际木业(2016年4期)2017-01-15 13:54:26
重型机械(2016年1期)2016-03-01 03:42:06
国际木业(2016年6期)2016-02-28 10:26:55
印制电路信息(2015年6期)2015-12-30 12:57:48