
乙二醇回收装置中颗粒过滤器的设计与应用
2017-05-09 02:54:54宗俊斌赵迎涛林湧涛张俊山
石油化工应用 2017年4期
宗俊斌,杨 勇,赵迎涛,林湧涛,张俊山
(中海石油深海开发有限公司,广东深圳 518000)
乙二醇回收装置中颗粒过滤器的设计与应用
宗俊斌,杨 勇,赵迎涛,林湧涛,张俊山
(中海石油深海开发有限公司,广东深圳 518000)
预涂式颗粒过滤器目前在国内较少的应用在石油化工行业,在乙二醇回收装置中,由于乙二醇对颗粒过滤器的处理量及处理后的精度要求较高。因此需要一套适应性强,处理量大,处理精度高,装置操作切换简单的过滤器来满足要求。本文结合工程应用实例,对乙二醇回收装置中的颗粒过滤器的工艺、设计以及问题等进行了讨论。
乙二醇回收;颗粒过滤器;精度
1 乙二醇回收装置简介
中国南海某气田开采使用水下生产系统,从井口采集上来的气经过海底管道运输到中心平台进行处理。在海管运输过程中需要加入乙二醇(MEG)抑制水合物的形成,防止海管堵塞。
该平台设计一套乙二醇再生回收单元(MRU),将返回到平台的富乙二醇进行处理,达到标准后进入贫乙二醇产品接收罐,达到再生回收的目的。MRU系统按照功能可以分为4个单元,分别为预闪蒸单元、预处理单元、再生单元、脱一价盐单元[1](见图1)。
2 颗粒过滤器在MRU中的必要性及工艺设计
在油气生产的过程中会有地层水随着油气一起流入生产管柱进入生产流程,地层水中的二价盐主要为Ca2+、Mg2+溶解在MEG溶液中,如果在预处理阶段不除去二价离子,当Ca2+浓度大于35 g/L时将会与MEG聚合生产一种胶状物(见图2)。可见除去二价盐对于保证MRU系统可操作具有很大的重要性。因此在预处理阶段通过加入碱性化学药剂以沉淀二价盐,再通过颗粒过滤器以达到除去沉淀从而达到MEG溶液中除去二价盐的目的[2]。
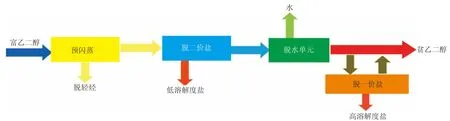
图1 乙二醇回收装置生产流程

图2 Ca(MEG)4Cl2胶状物
颗粒过滤器通过助滤剂涂覆在滤布上,形成均匀的预涂层。预涂层起主要过滤作用来过滤介质中的杂质和二价盐沉淀,过滤后的乙二醇精度可达到NAS12,当颗粒过滤器入口和出口压差达到一定值时或者倒计时结束时,认为过滤结束,需要进行卸料。过滤完毕后首先对滤饼进行干燥,干燥完毕后,以氮气为介质进行脉冲吹扫,使得滤布伸缩,滤饼脱落,并进行卸料,完成一个过滤循环。滤芯结构图和吹扫示意图(见图3)。

图3 滤芯结构图和吹扫示意图
颗粒过滤器单元由两个及两个以上过滤器(过滤MEG溶液中的二价盐沉淀、颗粒杂质等)、助滤剂添加系统(为颗粒过滤器内部滤芯附着助滤剂)、氮气系统(对颗粒过滤器进行干燥、排液等)、放空系统、进液系统(主要由预处理罐、预处理泵组成为其提供MEG溶液)等组成,颗粒过滤器单元流程示意图(见图4)。
3 颗粒过滤器切换流程及操作参数
3.1 颗粒过滤器切换流程
颗粒过滤器单元一般设置三个过滤器,为两用一备,正常情况下都有两个过滤器在进行过滤过程,当其中一个过滤器的压差达到报警值或者过滤倒计时完成以后,第三个过滤器才开始进行再生过程,再生完成后开始进行过滤器切换[3](见图5)。
颗粒过滤器一个循环周期一共可分为七步:
(1)使用氮气对颗粒过滤器清洗吹扫,以置换内部的氧气。
(2)助滤剂添加罐添加MEG溶液、助滤剂以及对过滤器进行涂层。
①通过外加撬块对助滤剂添加罐添加助滤剂,通过预处理泵向其加注MEG溶液;②当助滤剂添加罐满足条件(压力、液位、搅拌时间等)后,通过助滤剂添加泵向过滤器填充助滤剂溶液;③填充满以后(液位开关触发)通过助滤剂添加泵对过滤器、助滤剂添加罐打循环,对过滤器内过滤元件进行滤饼建立。
(3)当助滤剂泵循环一定时间后,开始进入过滤阶段,以除去二价沉淀盐、颗粒、杂质等。
(4)当过滤到一定时间或者过滤器前后压差到一定值后,停止过滤,将过滤器内部MEG溶液排放至预处理罐。
(5)当排液结束后(液位开关触发)通过氮气对过滤器内滤器元件上的盐饼进行干燥。
(6)当干燥一定时间后,通过放空管线将过滤器内部压力降低至常压。

图4 颗粒过滤器单元流程示意图(粗线为过滤阶段时MEG溶液流程)

图5 颗粒过滤器控制时序图
(7)通过氮气对内部过滤元件进行反向憋压吹扫,以使得盐饼脱落至顶部废盐收集撬。
3.2 参数选取
3.2.1 碱性药剂加注量 根据该气田地层水中产出的碳酸根和氢氧根总量,通过采用相关工艺软件模拟计算出碳酸钠注入量与钙、铁离子析出率之间的关系(见图6)[4],可以看出当碳酸钠注入量为23.6 kg/h时,钙、铁离子析出率稳定在99.5%左右,继续增大碳酸钠注入量析出率也没有明显提高,同理,氢氧化钠的注入计算量为34.7 kg/h时,镁离子析出率为99.2%。

图6 碳酸钠注入量与钙、铁离子析出量关系
3.2.2 系统操作温度 据文献资料[5]介绍,低溶解性二价盐在水中的溶解度很小,且随温度变化幅度不大。考虑来液中溶解有一定量的烃类,为了避免大量烃类在过滤器内聚集而发生堵塞以及发生起泡,在预处理上游段操作温度选取为60℃~80℃,此时一价离子溶解度变化不大,同时绝大多数的烃类均能从上游罐内分离出去。同时综合气田凝析油物性及二价盐溶解度,预处理罐的操作温度确定为80℃最为合适。
3.2.3 过滤、再生参数 该颗粒过滤器属于高精度、大流量过滤器,因此采用12 h两塔过滤一塔再生流程,同时压差设定点为380 kPa。过滤器预涂循环再生结束和开始压差的差值应该达到50 kPa以上,以保证预涂效果达到要求。
4 颗粒过滤器的设计要点
4.1 助滤剂粒径分布的选择
珍珠岩助滤剂的登记范围一般而言是0.2~6达西。因为在预处理管内沉淀物的大小由其参数决定的,因此珍珠岩的粒径通常按照设计要求设定。该气田珍珠岩粒径累计分布(见表1)。
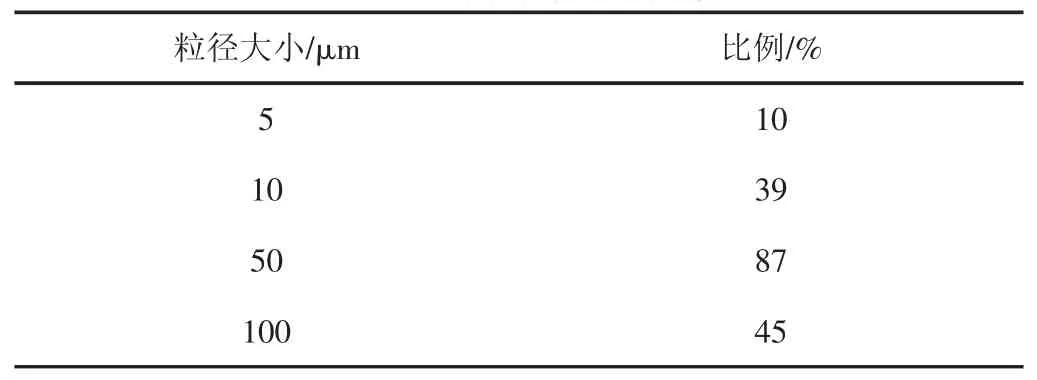
表1 珍珠岩粒径累计分布
4.2 预涂的关键参数
(1)在预涂前需保证颗粒过滤器脉冲吹扫完成,滤饼完全脱落以保证滤布的洁净度,现场实际干燥氮气500 kPa,吹扫氮气20 kPa。
(2)颗粒过滤器滤布预涂厚度设定,一般预涂厚度由调试工程师设定完成在6 mm~8 mm,预涂厚度与预涂时间、排量、预涂压差等相关参数相关,现场实际预涂时间30 min,预涂泵流量为130 m3/h。
(3)颗粒过滤器的面积60 m2,1 m2预涂量1 kg,单次预涂60 kg。从而确定助滤剂添加罐中单次添加珍珠岩量,通过取样观察助滤剂添加罐中的样本光学清晰度来加以确认。
(4)在预循环后,必须使流体往前持续流动以保证过滤器上的珍珠岩预涂层不脱落。
4.3 颗粒过滤器内部结构设计参数
在有限的过滤器内要保证足够大的过滤面积,在每个颗粒过滤器内有11排共97根滤芯组成(见图7)。每根滤芯由中心管、不锈钢骨架、滤布等主要部件组成。每排中心管线均连接在单独的收集管汇上,每根收集管汇在滤器出口均设置有自动阀门,在进行氮气脉冲时可单排依次进行,可保证每次的脉冲质量。同时,极大的增加了过滤面积,正常过滤时单套流量可达19.6 m3/h。

图7 颗粒过滤器外形结构图
5 实际应用中的故障分析及解决方案
在实际运行中过滤效果不佳,出口富乙二醇的颗粒度不达标,高达NAS15,部分杂质未经过滤进入到再生单元,造成泵入口滤器堵塞,尤其是在重沸器中堆积,造成加热效率降低。清洗泵入口滤器和重沸器,造成乙二醇的大量浪费。经过开盖检查发现大部分滤芯卡箍/垫圈存在脱落现象,且部分滤布上滤饼脱落不干净特别是滤芯两端比较严重。由于部分滤布从滤芯上滑落,导致从滤芯中吹扫的氮气泄漏,无法将滤饼吹落。同时,滤布从滤芯上滑落,则珍珠岩及杂质会进入下游工艺流程,颗粒过滤器过滤作用失效。经分析造成这种问题原因有以下几点:
(1)内垫圈过度膨胀。内置垫圈在溶液介质中吸收乙二醇或油类物质,导致自身膨胀,膨胀率大于30%,且现场内垫圈散发着浓烈的油味,内垫圈的这种自身膨胀而产生的张力不容忽视。
(2)结构设计问题。本身设计滤芯槽的深度为2 mm,宽16 mm;内垫圈厚4 mm,宽15 mm;卡箍宽12 mm。安装时内垫圈置于凹槽,滤布夹在内外垫圈之间靠卡箍进行固定。由于内垫圈厚度大于槽深,因此内垫圈会凸出槽2 mm,滤芯槽只起固定内垫圈作用,滤布和外垫圈受卡箍的束缚力不大,在吹扫、振动等条件下,垫圈/卡箍易脱落(见图8)。

图8 滤芯头部实物及尺寸图
现场通过如下措施已解决滤芯卡箍/垫圈存在脱落现象:
(1)内垫圈材质更换:选用耐乙二醇、耐油类物质、耐高温(现场工况80℃)的新垫圈,且新垫圈具有一定弹性,有利于其在滤芯上的安装。
(2)内外垫圈及卡箍尺寸重新设计。要使内垫圈厚度小于卡槽深度,用卡箍将滤布固定紧以后,滤布一部分处于卡槽中。
在实际运行过程中最难解决的为间歇性故障,为解决颗粒过滤器间歇性堵塞问题,通常需要如下步骤进行分析:对固体沉淀和堵塞物进行化验做出判断;控制问题故障排除。
首先检查预涂阶段,确保该环节正常运转。在每次过滤开始前均对预涂进行了细致的检查,但是问题仍然不时的出现,因此排除预涂阶段故障。
随着对固体沉积物进行分析,发现固体中含有大量的烃类物质,表明在预闪蒸阶段撇油出现问题。现场通过调节预闪蒸罐内的液位,校准液位信号变送器后该问题得以解决。
针对该问题,现场提出以下几点预防性解决方法:
(1)气井生产水、凝析油等组分可随时间变化,定期分析样品,确定水中含油等参数;(2)对固体沉淀和堵塞物进行化验,提前检测问题;(3)定期设备维护,校准传感器,确定工艺参数正确。
在预处理罐中需要添加多种化学药剂,当加入过量的碳酸钠时,由于碳酸根显碱性,如果不去除随着生产再回到系统中,高含量碳酸根容易使油水形成乳浊液,加大油水的分离难度。此外,如果加入过量的除氧剂(亚硫酸钠),不仅造成成本浪费,还会与氧反应形成硫酸盐,容易形成结垢。
由于碳酸钠和氢氧化钠都属于碱性化学药剂,所以通过检测仪表上的pH值(pH值介于9~10)便可确定化学药剂的使用是否过量。同时,在预处理罐上还设置了含氧检测仪表(ORP)以确定除氧剂的使用量是否合适。
本套MRU中,滤器干燥排放和吹扫排放流程一样,都是通过预涂层罐至放空,其排放管线和脱水再生单元的排放管线相通。干燥排放时,由于再生单元放空管线中会有冷凝液聚集,导致颗粒过滤器在干燥排放时将积液瞬间喷出,同时也导致再生单元放空背压升高。
在MRU中颗粒过滤器和再生单元均需要放空,但是两个单元放空量及放空时的压力存在着较大的区别,在设计中应尽可能考虑将两个单元的放空系统分开设计,避免相互影响。
6 结语
该套三塔预涂式颗粒过滤器已经在乙二醇回收装置中投入使用,能够确保经过过滤后的乙二醇溶液精度达到NAS12以上,达到了设计的预期效果,为其后的工程设计积累了经验。
[1]曹莉,齐志彬,汪杨,李婷.海上气田乙二醇回收系统的优化研究[J].广州化工,2014,(22):159-161.
[2]宗俊斌.乙二醇回收和脱盐技术在番禺项目中的研究及应用[C].海洋工程论文集,2014.
[3]周生林,郭伟,宗俊斌,张海磊,刘红方,张强,郑天旭.番禺34-1气田乙二醇回收系统的设计改进[J].油气田地面工程,2016,(6):34-37.
[4]郝蕴,周晓红.南海深水气田群番禺34-1CEP平台乙二醇再生脱盐系统工艺设计[J].中国海上油气,2014,(4):91-95.
[5]STEPHEN H,STEPHEN T.Solubilities of inorganic and organic compounds[M].Oxford:per-gamon Press,1963.
Design and application of particle filter in ethylene glycol recovery unit
ZONG Junbin,YANG Yong,ZHAO Yingtao,LIN Yongtao,ZHANG Junshan
(CNOOC Deepwater Development Co.,Ltd.,Shenzhen Guangdong 518000,China)
In recent years,the application of particulate filter in the petrochemical industry is less in China.In the ethylene glycol recovery technology,the processing quantity and precision of the pellet filter are higher.Therefore,it is necessary to meet the requirements of a set of strong adaptability,large processing capacity,high processing precision and simple operation of the device.In this paper,the process,design and problems of particle filter in ethylene glycol recovery unit are discussed.
ethylene glycol recovery technology;particulate filter;precision
TE966
A
1673-5285(2017)04-0131-05
10.3969/j.issn.1673-5285.2017.04.033
2017-03-13
宗俊斌(1983-),工程师,主要从事海洋石油天然气开发开采及处理工作,邮箱:624798507@qq.com。
猜你喜欢
广东药科大学学报(2023年3期)2023-08-25 15:24:59
安徽建筑(2023年1期)2023-02-09 03:15:48
广东药科大学学报(2022年5期)2022-12-30 16:55:54
机械管理开发(2021年8期)2021-09-21 11:58:56
磷肥与复肥(2020年3期)2020-05-21 02:37:30
设备管理与维修(2019年12期)2019-02-18 00:51:40
中老年保健(2019年9期)2019-01-13 06:19:11
化肥设计(2018年2期)2018-05-18 12:23:17
防爆电机(2016年5期)2016-11-19 05:10:22
科技资讯(2014年26期)2014-12-03 22:07:26
