
Q22、Q25mmCr-Ni-Mo、Cr-Ni-W系列正七边形中空钎钢的研发
2017-05-11 02:54:24张国榉叶凌云邹文方军赵长有张汉斌熊波尹和平
凿岩机械气动工具 2017年4期
张国榉 ,叶凌云 ,邹文 ,方军 ,赵长有 ,张汉斌 ,熊波 ,尹和平
(1.中国地质大学(武汉)掘进工程研究所,湖北 武汉 430074;2.湖北嘉裕钎具股份有限公司,湖北嘉鱼 437200;3.黄石市冶钢设计研究院有限公司,湖北 黄石 435001;4.大冶钢厂钢铁研究所,湖北 黄石 435001;5.中国科学院金属研究所,辽宁 沈阳 110016)
(上接2017年第3期第61页)
6 Q22、Q25mm钎钢轧制工艺的选取
现有技术在中空钎钢的轧制工艺方面,国外仍以瑞典Sandvik公司为代表,采用的是“钢坯钻孔-带芯热轧法”,简称“钻孔法”。该法将精炼钢圆坯扒皮、钻通孔后,插入高锰钢芯棒,然后用燃油或燃气加热,在专用的多台短应力线轧机上,经过19~21道次轧成内切圆直径φ19、φ22、φ25、φ28、φ32、φ35、φ38 mm 的六边或直径为 R32、R39、R46、R52 mm 的圆形中空钎钢。 瑞典人用此法生产中空钎钢的历史已超过了100年,现用轧机系统定型于1975年,曾进行过两次大的技术改造,主要是提高产品精度和增加在线检测设备,加大坯料尺寸和提高生产能力,其工艺路线一直维持不变。其生产过程和轧制工艺流程是:50吨电炉冶炼→钢包炉外精炼→真空炉脱气→连铸方坯→开坯轧制(圆坯尺寸:φ122×1340、φ132×1380、φ146×1340 mm)→圆坯扒皮→圆坯钻中心通孔→装高锰钢芯棒→油气加热→可逆式二辊轧机粗轧 (9道次)→三辊轧机中间轧制→七架平立辊短应力轧机精轧成材→在线检测→冷床控冷→剪头抽芯→校直→定尺→精整、终检、包装入库。该中空钎钢生产线平面布置呈Z字形,见图2。我们认为:此法工艺成熟,圆坯扒皮、钻孔使坯料钢质更好,多道次无张力纵轧,使成材组织和应力状态良好,产品几何尺寸精度高,内外表面质量好。加上其在钢种、冶炼和制钎工艺方面的经验积累,故其整钎、钎杆的成品质量长期居于世界领先水平,迄今没有遇到大的挑战。但正因为如此,其长期不变的工艺流程也有不足之处:①此法工艺复杂,要求很高的管理水平;②明火加热,对钢质和环境有不利影响;③现代技术提高钢质并非必须扒皮、钻孔不可,采用钻孔、扒皮工艺使钎钢成材率降低了约12%~15%;④需要配备大量的钻孔、扒皮专用设备,钻孔所用的φ30~φ48 mm喷吸式钻头耗量很大 (每支仅能钻孔18~25 m);⑤需要增加制备和回收80Mn14高锰钢芯材的冶轧工艺和设备;⑥需要增加抽芯工艺和设备,又进一步降低了钎钢成材率。⑦不能用作生产其它系列的厚壁管材。因此,该工艺生产流程长,设备投资多,设备有效利用率较低,钢材浪费大,产品成本高,还有一定的环境污染。
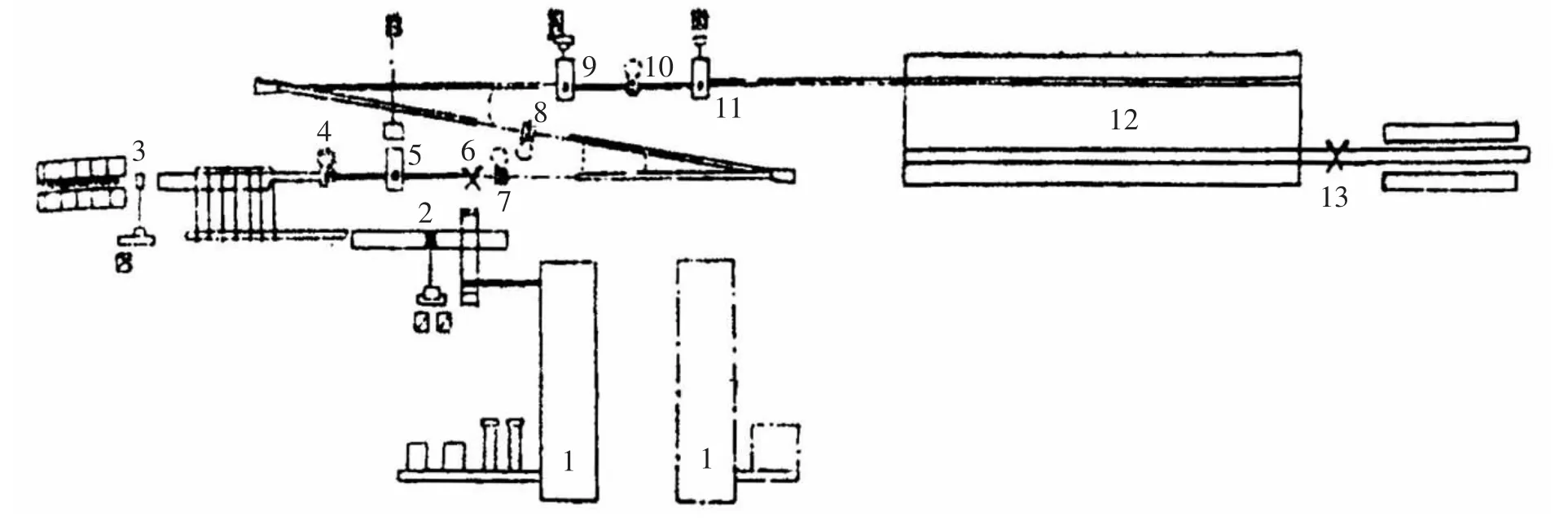
图2 瑞典Sandvik公司“钻孔法”中空钎钢生产工艺及生产线平面布置示意图
国内目前生产中空钎钢的轧制工艺有四种:(1)“铸管法”。此法源于50年代末,目前只能生产 H22、H25、R32、R38 mm 等部分钎钢产品,优点是无张力带芯纵轧,轧材组织比较致密,其H22mm钎杆国内市场占有率较高。缺点是坯料存在铸造缺陷,内孔不圆,成材率低,需要成套芯材冶轧和抽芯设备,生产成本较高。此法生产的中空钎钢内在和外观质量与国际先进水平差距较大,不适合制造长寿命的钎杆和整体钎;(2)“热穿-热拔法”。此法源于70年代中期,由两辊斜轧穿孔、减径、轧头、拉拔等工序组成,优点是省去了冶轧芯材和抽芯工艺及设备,内孔较圆正,生产成本较低。其最大缺点是斜轧穿孔和荒管拉轧过程形成了很大的拉应力,在钎钢内孔壁留下了较深的螺旋形微裂纹,轧头降低了钎钢成材率。后来新抚钢厂的科技人员对此工艺作了较大改进,斜轧穿孔后增加了一道三辊带芯斜轧减径工序,使钎钢内孔表面质量有很大改善,所产钎杆寿命已有大幅度提高。但在质量、品种方面与瑞典所代表的国际先进水平相比,仍有较大差距;(3)“热穿-冷拔法”。此法需配备大量的热处理设备,能耗大,成本高,生产效率低,只能生产少量钎钢产品;(4)“热穿-热轧法”。此法是改革开放后各方面专家根据中国当时国情和企业条件,于1993年在湖北咸宁《华夏》公司研发成功的一种中空钎钢生产新工艺。其优点是采用了电加热,穿孔、减径后无张力一次纵轧成材,不需准备芯材和抽芯,内孔比较圆正,成材率高,可生产φ19~φ52 mm全系列钎钢产品,填补了多项国家空白,且产品成本低,无环境污染。所生产的重型螺纹连接钎杆国内市场覆盖率,2000年以前曾达到80%以上,为三峡工程等国家重点工程重型钎杆国产化作出了重要贡献,1997年曾获国家发明三等奖。此法的缺点是由于原轧制工艺方案设计存在缺陷,坯料内外温差较大,没有考虑改善内孔质量的工艺措施,所产中空钎钢(特别是H22、H25 mm小直径钎钢)内孔壁螺旋微裂纹和尺寸波动的质量问题仍较突出,距离国际先进水平仍有较大差距。“热穿-热轧法”中空钎钢生产工艺及生产线见图3,其工艺流程见图4。三辊限动芯棒斜轧减径设备布置见图5。“热穿-热轧法”圆形中空钢轧制成型的主要工艺过程见图6、图7、图8、图9、图10、图11。 该生产线外貌见图12。用该生产线所产23CrNi3Mo钢管坯,再经六辊精轧机电热1次纵轧成型的H35 mm中空钢,制成的《田野》牌隧道钻车凿岩用T38(外)-H35×4300-R32(外)重型钎杆,已获得国内外用户的一致认可,见图13。
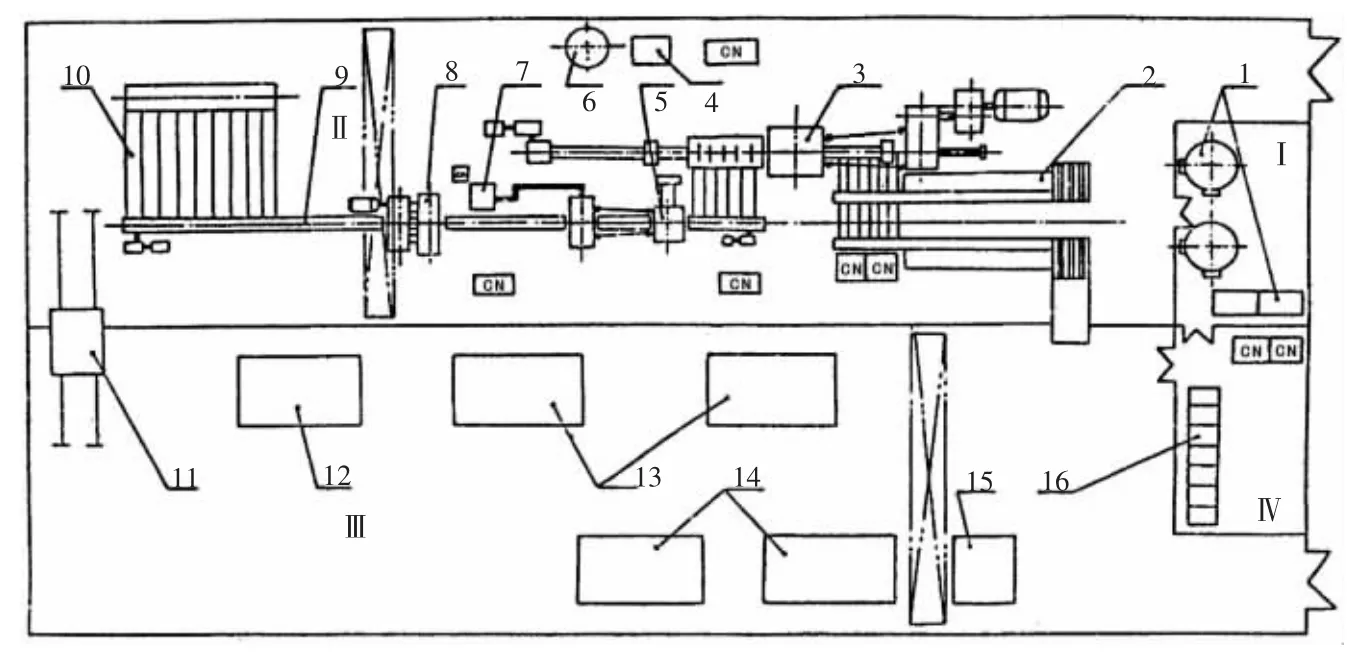
图3 原湖北《华夏》公司“热穿-热轧法”中空钎钢生产工艺及生产线平面布置示意图

图4 “热穿-热轧法”中空钎钢工艺流程
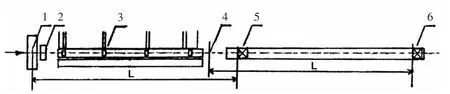
图5 三辊限动芯棒斜轧减径设备布置示意图

图6 三辊斜轧穿孔(2014.8.12)

图7 三辊限动芯棒斜轧减径(2014.8.12)

图8 三辊斜轧空心减径(2014.8.12)
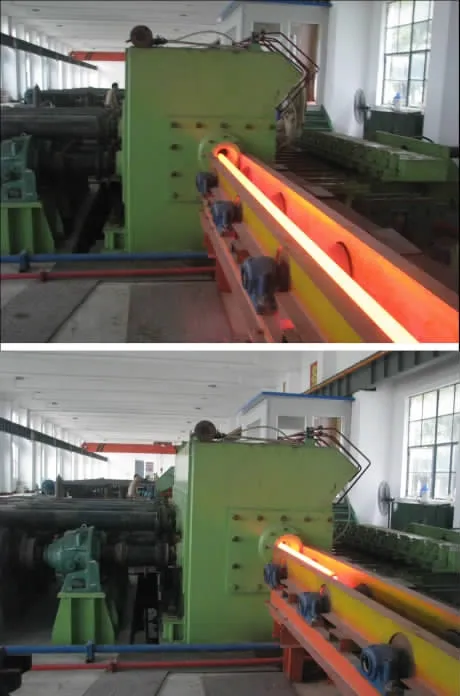
图9 十辊微张力纵轧减径(2014.8.12)

图10 三辊精整矫直(2014.8.12)

图11 链式冷床控冷(2014.8.12)

图12 湖北嘉裕钎具股份有限公司“热穿-热轧法”中空钎钢生产线(2017.6.16)
7 Q22mm正七边形中空钎钢首轮产品的轧制方案
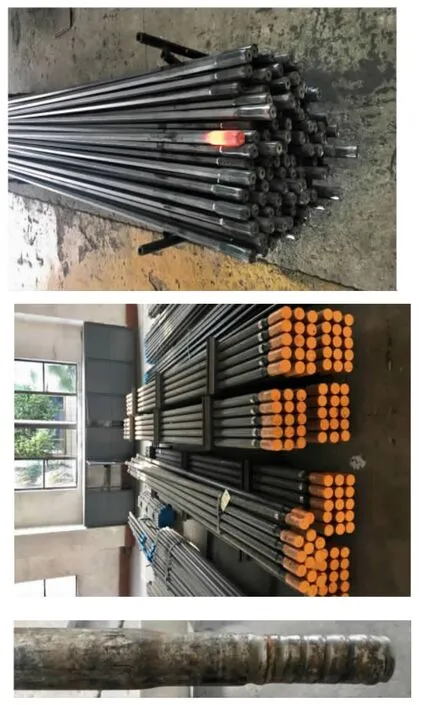
图13 《田野》牌 T38(外)-H35×4300-R32(外)隧道钻车凿岩用重型钎杆,硬岩寿命已稳定在1500 m以上(2017.6.16)
1991年以来,经过前后12年的艰苦努力,由中国地质大学(武汉)掘进工程研究所、大冶钢厂钢铁研究所、中国科学院金属研究所、湖北华夏凿岩机具股份有限公司、湖北长江工具厂、中国地质大学(武汉)飞龙钎具厂等单位共同承担的1991年湖北省科学技术发展基金项目 (计划编号:912B0301):“新型高强度优质钎钢的研制”,以及1995年立项的地质矿产部重点地质科技项目(计划编号:95152006):“新型高强度优质钎钢及整钎的研究与开发”(专题名称:“B22ZK40SiMnCrNiMo锥体连接钎杆暨片状和球齿系列硬质合金整体钎杆的研制”),在北京钢铁研究总院、湖南涟源钢厂和贵阳钢厂等兄弟单位的协助下,以咸宁 《青龙》牌18CrNi3MoV、23CrNi3Mo钢“热穿-热轧法”重型钎杆,和《飞龙》牌 40SiMnCrNiMo钢“热穿-热轧法”、“钻孔法”B22锥体连接钎杆和φ41 mm一字、三刃、十字、球齿形硬质合金整体钎杆为标志,通过13炉、8轮、30多批次全国矿山的工业考核,以使用寿命和钻孔速度为核心的主要技术经济指标,都已达到或接近国际先进水平,部分产品填补了国内空白,为实现我国凿岩钎具国产化并逐步走出国门作出了一定贡献,较好地完成了项目攻关任务。但是,科学技术的发展是没有止境的,采掘凿岩工程中不断发现和提出的新问题也层出不穷。例如:凿岩钎具新技术、新产品的推广,使用技术方法与装备方面存在的不少短板,整体钎头部与杆体寿命如何更好地匹配,进一步提高小直径钎杆的使用寿命并解决其内疲劳断裂与弯曲问题等,都有大量的工作需要我们去完成。2003年11月,为进一步提高我国长钎具的整体发展水平,本科研团队在中国钎协于黄山举办的“中国钎钢钎具工业发展论坛会议”上,发表了题为“试论我国中空钎钢的几何结构参数”、“超纯、超细、窄带Cr-Ni-W-Mo-V系列 ‘穿孔-全程带芯纵轧法’中空钎钢”等4篇论文,其中首次提出了研制奇数边正多边形钎杆的建议。特别针对H22、H25 mm小直径钎杆为提高其抗拉压疲劳和抗弯曲能力,首先着手研发正七边形钎杆。这一动议,最先得到了燕山大学机械工程学院于恩林教授为首的科研团队的积极响应[4]。2007年,为提高钎钢的内在质量,他们参照国家标准中B22 mm中空钢有关规定,设计了具有更好抗弯曲和抗断裂能力的正七边形中空钎钢。综合考虑钎钢的生产现状和发展趋势,选择成型方法为 “热穿-热轧法”。运用DEFORM有限元分析软件,建立了七边形钎钢成型过程的三维模型,定量计算了金属流动速度场、应力场、应变场、温度场等分布量及其多场耦合,形象地模拟七边形中空钎钢的成型过程,获得了轧制Q22 mm中空钎钢可资参考的工艺参数。正七边形钎钢七辊纵轧成型的模拟模型,见图14。
综合我们多年来研发H22 mm高强度优质中空钎钢的已有成果,结合于恩林教授提供的相关资料,这次《田野》牌首轮Q22 mm中空钎钢的轧制方案确定为:
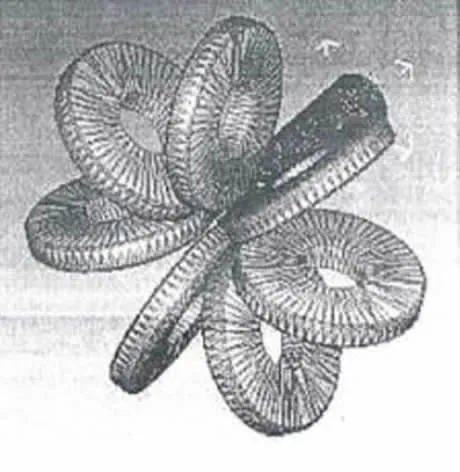
图14 Q22、Q25钎钢轧制成型模型图
(1)钢种
采用40SiMnCrNiMo超高强度合金钢,其冶炼中限目标成分 (百分含量)为:C―0.40,Si―1.45,Mn―0.95,Cr―0.75,Ni-0.55,Mo―0.30,P、S≤0.02。
(2)钢质
40SiMnCrNiMo厚壁钢管用坯料的冶金质量要求达到:①各化学元素目标成分含量的波动范围≤0.0015%;②硬度差≤2 HRC;③氧含量≤0.0012%;④D类夹杂物尺寸≤8μm;⑤晶粒度细至8级以上。
(3)管坯尺寸
横断面外径φ26±0.2 mm,中心孔直径φ7.6±0.1 mm,管坯长度按所需钎杆或整体钎的定尺或倍尺长度确定。
(4)成型方式
采用特制的中频感应加热器,经过预热、升温、保温到达始轧温度后,通过七辊精轧机一次温热挤压纵轧成型。《田野》牌正六、正七边形中空钎钢的轧制成型过程,见图15。
(5)Q22mm中空钎钢的预期几何尺寸
如图1所示,Q22 mm正七边形中空钎钢的预期几何尺寸为:外接圆直径φ25.8 mm;中心孔直径为φ6.4mm;壁厚为8.4mm;内切圆直径为φ23.2mm;棱边圆角半径为3.2mm。模拟成品尺寸结果完全符合前表1、表2之规定。通过实际试轧所获Q22 mm六边形中空钎钢的样品测试,也证实此轧制工艺已完全成熟。

图15 《田野》牌正六、正七边形中空钎钢的轧制成型过程(2017.9.5)
参考文献:
[1]GB/T1301-2008凿岩钎杆用中空钢[S].北京:中国标准出版社,2008.
[2]Sandvik Steel.Hollow rock drill steel[Z].Printed in Sweden Gefletry ckericetAB,June1990,4-5.
[3]张国榉,叶凌云,赵钟会 等.新型Cr-Ni-Mo、Cr-Ni-W穿孔-带芯热轧法中空钎钢[J].地下空间与工程学报,2005,(6):1175-1181.
[4]于恩林,赵玉倩,姜杰凤等.正七边形钎杆用中空钢成型过程数值模拟[C].2007年全国钎钢钎具工作会议论文,2007.11.
(全文完)
猜你喜欢
三明学院学报(2022年3期)2022-07-27 04:02:18
重型机械(2020年2期)2020-07-24 08:16:18
制造技术与机床(2018年8期)2018-10-09 08:27:56
制造技术与机床(2017年7期)2018-01-19 02:29:57
凿岩机械气动工具(2017年3期)2017-11-22 07:22:04
新疆钢铁(2015年1期)2015-11-07 03:11:03
华东理工大学学报(自然科学版)(2015年5期)2015-02-27 13:49:59
读写算(中)(2015年6期)2015-02-27 08:47:25
无机化学学报(2014年5期)2014-02-28 17:31:30
科技创新导报(2012年15期)2012-04-29 19:36:25
