
特粗硬质合金开发
2017-05-11 02:54:22袁志良刘华平陆庆忠
凿岩机械气动工具 2017年4期
袁志良,刘华平,陆庆忠
(苏州新锐合金工具股份有限公司,湖北 潜江433124)
0引言
根据Sandvik对硬质合金晶粒度的划分,特粗硬质合金为晶粒尺寸大于8μm的合金[1]。与中粗硬质合金相比,在硬度相同条件下,特粗硬质合金具有更高的耐磨性、韧性和抗热疲劳性,现已广泛用于截煤、铣刨、旋挖工程领域。
近年来,国内一些硬质合金厂家都在进行特粗合金制备方法的研究。对于特粗WC粉(Fsss粒度大于20μm),球磨时间过长,WC过度破碎;球磨时间过短,又会造成钴相分布不均,所以采用常规球磨方法很难制备出晶粒尺寸大于8 μm的特粗合金。目前国内有采用特粗WC粉添加纳米粉的方法制备出特粗合金,其基本原理为:WC-Co硬质合金的WC晶粒粗化(或称为WC晶粒长大)总是通过小WC晶粒在液相烧结过程中首先溶解,过饱和的W原子及C原子在冷却过程中通过界面反应和扩散在大晶粒表面再沉淀而实现,这是众所周知的液相烧结的溶解-再沉淀机制[2]。但纳米粉价格贵,合金性价比不高,很难实现工业化生产。
此外,特粗合金粉料制粒也是一个难题。由于特粗合金WC比表面积小,吸附或粘结效果差,粉料抛光成粒时,粉料之间碰撞几率变少,导致粉料不能有效粘结在一起,粉料难以成粒。同时特粗粉料制粒时对温度、湿度比较敏感,因此选择合适的制粒环境、制粒技术尤为重要。
本文以WC-10%Co硬质合金为例,研究了超细复合粉末溶解法制备特粗硬质合金,同时摸索出特粗硬质合金的制粒技术。
1 实验
原材料采用高温还原和碳化的特粗WC粉(Fsss粒度为 25-30μm)和超细 WC-Co复合粉(研磨态粒度为 0.2-0.4 μm),Co粉费氏粒度为 1.0-1.5μm。 超粗 WC、WC-Co复合粉、Co原材料化学成分见表1,粉料电镜照片见图1、图2、图3。
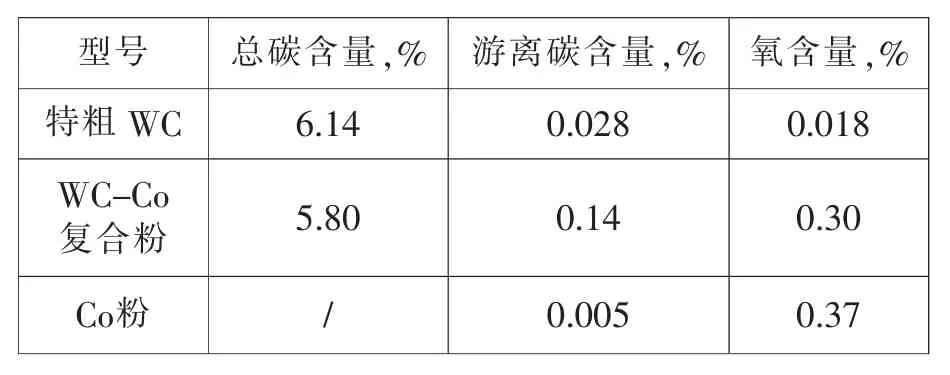
表1 超粗WC、超细WC-Co复合粉、Co化学成分
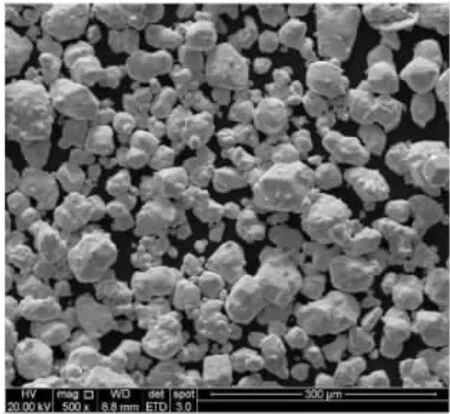
图1 超粗WC粉SEM照片
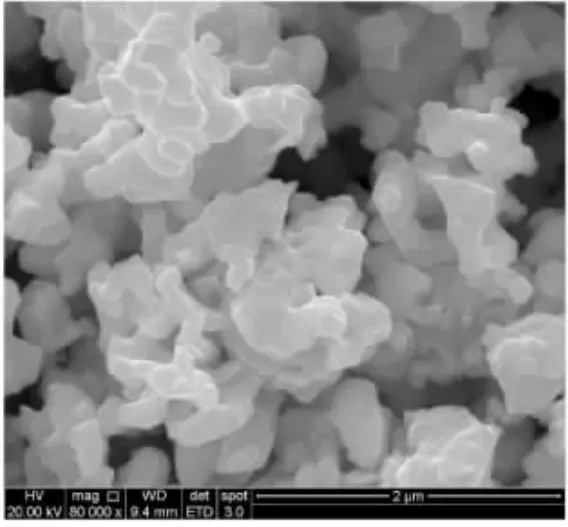
图2 复合粉SEM照片
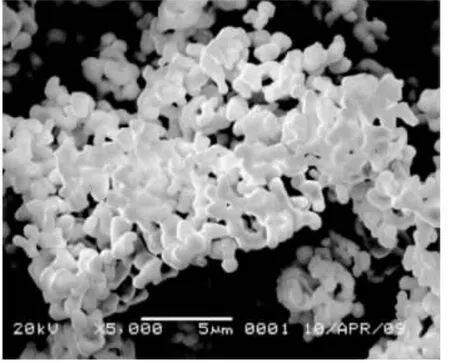
图3 Co粉SEM照片
从以上图片看出:所用特粗WC结晶完整,颗粒比较均匀,生产的合金会遗传WC优良特征;超细复合粉中纳米级颗粒较多,可以通过球磨破碎得到;钴粉为类球形,球磨过程中有利于钴的均匀分布。
按照常规硬质合金制备工艺制备特粗硬质合金。分别配制特粗WC+10%Co为混合料A和10%Co复合粉为混合料B(B要经过强化球磨),将两种混合料按一定比例配成Cl、C2、C3混合料,A:B重量比分别为9:1、8:2、7:3,未加复合粉10%Co混合料为D。球磨一定时间后出料干燥,压制成直径16 mm,高度20 mm圆柱试样,在低压炉中同炉烧结,烧结温度为1430-1460℃,烧结后的试样进行常规理化性能检测。
2 实验结果分析
2.1 合金理化性能

表2 合金理化性能
由表2看出,复合粉加入量为10%的C1合金矫顽磁力比D合金低3 0e,硬度低0.4 HRA;复合粉加入量为20%、30%的C2、C3合金矫顽磁力和D合金相比变化不明显,硬度低0.1 HRA,说明复合粉含量过多,超细WC不能完全在粗WC上溶解析出,导致合金硬度又略有增加。
2.2 合金金相组织
加入10%复合粉的Cl合金晶粒最粗,合金晶粒均匀性最好,说明超细WC完全在粗WC上溶解析出。复合粉料添加量分别为20%、30%的C2、C3的晶粒和不添加复合粉的D合金接近。随着复合粉添加量的增加,细WC晶粒也逐步增加,这是由于细WC除了粗WC上溶解析出外,细WC之间也存在溶解析出。
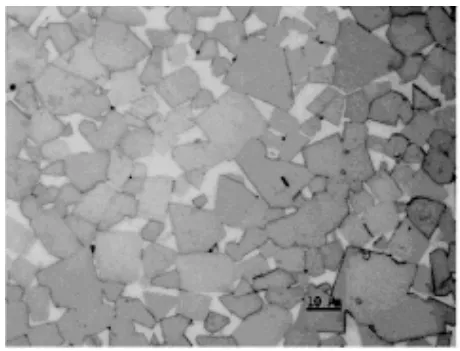
图4 C1合金 1000×
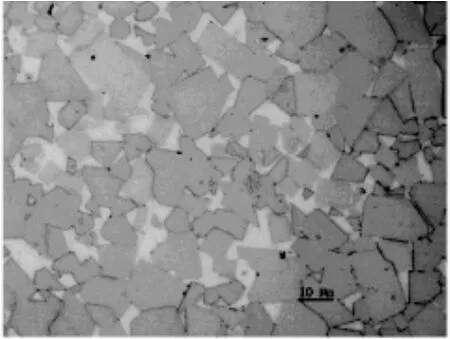
图6 C3合金 1000×
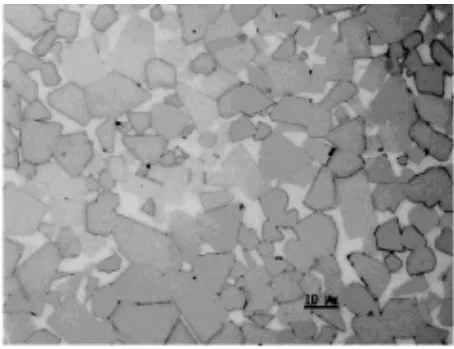
图7 D合金 1000×
3 特粗硬质合金制粒工艺
由于特粗合金WC吸附能力差,粉料抛光成粒时,粉料之间碰撞几率变少,粉料粘结力差,导致粉料难以成粒。为解决特粗合金制粒困难问题,根据表2实验试样结果分析,采用特粗WC+10%Co混合料中加入10%的复合粉(10%Co)批量生产混合料,摸索出特粗硬质合金制粒工艺如下:
首先制粒环境的温度、湿度适中,其次要严格控制锤磨速度、锤磨次数及压团压力。由于特粗粉料性质特殊,抛光前如不对抛光筒表面进行粗糙度处理,粉料在抛光时处于滑动状态,随着时间延长,粉料与抛光筒表面会产生热量,成型剂变软甚至会粘结失效,粉料无法成粒。因此在粉料倒入抛光筒之前往抛光筒内壁均匀喷洒一定量溶剂,同时往抛光筒内壁均匀撒细粉,然后进行滚筒制粒,形成合格粒子,其形貌和正常压制的中粗晶合金晶粒接近,见图8、图9。
为验证特粗合金粉料的压制性能,批量生产了单重为300g、直径为28 mm的楔形齿(属于大直径难成型的产品),产品易调试,压坯软废率低于3%,属于正常水平。
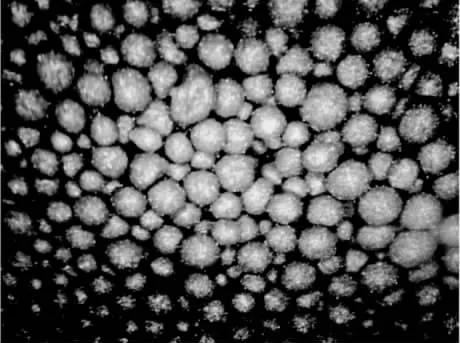
图8 特粗合金粉料粒子
图9 中粗晶合金粉料粒子
4 结论
(1)复合粉添加量为10%的特粗合金晶粒最粗,合金晶粒均匀性最好。随着复合粉加入量增加,细WC晶粒变多,同时晶粒不均匀性增加。
(2)特粗硬质合金制粒关键工艺为:控制制粒环境温度和湿度;对抛光筒表面进行粗糙度处理,以解决粉料碰撞几率小,粘结力差问题。
参考文献:
[1]113 Sandvik Hard Materials.Technical Info\Understanding Cemented Carbide Grmn[S/OL].2004-11-04.
[2]白英龙,吴冲浒,杨霞等.纳米粉末溶解法制备粗晶WC-Co硬质舍金[J]粉末冶金材料科学与工程,2012,17(4):501-507.
猜你喜欢
广东建材(2023年10期)2023-10-17 08:25:42
山东冶金(2023年4期)2023-08-31 04:09:18
中南大学学报(自然科学版)(2022年8期)2022-09-21 09:56:56
超硬材料工程(2022年2期)2022-08-29 00:18:46
材料科学与工程学报(2021年4期)2021-08-25 07:01:56
四川建筑(2019年6期)2019-07-20 09:39:32
中成药(2018年4期)2018-04-26 07:13:08
佛山陶瓷(2017年7期)2017-09-06 21:27:34
Journal of Systems Engineering and Electronics(2015年3期)2015-04-11 02:35:37
橡胶工业(2015年10期)2015-02-24 05:49:34
