
20CrMnTiH5齿轮钢产品质量分析
2017-04-27 07:27:43郭志元
山东冶金 2017年6期
郭志元
(山钢股份莱芜分公司 特钢事业部,山东 莱芜271105)
1 前 言
传统20CrMnTiH齿轮钢是国内用于制造各种工程机械、汽车等传动齿轮、齿轮轴材料的钢种。传统齿轮钢品种单一,竞争力不强,为此山钢股份莱芜分公司开发了汽车用Cr-Mn-Ti系列保证淬透性齿轮钢20CrMnTiH5。该钢种在成分均匀性、钢液纯净度、晶粒细密度以及淬透性上都有大幅度提高,由此细化市场,满足客户多样化要求。为考察产品质量及对生产提供进一步指导,本研究对山钢股份莱芜分公司生产的20CrMnTiH5钢质量进行检验分析。
2 质量检验
20CrMnTiH5齿轮钢生产工艺流程:50 t电炉→LF精炼→VD真空脱气→连铸(电磁搅拌)→轧制→精整→检验→入库。自2015年1—10月,山钢股份莱芜分公司共统计生产的20CrMnTiH5齿轮钢476炉,对钢的成分及性能进行检验统计。
2.1 化学成分
20CrMnTiH5钢的化学成分见表1,由表1可以看出钢的化学成分基本控制在标准要求内,P、S杂质元素控制较好,Ti含量控制在合理的水平(经验数值Ti含量为0.07%),既细化了晶粒,又避免TiN夹杂含量过多。C、Si、Mn、Cr是影响淬透性最强烈的元素,其含量控制在较窄的范围内。由于每炉之间的化学成分波动范围控制一般,扩大了淬透值的波动范围,无法满足部分客户对于大批量钢材淬透性一致的要求。

表1 20CrMnTiH5钢化学成分 %
2.2 组织与性能
2.2.1 低倍组织
经酸浸后的低倍试片上不得有肉眼可见的缩口、裂纹、气泡、夹杂、翻皮、白点及有害杂物,协议要求及检验结果见表2。由表2可以看出,不同规格钢的低倍组织均能达到要求且波动范围不大。低倍组织检验一次合格率达到100%。
2.2.2 非金属夹杂和晶粒度
非金属夹杂破坏了钢的连续性,造成了钢的组织不均匀,严重危害钢材质量,降低钢的使用寿命。钢中的非金属夹杂物应尽量少,20CrMnTiH5钢协议要求及检验结果见表3。统计表明,非金属夹杂检验的一次合格率为99.79%。晶粒大小是齿轮钢的一项重要指标,齿轮钢中细小均匀的奥氏体晶粒,淬火后得到细马氏体组织,可明显改善钢的疲劳性能,同时减少齿轮热处理后的变形量。20CrMnTiH5钢晶粒度检验的一次合格率为100%,控制水平较高。

表2 20CrMnTiH5钢低倍组织 级
2.2.3 带状组织
带状组织的存在使20CrMnTiH5钢组织不均,对钢材的塑性、冲击韧性和断面收缩率等性能造成不利影响。因此,通过合理的方式减轻带状组织是非常重要的。在生产过程中,加热制度控制、终轧温度控制和轧后冷却速度控制对于细化晶粒、减轻带状组织有着明显的作用[1]。协议要求20CrMnTiH5钢带状组织≤3.0级,检验结果为0.5~3.0级,可知带状组织一次合格率达到100%。
2.2.4 氧含量
Q/3700 LYS 198—2010标准规定氧含量≤20×10-6。氧含量对于齿轮钢的疲劳寿命有着重要的影响[2]。检测表明,20CrMnTiH5 钢氧含量为(10.9~22)×10-6,平均 15.9×10-6,极差 11.1×10-6。检验值范围较大,一次检验时不合格14炉,氧含量一次合格率为97.06%。
2.2.5 末端淬透性
使用生产钢材加工成的齿轮出现问题最多的是淬透性的不稳定性,达不到要求的硬度或热处理后产生不均匀变形。主要原因在于不同炉次钢的质量波动和同一炉钢的质量不均匀性。20CrMnTiH5钢淬透性标准要求及检验结果见表4。标准要求J9、J15 ΔHRC≤7,带宽较窄;检验结果J9与J15淬透值超出标准要求并复验的共有37炉。淬透性一次合格率为92.23%。

表3 20CrMnTiH5钢非金属夹杂和晶粒度 级

表4 20CrMnTiH5钢淬透性(HRC)
2.3 外观质量
2.3.1 热顶锻
20CrMnTiH5钢每月的顶锻炉数与一次合格率如图1所示。
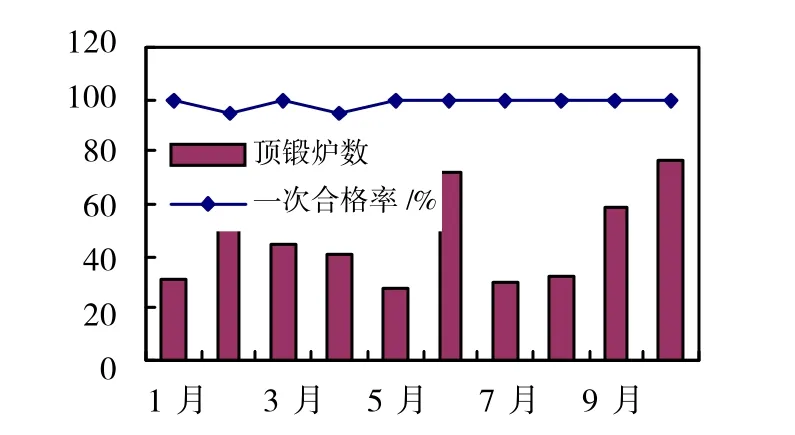
图1 20CrMnTiH5钢顶锻炉数与合格率
其中,2月与4月各出现一炉轻微顶锻裂纹,总体热顶锻质量较稳定。热顶锻一次合格率为99.57%,复顶合格率100%。
2.3.2 尺寸及外形
山钢股份莱芜分公司企业标准LQB 012—2011规定的圆钢尺寸允许偏差及不圆度见表5,图2是直径为 70、90、120、160 mm 的实测尺寸分布,其尺寸允许偏差分别为±0.7、±1.0、±1.35、±1.9 mm。可以看出尺寸基本控制在二组精度内,尺寸波动范围大,离散度高,大部分在尺寸上下限浮动,容易造成不圆度超差。为此,加强和优化轧制工艺控制,严格质量检验,20CrMnTiH5钢的外观质量明显改善。
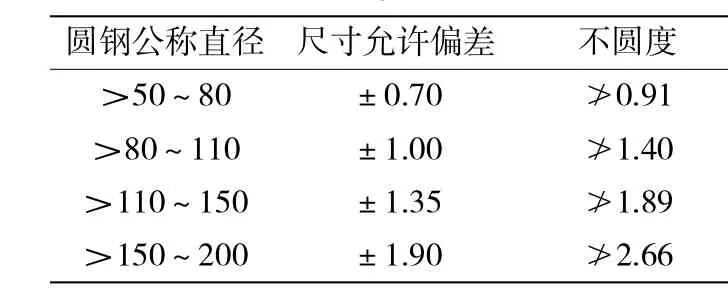
表5 尺寸允许偏差及不圆度 mm
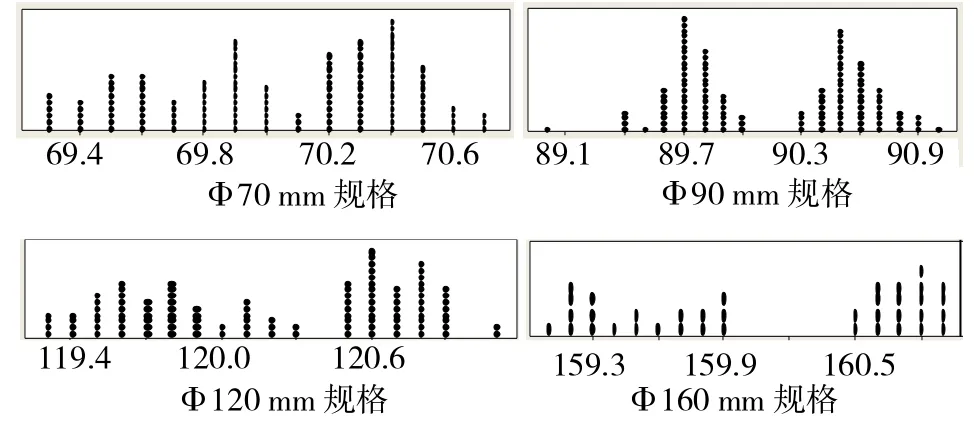
图2 4种规格20CrMnTiH5钢实测尺寸分布
3 质量分析
2015年1—10月,共检验入库20CrMnTiH5钢476炉,检验一次合格率88.66%,检验合格率为98.3%,钢种兑现率100%。可以看出一次合格率水平不高,复验54炉。其中因热顶锻复验为2炉(4%),氧含量复验14炉(26%),末端淬透性复验37炉(68%),非金属夹杂复验1炉(2%)。
20CrMnTiH5一次合格率仅为88.66%,而在检验不合项目中末端淬透值和氧含量复验的炉数占到不合项的94%。因此提高此钢种的一次合格率,最重要的就是要提高末端淬透性与氧含量的合格率。
3.1 氧含量控制
在工艺控制中采用控制出钢终点碳和预脱氧,加强精炼脱氧和出钢软吹,做好保护浇注等措施,降低钢中氧含量。稳定工艺操作,对EAF-LF-CC各工序环节加强控制均能有效控制氧含量[3]。
3.2 压缩比对末端淬透值的改善作用
20CrMnTiH5的成品规格从Φ65~Φ160 mm。来料均为断面260 mm×300 mm的连铸坯。根据压缩比公式( =O/n,O为铸坯断面积,n为成品断面积),可以计算出不同成品规格的压缩比,根据检验数据可以得到末端淬透值与压缩比的关系,见图3。
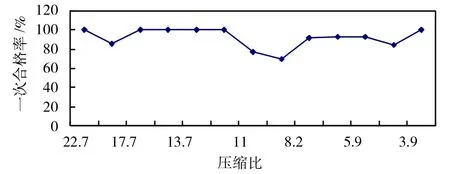
图3 20CrMnTiH5钢压缩比与一次合格率关系
由图3可以看出,压缩比为3.9~11的情况下出现复验的炉数较多,而在压缩比为12.3~22.7的情况下一次合格率基本稳定。适当的压缩比可以将坯料内部的组织压实,焊合孔洞、裂纹,均匀偏析成分,使钢材性能一致[4],从而改善齿轮钢的淬透性。在压缩比3.9~6.9范围内复验炉数最多,达到了29炉,在压缩比8.2~13.7范围内复验炉数6炉,在压缩比15.5~22.7范围内复验炉数最少,只有2炉。因此采取适当的压缩比对于末端淬透性的改善有一定的作用。
4 结 论
4.1 山钢股份莱芜分公司特钢事业部共统计生产的20CrMnTiH5齿轮钢476炉,一次合格率88.66%,检验合格率98.32%,钢种兑现率100%。总复验炉数为54炉,一次合格率水平不高。
4.2 检验不合格项目中末端淬透性值(68%)和氧含量(26%)复验的炉数占到不合格项的94%,要提高该钢种的一次合格率,最重要的就是提高其末端淬透性值与氧含量的合格率。
4.3 窄范围控制化学成分,稳定每炉之间化学成分的波动,采取适当的压缩比将坯料内部的组织压实,焊合孔洞、裂纹,均匀偏析成分,使钢材性能一致,从而改善齿轮钢的淬透性,提高末端淬透性值的一次合格率;优化工艺控制,稳定工艺操作,降低氧含量,提高氧含量的一次合格率。控制好此两项是大幅度提高钢种一次合格率的有效措施。
参考文献:
[1] 吕林,毛建强,袁淑君,等.温度制度对齿轮钢带状组织控制的研究[J].莱钢科技,2010(6):50-52.
[2] 胡联舫,李怀明.汽车用齿轮钢的现状及发展[J].冶金标准化与质量,1996(6):11-12.
[3] 马佐仓,范夕荣,翟正龙,等.优化EAF—LF—CC工艺降低钢中氧含量[J].莱钢科技,2006(6):22-26.
[4] 陈林,郭瑞华,包喜荣.轧钢生产问答[M].北京:化学工业出版社,2008:98.
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:26
山东冶金(2022年1期)2022-04-19 13:40:40
山东冶金(2022年1期)2022-04-19 13:40:16
重型机械(2020年4期)2020-06-29 03:06:18
四川冶金(2019年5期)2019-12-23 09:05:02
山东冶金(2018年5期)2018-11-22 05:12:36
热处理技术与装备(2014年6期)2014-01-10 12:36:26
热处理技术与装备(2014年6期)2014-01-10 12:36:22
热处理技术与装备(2014年6期)2014-01-10 12:36:20
四川冶金(2013年4期)2013-08-15 00:45:06
