船舶曲面板列焊接自动化
2017-05-12 03:51:16李高进伍朝晖徐宝东杨龙飞苏娟娟张剑锋
造船技术 2017年2期
李高进, 伍朝晖, 徐宝东, 杨龙飞, 苏娟娟, 张剑锋
(1.上海船舶工艺研究所, 上海 200032; 2.江南造船(集团)有限责任公司, 上海 201913)
船舶曲面板列焊接自动化
李高进1, 伍朝晖2, 徐宝东1, 杨龙飞2, 苏娟娟1, 张剑锋1
(1.上海船舶工艺研究所, 上海 200032; 2.江南造船(集团)有限责任公司, 上海 201913)
探讨采用定点支柱式可调曲形胎架、两轴旋转变位胎架和机械自动化焊接装备组成的模拟系统,以实现曲面板列自动化焊接工艺技术。采用自动化焊接小车,使其与可调曲形胎架协调运行,在胎架调节中运用比例-积分-微分(Proportion Integral Derivative, PID)控制技术,实时将曲面板列焊接的位置由大倾斜位置变为平位置,实现曲面板列的自动化焊接。
曲面板列;协调运行;PID控制技术;平位置
0 引言
目前,焊接工时和成本各占船体建造工时和成本的30% ~50%[1],焊接技术水平的高低决定了造船质量的优劣。在船体焊接生产设计中,确定焊接位置、正确选择焊接方法、使用合适的焊接材料和焊接设备,对提高生产效率、缩短造船周期、提高焊接质量以及降低焊接成本都具有重要意义[2]。
船舶的船体建造以分段为基本建造单元,1艘船舶可由数十至数百个分段组成。分段的形状大致可分为2类:曲面分段(主要是船艏、艉部以及舰船的大部分)和平直分段(主要是大型民用船舯部分)。平直分段基本是矩形结构,焊缝趋于直线性,大多为平直焊缝,有利于实施机械自动化焊接。
船舶焊接质量是评价造船质量的重要指标,焊接生产效率是影响造船产量与生产成本的主要因素之一[3]。为了提高船舶焊接质量,自20世纪90年代起,我国主要造船企业就陆续引进数十条平面分段生产流水线,用于平直分段的生产。这是一种大型装置化设备,由拼板装焊、纵骨装焊、纵桁板列装焊等主要工位以及工位间的传送装置组成,其中拼板和纵骨焊接工位都实现了全机械自动化生产,整个生产线的效率和质量较高,接近或达到了先进造船国家的水平。
然而,有些特种船舶曲面分段数量较多,占分段总数的80%以上,曲面分段外板曲率变化较大,焊缝是三维空间的三次元曲线。这些船舶由于线型特殊,板列轻薄、纵骨架式,且大量的拼板呈现不规则的曲形,板列的焊接施工属于大倾斜位置焊接,焊缝仿形和空间姿态的变化给焊接的机械自动化带来很大的困难。目前以人工焊接为主,生产效率低,焊缝质量难以控制。因此,曲面分段的焊接生产技术水平远落后于平面分段。
本文主要探讨曲面分段的曲面板列自动化焊接方法,运用信息化、装备自动化等技术搭建一个模拟试验平台,该试验平台的工作原理和工作方法都从工程应用实际要求出发。通过该焊接胎架模拟平台进行焊接试验研究,为后续开展工程应用的可行性研究、探寻解决关键技术的解决途径、验证装备和技术的工程适用性,以及工程应用层面的进一步研发积累了经验,奠定技术基础。
1 研究内容和组成
在曲面分段制作中,曲面板列由曲板与曲板拼接、曲板与纵骨拼接组成。钢板通过压制成形得到符合设计的单张曲板,型材通过弯制成型得到符合设计的单根纵骨,由此而产生的曲板与曲板拼接、曲板与纵骨拼接所构成的对接焊缝和角接焊缝均为三维曲线。曲面板列焊接时,为了阻止产生焊接变形,将拼接后的曲面板列强制安装在固定调形台架或模板台架上,因此,曲面板列的三维曲线焊缝的焊接特点是大倾斜位置焊接。一方面,倾斜位置焊接时熔池不能过大,使用较小电流焊接,小电流焊接不利于提高焊接效率;另一方面,焊枪姿态随曲线的变化而变化,自动化焊接较为困难。目前,生产施工主要依赖人工施焊,具有对焊工技术素质要求高、焊接质量不易稳定、劳动强度大、效率低的缺点。为了能够提高焊接效率和实现曲面板列的自动化焊接,将大倾斜位置焊接转变为平位置焊接,实现机械自动化焊,并通过工艺试验研究,确定相适应的焊接方法和工艺规范。
1.1 曲面板列自动化焊接工艺
近年来,船用焊接工艺发展迅速,不断地向高效化、机械化、自动化、专用化和机器人化方向发展[4]。目前,国外船舶焊接技术的发展主要表现为船舶焊接机械化、自动化水平不断提高[5]。为了顺应这种发展趋势,以实船典型分段为研究对象,结合曲面板列低合金钢的焊接特性和目前适用的机械自动化焊接工艺方法的特点,研究适合在曲面板列进行自动化焊接的工艺方法,确定了曲面外板之间对接、外板与型材肋骨之间角接的焊接工艺方法,如表1所示。
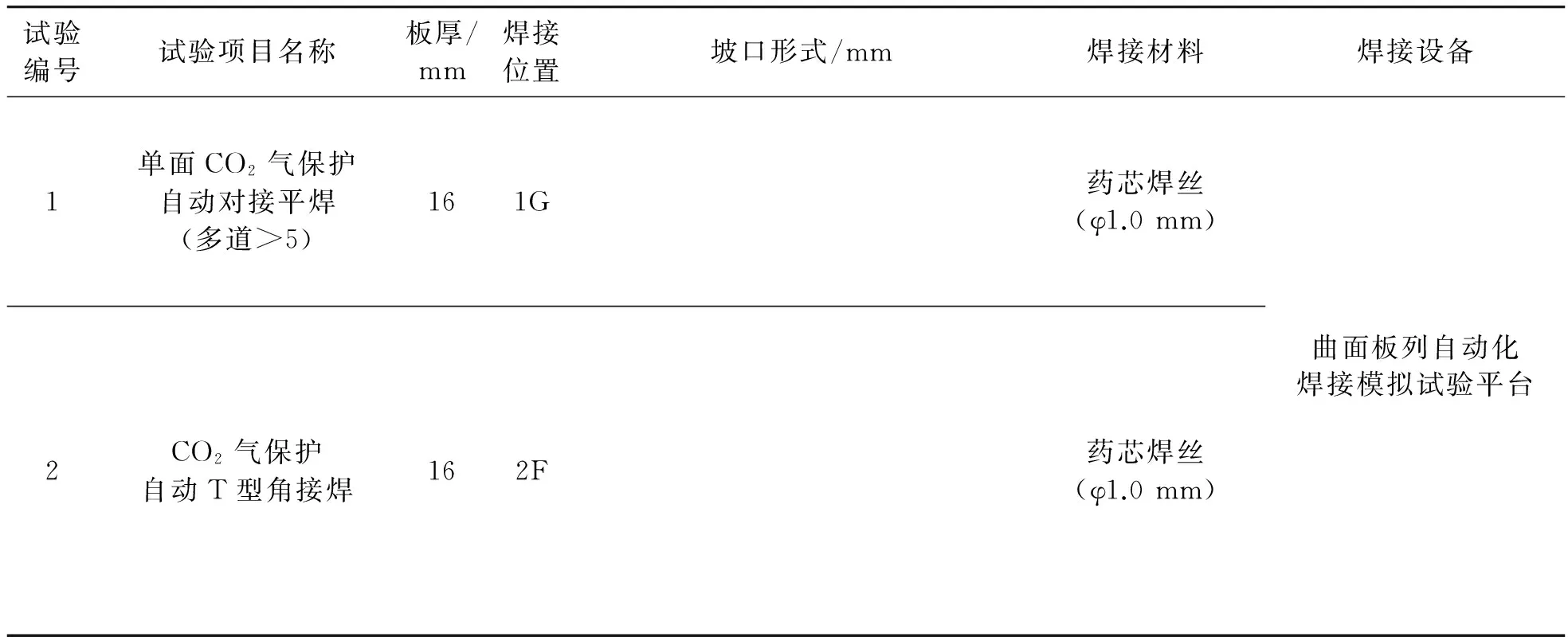
表1 模拟试验焊接工艺方法
1.2 曲面板列自动化焊接模拟试验平台
曲面板列自动化焊接模拟试验平台包括定点支柱式可调曲形胎架、旋转变位胎架、专用焊接装置、焊接系统和电液控制系统。在进行曲面板列的板缝对接和曲板与型材角接的焊接时,满足将空间三维焊缝曲线在焊接位置实时调整为平位置,达到大倾斜位置焊接转变为平位置焊接的目的。
曲面板列自动化焊接试验样机的主要功能应满足在对曲面板列施焊时,使当前焊接位置的焊缝曲线趋于水平位置,其工作原理及工作方法为:由专用焊接装置在曲板上沿焊缝运行,专用焊接装置上安装的两维倾角传感器实时检测当前焊接位置的斜率,得到焊缝位置曲线的倾斜角度信号,角度信号通过运行控制系统驱动液压系统,再由油缸伸缩变化调节旋转变位胎架的倾角,使得曲面板列当前焊接位置趋于水平状态,整个焊接过程连续进行检测和实时调整,将空间三维曲线焊缝大倾斜位置焊接转变为平位置焊接。
试验样机由支撑不同曲率曲面板列的可调支柱胎架、改变当前焊接位置焊缝曲线斜率的旋转变位机构、自行走机械专用焊接装置以及控制系统组成,如图1所示。

图1 曲面板列自动化焊接试验样机
2 旋转变位与焊接之间的协调运行控制技术
曲面板列焊接胎架调平系统工作时由专用焊接装置在曲板上沿焊缝运行。专用焊接装置上安装的两维倾角传感器实时检测当前焊接位置的斜率,得到焊缝位置曲线的倾斜角度信号,角度信号通过信号采集装置进入控制系统,控制系统分析计算后输出信号给液压驱动系统或电机驱动系统,通过液压系统油缸伸缩或电机驱动系统涡轮旋转来调节旋转变位胎架的倾角,使得曲面板列当前焊接位置趋于水平状态。在整个焊接过程对焊缝二维倾角连续进行检测和实时调整,将空间三维曲线焊缝全位置焊接转变为平位置焊接。采用MAG焊,单面焊双面成形或MAG焊打底+埋弧焊盖面等方法。通过焊接工艺的试验分析,从中选择适合于曲面板列对接焊缝、板列与纵骨角接焊缝的焊接方法和工艺规范。
本曲面板列焊接调平系统采用液压驱动方式,调平系统原理图如图2所示。专用焊接装置上安装二维倾角传感器。在焊接过程中,实时连续地对焊接位置水平面的两维倾角变化进行跟踪检测,检测信号经过电气控制系统中的PID控制技术处理后,产生平稳的功率驱动信号驱动液压系统。通过油缸伸缩变化量来调节旋转变位胎架的倾角,使曲面板列当前焊接位置趋于水平状态。整个焊接过程连续进行检测和实时调整。
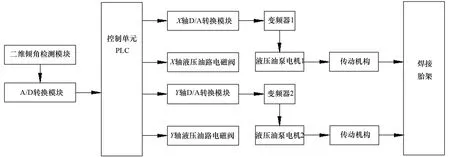
图2 液压驱动调平系统原理
3 焊接工艺模拟试验
3.1 焊接工艺试验
根据曲面板列所采用的低合金钢焊接性能要求以及曲面板列自动化焊接工艺方案所选焊接方法的特点,按照曲面板列自动化焊接试验样机技术指标,选择典型曲型分段部件进行相关焊接工艺试验,完成了曲面板列拼板及型材角焊的焊接试验。焊接试验焊缝成形效果如图3和图4所示。

图3 拼板对接焊焊缝成形

图4 型材角接焊焊缝成形
3.2 焊接试验样机验证
运用曲面板列自动化焊接试验样机,完成曲面板列拼板及型材角焊焊接工艺模拟试验,验证了驱动旋转变位胎架平台协调运行控制关键技术的可能性,实现了曲面板列焊缝焊接位置的连续变位,使曲面焊缝始终处于水平施焊位置。根据焊接工艺模拟试验焊接方法的选择、焊缝成型及质量结果,完成了曲面板列自动化焊接技术在工程化应用方面的适用性验证,验证结果如表2所示,并从装备技术和焊接工艺技术角度论证了曲面板列自动化焊接工程化应用的可行性。

表2 焊接工艺模拟试验焊缝质量结果
4 小结
通过曲面板列焊接试验样机模拟焊接工艺试验,对曲面板列焊接自动化进行了试验验证。试验结果表明,在模拟样机上进行曲面板列CO2气体保护焊在技术上是可行的,可以代替手工焊作业,实现自动化焊接,从而大幅提高焊接效率。
[1] 王冰,李勇.国外船舶焊接技术发展近况[J].舰船科学技术,2009,31(5):156-159.
[2] 冯志强,柳存根.基于粗糙集知识建模的船舶焊接生产设计方法[J].造船技术,2015,323(1):58-62.
[3] 王嘉寅.船舶焊接技术的现状与展望[J].现代焊接,2006,4:5-6.
[4] 朱丙坤,吴伦发.我国船舶焊接技术的应用现状和发展趋势[J].机械工人:热加工,2005,10:12-14.
[5] 陈家本.国外船舶焊接技术发展趋势[J].上海机电进出口贸易,2005,1:27-29.
Ship Curved Plate Column Welding Automation
LI Gaojin1, WU Zhaohui2, XU Baodong1, YANG Longfei2,SU Juanjuan1, ZHANG Jianfeng1
(1.Shanghai Shipbuilding Technology Research Institute, Shanghai 200032, China;2.Jiangnan Shipbuilding (Group) Co., Ltd., Shanghai 201913, China)
Simulation system of the fixed pin type adjustable tire frame, the two axis rotating displacement frame and the automatic welding equipment are discussed. The automatic welding trolley is used to coordinate with the adjustable curved frame. The PID control technology is used to adjust the welding position of the curved panel column from the large inclined position to the horizontal position, so as to realize the automatic welding.
curved plate column; coordinated operation; PID control; flat position
李高进(1976-),男,高级工程师,研究方向为焊接、切割及涂装类工艺装备控制系统
1000-3878(2017)02-0068-05
U671
A
猜你喜欢
船舶标准化工程师(2022年1期)2022-02-17 13:38:06
江苏科技大学学报(自然科学版)(2021年1期)2021-04-07 11:33:26
建筑施工(2020年7期)2020-11-10 00:08:12
造船技术(2019年5期)2019-11-12 07:01:08
数学年刊A辑(中文版)(2019年1期)2019-01-31 02:35:28
数学物理学报(2018年5期)2018-11-16 05:49:44
浙江大学学报(工学版)(2016年10期)2016-06-05 09:20:56
云南畜牧兽医(2015年4期)2015-02-28 21:26:12
建筑机械化(2015年7期)2015-01-03 08:09:02
当代畜禽养殖业(2014年5期)2014-08-31 02:50:56