
冷连轧对TC16钛合金丝材组织性能的影响
2017-05-10 01:09:20罗锦华孙小平侯峰起李海涛赖运金
中国材料进展 2017年4期
罗锦华,孙小平,杨 辉,侯峰起,李海涛,赖运金
(1.西部超导材料科技股份有限公司 特种钛合金材料制备技术国家地方联合工程实验室,陕西 西安 710018)(2.中航工业沈阳飞机设计研究所,辽宁 沈阳,110035)
冷连轧对TC16钛合金丝材组织性能的影响
罗锦华1,孙小平1,杨 辉1,侯峰起1,李海涛2,赖运金1
(1.西部超导材料科技股份有限公司 特种钛合金材料制备技术国家地方联合工程实验室,陕西 西安 710018)(2.中航工业沈阳飞机设计研究所,辽宁 沈阳,110035)

罗锦华
冷轧加工不仅可以实现小规格丝材尺寸的高精度控制,也可以满足对组织和性能有特殊要求的丝材加工。通过对比分析冷连轧和热拉拔两种加工方式制备出的TC16钛合金丝材的性能和组织,研究了冷连轧工艺对TC16钛合金丝材退火态和固溶时效态性能的影响。结果表明,冷连轧获得的TC16钛合金丝材经退火后的抗拉强度比热拉拔加工丝材低,但是塑性较高,更有利于后续TC16钛合金紧固件的冷镦制成形;经过热处理强化后,冷连轧获得的TC16钛合金丝材强化效果明显,抗拉强度提高和塑性降低程度更为显著。相比热拉拔加工,冷连轧可有效破碎纵向长条α相并储存更多的加工畸变能,是获得优良退火态塑性和增强热处理强化作用的主要原因。
TC16钛合金;冷连轧;冷镦成形;显微组织
1 前 言
冷轧丝材不仅表面质量好,尺寸精度高,而且通过冷轧可以获得更为理想的组织和性能。通过冷轧变形和热处理的合理配合,不仅可以较容易地满足用户对加工质量和综合性能的要求,还特别有利于生产某些需要有特殊组织和性能的重要产品[1]。
TC16钛合金含有少量的元素Al,较多的β稳定元素(Mo, V),β稳定系数Kβ高达0.8,固溶时效状态下具有高的比强度、塑性好,对缺口、扭转等应力集中敏感性小,是典型的固溶时效强化型两相钛合金,广泛用于航空、航天领域的紧固件及结构件[2-4]。TC16钛合金室温下具有良好的变形能力,退火后可以直接冷镦成形。冷镦成形的紧固件精度高、表面质量好、生产效率高、作业条件易实现且加工成本较低,是我国TC16钛合金紧固件工程化生产的首选工艺方向。但是,稳定实现冷镦加工需对TC16合金丝材的退火态组织和性能进行严格控制,冷镦成形后的紧固件性能经过固溶时效强化后也必须得到明显提升,才能实现热处理强化冷镦TC16钛合金紧固件的加工及应用[5-7]。
国内外学者及研究机构通过热处理工艺、相结构和形变诱发马氏体等方面对影响TC16钛合金冷镦成形的组织和性能原因进行了全面分析[8,9]。杨洋等[10]基于Johnson-Cook本构模型,通过试验数据拟合得到了TC16合金本构模型参量,为TC16合金冷镦变形提供参考。张振刚等[11]对不同热处理工艺下TC16钛合金显微组织的定量变化进行了描述,合理的热处理工艺可以使冷镦用TC16合金的强化效果得到明显提高。但是由于装备条件的限制,国内冷镦用TC16钛合金丝材制备局限于热轧制、热拉拔或两者相结合的加工方式,对采用新型的冷连轧制备冷镦用TC16钛合金丝材的研究较少。
本文采用冷连轧方式制备出了冷镦用TC16钛合金丝材,通过与传统热拉拔方式制备的TC16钛合金丝材的退火和固溶时效态性能对比分析,研究了冷连轧工艺对冷镦用TC16钛合金丝材组织和性能的影响。
2 实 验
实验用TC16(Ti-3Al-5Mo-4.5V)钛合金是由西部超导材料科技股份有限公司轧制生产的直径为Ø9.5 mm的盘圆丝材,其化学成分(质量分数,wt%)为:2.5~3.8 Al、4.5~5.5 Mo、4.0~5.0 V、0.10~0.30 Si、0.05~0.15 O余量为Ti。Ø9.5mm的坯料棒材的制备过程为:铸锭→开坯→锻造→精锻→轧制。Ø9.5 mm棒材经过退火扒皮获得Ø8.5 mm丝材后分别进行冷连轧和热拉拔加工。
冷连轧加工是采用进口的90D冷连轧机组,通过11道次冷连轧获得横截面形状为12边形的异形丝,再通过增加两机架冷轧规圆机组,将异形丝轧至Ø4.0 mm的丝材;热拉拔加工是在700 ℃下通过8道次的热拉拔,将Ø8.5 mm坯料拉拔至Ø4.0 mm。将以上两种方式获得的Ø4.0 mm丝材分别进行取样,按照表1制度进行相应的热处理,并对样品的组织、性能进行对比分析。

表1 两种加工方式下的热处理制度
3 结果与讨论
3.1 退火态组织和性能对比
对所使用的经780 ℃/2 h,FC至550℃,AC退火后的Ø8.5 mm规格TC16钛合金丝材坯料取样进行组织观察,坯料横向高倍组织为细小近网篮组织,纵向为轧制方向的拉长组织状态,如图1所示。
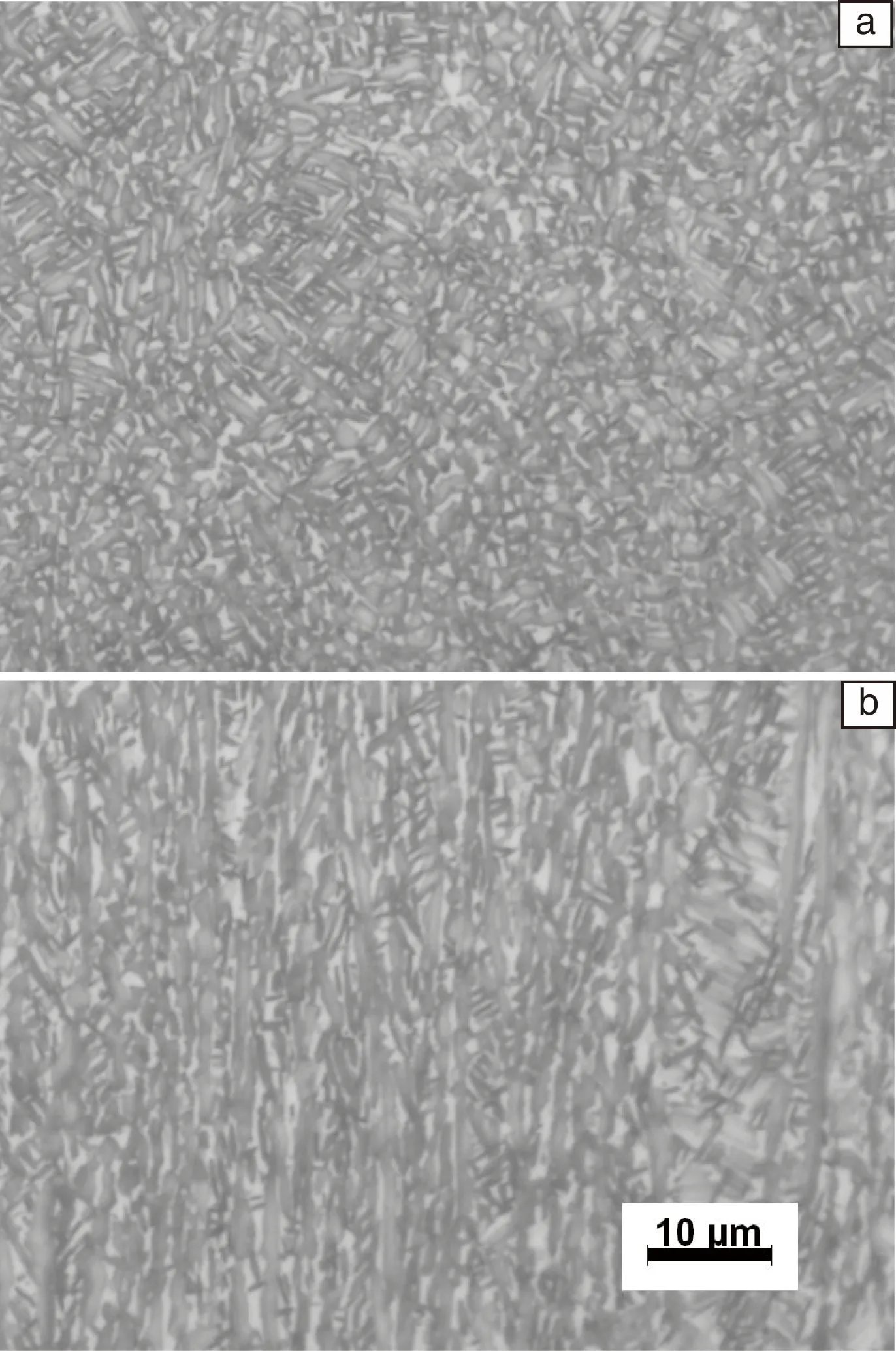
图1 Ø8.5 mm规格TC16钛合金丝材坯料的组织:(a)坯料横向组织;(b)坯料纵向组织Fig.1 Microstructures of Ø8.5 mm annealed TC16 alloy wire: (a) transverse microstructure and (b) longitudinal microstructure
TC16钛合金Ø8.5 mm丝材坯料通过8道次热拉拔后得到的Ø4.0 mm丝材经过780 ℃/2 h,FC至550 ℃,AC制度退火处理后,其横、纵向组织如图2所示。两相区的热拉拔过程中虽然存在动态回复作用,但是拉拔的变形是由丝材边部向心部逐渐过渡的方式,道次间变形量小,不能破碎坯料原始的纵向拉长α相组织,同时,拉拔过程中会导致部分α相沿拉拔方向被拉长,出现明显的纤维组织,如图2b所示。因此,两相区热拉拔后纵向轧制织构变为拉长α相和等轴α相共存的组织。
TC16钛合金Ø8.5 mm丝材坯料通过10道次冷连轧和两道次冷轧规圆得到的Ø4.0 mm规格丝材,经过780 ℃/2 h,FC至550 ℃,AC制度的退火后,其横、纵向组织如图3所示。冷连轧加工相比热拉拔的变形更为剧烈,在室温下可有效破碎纵向原始的拉长α相组织,经过退火后获得的纵向组织中α相为等轴状态,如图3b所示。

图2 热拉拔加工获得的Ø4.0 mm规格TC16钛合金丝材退火态组织:(a)丝材横向组织;(b)丝材纵向组织Fig.2 Microstructures for Ø4.0 mm annealed TC16 alloy by hot-draw: (a) transverse microstructure and (b) longitudinal microstructure
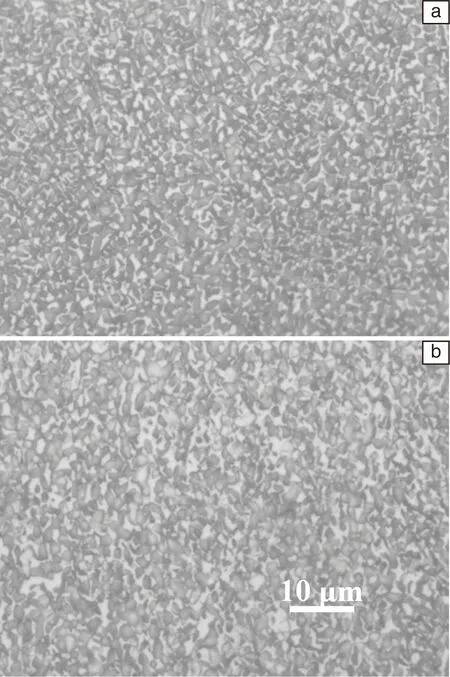
图3 冷连轧加工Ø4.0 mm TC16钛合金丝材M态组织:(a)丝材横向组织;(b)丝材纵向组织Fig.3 Microstructures for Ø4.0 mm annealed TC16 alloy by cold tandem rolling: (a) transverse microstructure and (b) longitudinal microstructure
两种不同的加工方式获得的不同组织状态的丝材经过退火后按照GB/T 228进行室温拉伸性能测试,其抗拉强度(Rm)、屈服强度(Rp0.2)、延伸率(A)测试对比结果如图4所示。

图4 两种加工方式获得的Ø4.0 mm规格TC16丝材拉伸性能对比:(a)抗拉强度;(b)屈服强度;(c)延伸率Fig.4 Tension test of Ø4.0 mm TC16 alloy with the two processing methods: (a) tensile strength;(b) yield strength;(c) ductility factor
通过对冷连轧和热拉拔方式获得的Ø4.0 mm规格TC16钛合金丝材经过相同退火后拉伸性能对比发现,冷连轧加工的TC16钛合金丝材抗拉强度及屈服强度均低于热拉拔加工,而塑性却优于热拉拔丝材。
3.2 两种加工方式的丝材冷镦成形性能
通过对两种方式加工的Ø4.0 mm规格TC16钛合金丝材在经过780 ℃/2 h,FC至550 ℃,AC相同制度退火后,按照HB 8015-2002(TC16钛合金光杆公差带f 9的六角头螺栓)分别进行Ø4 mm×20 mm紧固件冷镦,最终冷镦的紧固件如图5所示。

图5 两种不同加工方式的TC16钛合金冷镦紧固件实物图:(a)冷连轧加工的冷镦样品;(b)热拉拔加工的冷镦样品Fig.5 Cold-upseting fastener samples of TC16 alloy with the two processing methods: (a) fastener samples of Ø4.0 mm wire by cold tandem rolling and (b) fastener samples of Ø4.0 mm wire by Hot-draw
通过冷连轧加工获得的横、纵向均为等轴α相组织的Ø 4.0 mm TC16钛合金丝材,具有低强度、高塑性性能,使得在冷镦过程中变形良好,冷镦的紧固件表面无裂纹、拉伤等缺陷,如图5a所示;通过热拉拔加工获得的横向为等轴α相、纵向为长条α相的Ø4.0 mm TC16钛合金丝材,其强度高、塑性性能低,使得在冷镦过程中紧固件端头存在开裂现象,同时杆部存在拉伤现象,如图5b所示。
紧固件的冷镦过程是镦粗和挤压共同作用下的复合成形方式,冷镦能否顺利实现不但要求材料具有一定的室温塑性,同时对材料的纵向组织形态也有一定的要求[12-14]。纵向拉长的组织形态在冷镦变形过程中的变形协调程度要差于纵向网篮组织和纵向等轴组织,因此对于冷镦用TC16钛合金丝棒材而言,纵向的拉长组织更易在冷镦成形过程中产生开裂,而细小的等轴组织和网篮组织有利于冷镦成形[15,16]。
3.3 固溶时效态的组织和性能对比
对两种加工方式获得TC16钛合金丝材取样,按照800 ℃/2 h,WQ+560 ℃/8 h,AC制度同时进行固溶时效处理后,最后分别进行横、纵向金相组织的观察,如图6所示。
热拉拔加工的丝材经固溶时效后横、纵向组织保留了退火态的组织形态,其横向为等轴α相,纵向为拉长α相和等轴α相共存的组织,但整体α相含量相比于冷连轧加工获得的丝材组织较少。冷连轧加工的丝材经固溶时效后的横、纵向组织均为等轴的α相。
对经过固溶时效处理的两种加工方式的丝材进行拉伸性能测试,其测试对比结果如图7所示。
热拉拔和冷连轧加工的TC16钛合金丝材经过固溶时效处理后丝材的抗拉强度、屈服强度均有明显提升,塑性有所降低。但冷连轧加工的TC16钛合金丝材经过固溶时效处理后强化效果更为明显,表现为抗拉强度、屈服强度和剪切强度均比热拉拔加工的丝材性能高。
相比于热拉拔加工,冷连轧加工制备的TC16合金丝材经过普通退火后具有较低的抗拉和屈服强度的同时其优越的塑性为实现TC16合金紧固件冷镦加工提供良好基础。冷连轧加工制备的TC16合金丝材经过固溶时效后具有高的抗拉和屈服强度的同时其较高的剪切性能可以提高冷镦加工后的紧固件使用性能。因此,冷连轧的加工方式对实现退火态可冷成形、固溶时效态可强化的钛合金丝材具有良好的加工意义。
4 结 论
(1)热拉拔加工的Ø4.0 mm规格TC16钛合金丝材纵向组织为等轴和长条α相的混合组织;冷连轧加工可以有效破碎原始纵向组织,获得横、纵向均为等轴的α相的合金丝材。

图7 两种加工方式的Ø4.0 mm TC16钛合金丝材拉伸及剪切性能对比:(a)抗拉强度对比;(b)屈服强度对比;(c)延伸率对比;(d)剪切强度对比Fig.7 Tension and shear test of Ø4.0 mm TC16 alloy with the two processing methods: (a) tensile strength comparative;(b) yield strength comparative;(c) ductility factor comparative; (d) shear strength comparative
(2)冷连轧加工的Ø4.0 mm规格TC16钛合金丝材,具有与热拉拔加工的丝材相比较低的强度、较高的塑性,在冷镦过程中变形良好,冷镦的紧固件表面无裂纹、拉伤等缺陷。
(3)冷连轧加工的TC16钛合金丝材经过固溶时效处理后其强化效果比热拉拔加工的丝材更为明显,表现为抗拉强度、屈服强度和剪切强度均比热拉拔加工的丝材性能高。
References
[1] Qi Kemin(齐克敏), Ding Hua(丁 桦).MaterialFormingTechnology(材料成形工艺学)[M]. Beijing: Metallurgy Industry Press(冶金工业出版社), 2006: 453.
[2] Liu Quanming(刘全明), Zhang Zhaohui(张朝晖), Liu Shifeng(刘世峰),etal.HotWorkingTechnology(热加工工艺)[J], 2014, 43 (04): 17- 19.
[3] Zhao Qingyun(赵庆云), Xu Feng(徐 锋).TheChineseJournalofNonferrousMetals(中国有色金属学报)[J], 2010, 20(1): 1021-1023.
[4] Zhang Qingling(张庆玲), Wang Qingru(王庆如), Li Xingwu(李兴无).MaterialEngineering(材料工程)[J], 2007(1): 12-15.
[5] Yang Yang(杨 洋), Dong Limin(董利民), Guan Shaoxuan(关少轩).TheChineseJournalofNonferrousMetals(中国有所金属学报)[J], 2010, 20(01): 23-25.
[6] Li Yinghao(李英浩), He Fei(贺 飞), Hou Fengqi(侯峰起)等.TitaniumIndustryProgress(钛工业进展)[J], 2014,31(04):20-23.
[7] Liu Fenglei(刘风雷).AeronauticalManufacturingTechnology(航空制造技术)[J], 2000(6): 39-41.
[8] Luo Yuanyuan(罗媛媛), Zhao Yongqing(赵永庆), Xi Zhengping(奚正平),etal.HotWorkingTechnology(热加工工艺)[J], 2009, 38 (18): 118- 121.
[9] Li L X, Lou Y, Yang L B,etal.Materials&Design[J], 2002(23): 451-457.
[10]Yang Y, Zeng Y, Wang B F.TransactionsofNonferrousMetalsSocietyofChina[J], 2007, 17:466-470.
[11]Zhang Zhengang(张振刚), Song Hao(宋 昊), Wu Guoqing(吴国清),etal.MaterialEngineering(材料工程)[J], 2006(1):313-316.
[12]Wang Fuqiang(王富强), Sha Chunpeng(沙春鹏), Sun Xiaolan(孙小岚).JournalofMaterialsandMetallurgy(材料与冶金学报)[J], 2013, 12 (03): 55- 58.
[13]Wu ChongZhou(吴崇周).ACTAMetallurgicalSINICA(金属学报)[J], 2002(9):94-96.
[14]Wu ChongZhou(吴崇周), Li Xingwu(李兴无).TitaniumIndustryProgress(钛工业进展)[J], 2006,23(06): 17-19.
[15]Lai YunJin(赖运金).DissertationforMaster[D]. Xi’an:Northwestern Polytechnical University(西北工业大学), 2007.
[16]Sha Aixue(沙爱学), Li Xingwu(李兴无), Huang Lijun(黄利军),etal.RareMetalMaterialsandEngineering(稀有金属材料与工程)[J], 2005,34(03):443-445.
(编辑 盖少飞)
Effects of Cold Tandem Rolling on Microstructures and Mechanical Properties of TC16 Titanium Alloy Wire for Fastener Use
LUO Jinhua1, SUN Xiaoping1, YANG Hui1, HOU Fengqi1, LI Haitao2, LAI Yunjin1
(1.NLEL for Special Titanium Alloy Material Manufacturing, Western Superconducting Technologies Co ., Ltd, Xi’an 710018, China)(2.AVIC Shenyang Aircraft Design & Research Institute, Shenyang 110035, China)
TC16 Alloy wire which has high-precision dimension controlling and meets the special requirement of microstructures and mechanical properties was obtained by cold rolling. In this paper, the effects of cold tandem rolling on M and STA mechanical of TC16 alloy wire were investigated through comparative study of TC16 alloy wire prepared by cold tandem rolling and hot-draw. The results show that the M state tensile and yield strength of TC16 alloy wire obtained by cold tandem were lower, while the ductility was higher, and this benefits the subsequent cold heading formability. The result of solid solution for TC16 Alloy wire prepared by cold tandem rolling was evidenced, the tensile strength has been increased and the ductility has been reduced more drastically. Because the cold tandem rolling can break down elongated phaseαof vertical microstructure and store more machining deformation, it makes significant contributions to ductility by annealed and solution strengthening by thermal treatment.
TC16 titanium alloy; cold tandem rolling; cold heading forming; microstructures
2017-04-18
国家国际科技合作专项(2013DFB50180);陕西省科技统筹创新工程计划(2016KTCQ01-81)
罗锦华,男,1964年生,硕士,高级工程师,Email: Luojinhua@c-wst.com
10.7502/j.issn.1674-3962.2017.04.09
TG146.2+3
A
1674-3962(2017)04-0307-05
猜你喜欢
精密成形工程(2023年10期)2023-10-18 02:43:40
机械工业标准化与质量(2022年7期)2022-08-12 02:12:12
合成树脂及塑料(2022年2期)2022-04-08 03:24:26
热喷涂技术(2022年3期)2022-02-07 07:53:56
装备制造技术(2020年2期)2020-12-14 03:09:30
上海建材(2020年3期)2020-09-25 08:30:58
南昌大学学报(工科版)(2020年4期)2020-03-09 05:18:28
装备制造技术(2019年12期)2019-12-25 03:06:40
智富时代(2018年12期)2018-01-12 11:51:50
制造技术与机床(2017年9期)2017-11-27 02:13:45
