碳纳米管改性纤维复合材料研究进展
2017-04-23 11:33范雨娇王海雷苑晓洁姜茂川王犇
新材料产业 2017年6期
范雨娇 王海雷 苑晓洁 姜茂川 王犇

复合材料因其比强度、比模量高的特点在汽车、船舶、以及飞机制造工业得到了广泛应用。但纤维增强复合材料具有各向异性的特点,其面内的抗拉强度与刚度较高,而层间性能较差。碳纳米管(CNTs)超强的力学性能为改善复合材料层间性能提供了新途径。纤维增强复合材料因为其比强度、比模量高以及质量轻的特点在汽车、船舶、以及飞机制造工业得到了广泛的应用。但复合材料层板的性能存在着各向异性的特点,其面内的抗拉强度与刚度较高,而抗压缩性能以及层间性能较差。例如复合材料层板吸收冲击载荷的能力十分有限,冲击后材料的性能会明显的下降,其原因是它的塑性较差并且界面相对薄弱。界面决定载荷从基体向增强体传递的效率,对于复合材料强度特别是偏轴强度在一定程度上起到决定性作用;对于复合材料的损伤累积与裂纹传播历程起一定影响。因而改善纤维复合材料层间性能也是提高复合材料综合性能的有效途径。
CNTs是新型功能材料,具有大的长径比、超高的强度和模量、韧性好、密度低、更兼具特殊的电子学性质,是复合材料的优秀改性剂和理想的功能、增强材料。其超强的力学性能可以极大地改善聚合物基复合材料的强度和韧性。相比于传统纤维,碳纳米管与树脂之间的应力传递效率要高出传统纤维10倍。并且碳纳米管具有各向同性的特点。因此,在传统复合材料中引入碳纳米管,借助其优良的力学性能、大长径比、各项同性等特点,成为了改善传统复合材料层间性能的有效途径。碳纳米管存在于裂纹前缘还可以通过架桥作用、碳纳米管的断裂以及碳纳米管的拔出吸收能量以减缓裂纹的扩展。从而提高其层间的断裂韧性以及使其具有一定的功能性。目前碳纳米管改性纤维复合材料的方法可分为以下3类:通过碳纳米管对于树脂基体的改性,改善复合材料的力学性能;通过碳纳米管对于纤维进行改性,从而增加纤维与树脂界面性能以及层间性能,从而综合提高复合材料的性能;通过碳纳米管对于预浸料进行改性,从而改善复合材料的层间韧性及其他性能。
一、碳纳米管改性纤维复合材料主要方法
碳纳米管分散在树脂基体中,能够起到增强界面,以及增强基体的作用。一方面能改善环氧树脂基体的力学性能。另一方面在纤维与树脂界面处CNTs的搭桥作用,可以有效传递应力,阻止裂纹扩展,增韧纤维与树脂界面。树脂的固化特性以及力学性能,也会受到碳纳米管的影响。但是由于分散在界面处的CNTs有限,对界面的影响较小;目前碳纳米管与聚合物进行复合的方法主要有3种:直接共混法、溶液共混法和原位复合法。直接共混法是工业上一种比较常用的方法,可进行规模化生产,此方法将碳纳米管直接分散在树脂基体中。溶液共混法是将碳纳米管与树脂共同分散在溶剂中进行混合或先将碳纳米管分散在溶剂中再加入树脂基体进行混合。原位复合法是指将碳纳米管与聚合物单体混合后进行单体聚合,这种方法中碳纳米管与基体的界面结合性能较好。
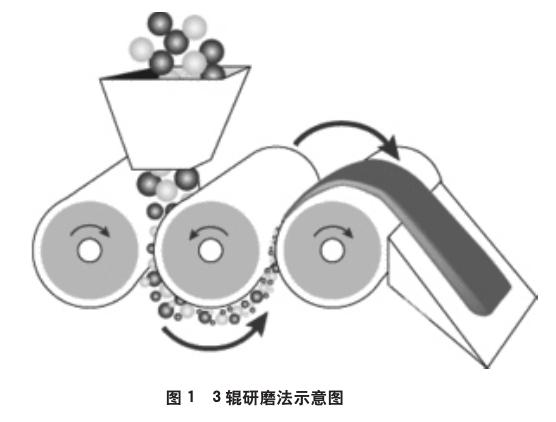
Zhiqi Shen[1]将CNTs与尼龙混合后制膜再与玻璃纤维组成复合材料层板,并研究了CNTs含量对材料的力学性能、热性能以及耐火性能的影响。实验表明,当碳管添加量高于2%时,复合材料层板的抗弯极限增高36%。Tugrul Seyhan[2]使用3辊研磨法(见图1),将环氧树脂与CNTs进行混合后通过真空辅助树脂传递模塑成型法制备了复合材料层合板。实验发现通过在树脂中添加质量分数为0.1%的胺基功能化的多壁碳纳米管后,复合材料层板的II型断裂韧性(GIIC)以及层间剪切强度分别提高8%与11%。但是I型断裂韧性没有明显的提升。通过SEM观察了碳纳米管的分布以及断口形貌,发现3辊研磨法对于碳管在樹脂中的分散优于声波降解法以及高速剪切法,并且CNTs在界面起到了增强作用。
Lars B ger[3]等使用3辊法将多壁碳纳米管(MWCNTs)混入RIM 135环氧树脂中,之后使用真空灌注工艺制备玻璃纤维复合材料,考察玻璃纤维复合材料的静态拉伸以及动态疲劳性能。通过扫描电子显微镜(SEM)观察发现,在树脂中存在着CNTs的团聚现象。作者通过检测复合材料拉伸过程中的电阻变化来判断初始裂纹的产生。经过测试发现,加入质量分数为0.3%的MWCNTs后产生初始裂纹的压力提高,疲劳性能也有所提高。V.Kostopoulos[4]将多壁碳纳米管使用3辊研磨的方法分散到双酚A树脂中,制成碳纤维复合材料层板后,研究了层板的冲击后性能。研究表明,经碳纳米管改性后的层板相比于未改性层板冲击后的压缩模量以及压缩强度都有所提高,并且冲击后的压缩-压缩疲劳寿命也有所提高。Naveed A.Siddiqui[5]等将碳纳米管进行表面处理后,先分散在丙酮中,再与环氧树脂均匀混合,探究了碳纳米管质量分数分别为0%、0.5%、0.7%和1.0%的环氧树脂的流变特性与固化特性,得到结论为:环氧树脂的黏度随着碳纳米管含量的增加而增加。表面处理过的碳纳米管对于树脂固化行为的催化活性在碳纳米管质量分数低于0.5%时可以忽略不计,而当碳纳米管的质量分数增加至1.0%时,催化活性显著提高。A.Rahaman[6]等人研究了碳纳米管的加入对于树脂固化行为的影响。在其研究中使用溶液共混法将碳纳米管与树脂进行混合,混合后将溶剂挥发制备碳纳米管环氧树脂复合材料。分别制备了功能化碳纳米管复合材料与非功能化碳纳米管复合材料,并对3种碳纳米管的质量分数进行了研究,分别为0.1%、0.5%及1.0%。实验研究表明,由于碳纳米管的加入给分子链运动带来的阻碍作用,使得固化反应的活化能出现改变,并且通过DSC数据分析发现,碳纳米管的加入会使得树脂的固化温度向低温方向移动,作者认为其源于碳纳米管较高的导热系数。李兆敏[7]使用羧基化和胺化的多壁碳纳米管溶于丙酮溶剂后与环氧树脂进行混合,模压成型后环氧树脂的力学性有了较大的改善,体电阻率有明显的下降。Behnam Ashrafi[8]通过一系列的反应条件将单壁碳纳米管通过化学键与树脂连接再将树脂灌注到预成型体中固化成型,最终制得的复合材料层板的冲击后压缩强度提高3.5%,GIC提高13%,GIIC提高28%。
二、碳纳米管改性纤维
碳纳米管改性纤维的方法主要分为2种:通过化学气相沉积方法(CVD)在碳纤维表面直接生长出碳纳米管;另一种则是通过化学或者物理键合把碳纳米管接枝到碳纤维表面。碳纳米管在纤维表面的沉积可产生碳纳米管/碳纤维多尺度增强体(如图2所示)。多尺度增强复合材料可以充分发挥碳纤维和碳纳米管的优势性能,显著改善树脂与纤维之间的相互作用和界面强度。其原因在于多尺度的形貌可以大大增加纤维与基体的接触面积,增强界面的机械啮合作用。另一方面此种方法可以实现碳纳米管的定向排布,由于碳纳米管具有很好的韧性,因而也可提高基体材料的韧性。另外,碳纳米管可以起到阻止裂纹扩展的作用。若CNTs表面含有活性基团,还可提高与基体树脂之间的浸润性。
1.化学气相沉积
2009年,利用CVD方法,Sager[10]等人通过调整CVD生长碳纳米管的条件参数,制备2种不同形态的增强体,分别为定向生长和自由生长,如图3所示,并研究了其与环氧树脂的界面剪切强度。研究表明界面强度增长11%~71%。但作者也指出由于造成纤维的损伤,强度模量下降约12%。
Sunny S.Wicks等人使用化学气相沉积的方法在氧化铝纤维表面沉积碳纳米管。氧化铝纤维在化学气相沉积的过程中不会造成纤维的力学性能损失。此学者研究了CNTs的沉积對于使用真空关注成型(VARI)工艺中树脂的渗透率的影响。实验表明,CNTs的沉积使得树脂灌注过程中表面积提高,从而使得渗透率下降。并且随着CNTs含量的增大,渗透率下降增多,但是并不明显。沉积CNTs后的纤维仍然具有较好的工艺性能。
虽然,通过CVD法在纤维表面生长CNTs或通过化学方法在纤维表面接枝CNTs,能明显提高界面剪切强度(IFSS),但是这种方法也会对纤维性能产生一定影响,降低纤维拉伸强度。Sager指出[11],接枝CNTs在提高IFSS的同时,也使纤维的拉伸强度降低30%,杨氏模量降低10%。纤维拉伸强度的降低是因为纤维表面被引进的催化颗粒损害。
高温处理过程去除了纤维表面的上浆剂。使得纤维与树脂基体的浸润性和化学键减弱,并且生长碳纳米管所使用的金属催化剂的残留也会对于树脂与增强体的界面造成污染。由于化学键合作用的减弱,此方法制备的增强体在界面性能提高方面效果非常有限。
2.化学改性法
Laachachi等[12]采用了化学改性的方法,首先分别通过酸化、热处理,分别在CNTs、碳纤维上接枝羧基和氨基,然后两者官能团间进行酯化、脱水、胺化等反应,反应过程中,以丙酮作溶剂,对纤维进行超声处理。结果表明CNTs对纤维的接枝效果较好。接枝后,CNTs以三维网络的形式富集在纤维周围,对碳纤维进行强烈的水洗及超声浴都不影响接枝效果。
Vinodp.Veedu使用直接在碳布上生长碳纳米管的方法,制备三维的增强复合材料,碳纳米管在厚度方向上起到了增强作用[13]。并且复合材料的硬度、面内力学性能、热传导以及电传导性和层间断裂韧性都有极大提高。此种方法可以改善复合材料的性能,但是技术设备和工艺条件要求高,并且需要清除金属催化杂质,否则也会对于界面粘结性产生不良影响。
以上的方法在多尺度增强体的制备过程中,成功地避免了催化剂的污染,有利于在实际生产中实施。但是接枝的方法可控性不强,碳纳米管可能呈倒伏状态,无法起到基体中的“铆钉”作用。同时,由于纤维表面活性点较少,接枝的碳纤维明显分布不均匀,多为缠结状态,与纤维的结合强度无法保障。
3.碳纳米管浸润剂改性法
由于以上提到的化学改性纤维的方法对条件要求较为苛刻并且会对纤维造成一定的损伤,所以有许多学者提出将碳纳米管加入到纤维浸润剂中,并且尝试用多种途径将CNTs分散并固定在纤维表面上。这种方法可以利用碳纳米管分散在树脂中的技术,并且又不会对纤维造成损伤。目前文献中提到的途径有表面涂覆法与喷涂法以及VARIM浸渍技术。
(1)表面涂覆法
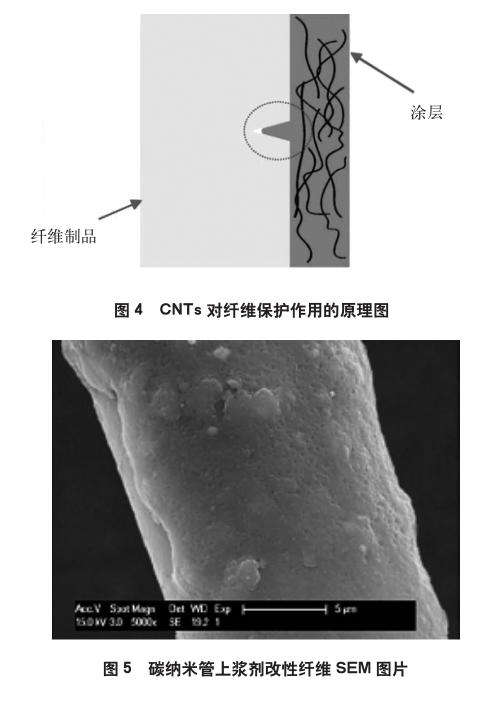
表面涂覆法是将碳纳米管加入到环氧树脂中制成浸润剂,然后将浸润剂均匀地涂覆在纤维表面。香港大学Siddiqui等人[14]研究通过碳纳米管/环氧树脂复合胶衣层改性玻璃纤维(GF)表面,用以提高纤维的拉伸性能。笔者认为,纤维的断裂往往是从微裂纹开始,这些地方往往成为高应力集中点,纤维越长,表面缺陷越多,越易破坏。碳纳米管涂层则可以弥补缺陷,同时涂层中CNTs的搭桥作用,也可以有效传递应力,阻止裂纹扩展,原理图如图4所示。涂层中CNTs的分布会影响到纤维的拉伸性能,分散较差时,会在纤维表面形成缺陷,降低了拉伸性能;CNTs/环氧树脂改性后的纤维束,与树脂基体的界面结合能力最强,拉伸强度也要高出很多。修复胶衣层覆盖在脆性纤维的表面能有效减少应力集中,提高复合材料的增强效率(裂纹治愈效果)。
Warrier等人[15]将质量分数为0.5%CNTs分别加入上浆剂、树脂基体、上浆剂和树脂基体,这3种玻璃纤维环氧树脂体系中。研究发现,仅仅通过CNTs上浆剂浸润玻璃纤维制备的复合材料与未添加CNTs的复合材料相比,其玻璃化转变温度提高了近10%,热膨胀系数降低了31%,阻止界面处裂纹生长的断裂韧性提高了近10%,但是加速了裂纹的扩展速率,使裂纹扩展的韧性降低了53%。同样的趋势也出现在CNTs仅仅分散在树脂基体中,CNTs同时分散在上浆剂和树脂基体中。但是,仅仅将CNTs分散在上浆剂中,用未添加CNTs的环氧树脂浸润制得的复合材料,其热性能和界面性能的改善最为显著。
A.Godara[16]等人研究了玻璃纤维环氧树脂体系。同样将CNTs加入到上浆剂、基体、基体与上浆剂中。CNT的使用3辊压延的方法分散在基体与上浆剂中。作者将纤维拖拽过上浆剂溶液中(水溶性并且含有树脂以及0.5%的多壁碳纳米管),并且随后将其在120℃进行干燥;上浆剂的厚度为1~2μm,并使用单丝顶出实验来表征界面剪切强度。实验结果表明,将CNTs加入到上浆剂中的增强效果最明显,其SEM图像见图5。将CNTs加入到上浆剂以及基体中的增强效果最差,笔者分析其原因为CNTs已过度饱和。
(2)喷涂法
喷涂法是将配置好的浸润剂使用喷枪直接喷洒在纤维或织物表面。此方法相比于表面涂覆法需要浸润剂具有较低的粘度。
Daniel C.Davis[17]等人将胺基化的单壁碳纳米管通过高剪切与超声分散的方式分散在乙醇中配置浸润剂。使用配置好的浸润剂喷涂在每张纤维布表面,通过烘干将溶剂挥发使碳管分散在碳纤维表面上。经过真空辅助树脂传递模塑成型制成复合材料层合板。实验表明,CNTs质量分数(CNTs质量与纤维质量之比)为0.2%与0.5%的碳纳米管增强碳纤维复合材料的相比于没有用碳纳米管的复合材料强度与刚度以及疲劳寿命都有所提高。作者认为强度提高的原因在于功能化的碳纳米管在基体与纤维的界面区域的活性点间起到纳米级的共价键连接。刚性的提高是由于碳纳米管在树脂的大分子链之间起到了共价键连接的作用。复合材料层板的疲劳性能的提高也得益于碳纳米管的界面增强作用。(3)VARTM预浸渍技术
Limin Gao等人[18]采用VARTM技术将玻璃纤维浸渍在已配制好的浸润剂溶液中,并经过一定条件的干燥挥发溶剂使CNT固定在纤维表面。其SEM图如图6所示。将其与使用3辊将碳纳米管分散在树脂中的方法进行对比。研究发现2种方法成型后的复合材料的导电性能提高,电阻率下降。使用上浆剂的方法改善电性能更加明顯。
三、碳纳米管改性预浸料
Faustino Mujika等人[19]使用将含有功能化的MWCNT的溶液喷涂在预浸料的表面,将溶液挥发后通过热压的方法制备复合材料,并测试其弯曲性能以及裂纹在层间的扩展能力。通过这种新的工艺方法制备的复合材料相比于没有CNT改性的预浸料制备的复合材料,弯曲性能并没有明显提升,原因在于当材料受到弯曲载荷时,中间增强层所受到的张力为零。对于裂纹的扩展能力,由于未功能化的CNTs的分布不均以及其与树脂之间的连接较弱,所以其对于层间断裂性能(GIIC)的增强效果不明显。但对于功能化的CNTs,其增强效果明显。相比于无CNTs的层板,含有质量分数为0.1%CNTs的改性层板。其层间断裂韧性的初始值增加了22%,而扩展值增加了14%。
John Williams等学者[20]先将CNTs进行等离子体改性,以提高CNTs在乙醇中的均匀分散性。制备好含有CNTs的乙醇分散液后,使用涂覆装置将其涂覆在玻璃纤维预浸料表面上,其装置如图7所示。再将乙醇挥发,之后考察无CNTs、CNTs含量为1.2g/m2、1.6g/m2及2.0g/m2层板的I型断裂韧性(GIC),并观察层合板的断裂形貌。研究表明,CNTs含量为1.6g/m2的层板GIC初始值与扩展值分别提高22%与46%。笔者认为GIC扩展值得以提高主要是CNTs的存在使得裂纹扩展的路径偏离了中间层,出现明显的纤维架桥作用。
四、结语
目前将碳纳米管分散于树脂基体对于复合材料进行增韧的方法已经较为成熟,具有易于工业化生产等优点,但是此方法成本较高,不能高效利用CNTs。今后应着重提高碳纳米管的利用效率,推进其工业化应用和发展。使用CNTs直接对于纤维或者预浸料进行改性的方法,能够较好地利用CNTs,使得CNTs能够分布在纤维与树脂的界面或者预浸料层间,起到更好的架桥作用,增加裂纹扩展路径,从而起到抑制裂纹扩展,提高复合材料层间断裂韧性以及综合力学性能。但目前此类方法的工业化水平较低,应着眼于开发可工业化的方法并提高其成熟度。
参考文献
[1] Shen Zhiqi,Bateman S,Wu Dongyang,et al.The effects of carbon nanotubes on mechanical and thermal properties of woven glass fibre reinforced polyamide-6 nanocomposites[J].omposites Science and Technology,2009,69:239-244.
[2] Tugrul S A,Tanoglu M,Schulte K.Mode I and mode II fracture toughness of E-glass non-crimp fabric/carbon nanotube (CNT) modified polymer based composites[J].Engineering Fracture Mechanics,2008,75:5151-5162.
[3] B ger L,Sumfleth J,Hedemann H.Improvement of fatigue life by incorporation of nanoparticles in glass fibrereinforced epoxy[J].Composites:Part A,2010,40:1419-1424.
[4] Kostopoulos V,Baltopoulos A, Karapappas P,et al.Impact and after-impact properties of carbon fibre reinforced composites enhanced with multi-wall carbon nanotubes[J].Composites Science and Technology,2010,70:553-563.
[5] Siddiqui N A,Khan S U,Ma P C,et al.Manufacturing and characterization of carbon fibre/epoxy composite prepregs containing carbon nanotubes[J].Composites Part A:Applied Science and Manufacturing,2011,42(10):1412-1420.
[6] Rahaman A,Mohanty A.Effect of carbon nanotubes on the curing and thermomechanical behavior of epoxy/carbon nanotubes composites[J].Polymer Composites,2014,35(3):441-449.
[7] 李兆敏,王聰,韩克清,等.表面官能团化多壁碳纳米管/环氧树脂复合材料的制备及性能[J].材料科学与工程学报,2007,25(3):395-398.
[8] Behnam A,Guan J W,Mirja lili V,et al.Enhancement of mechanical performance of epoxy/carbon fiber laminate composites using single-walled carbon nanotubes[J].Composites Science and Technology,2011,71:1569-1578.
[9] VeeduV P,Cao A Y,Li X S,et al.Multifunctional Composites using Reinforced Laminar with Carbon-nanotube Forests[J].Nature Material.2006,5:457-462.
[10] Sager R J,Klein P J,Lagoudas D C,et al.Effect of Carbon Nanotubes on the Interfacial Shear Strength of T650 Carbon Fiber in an Epoxy Matrix.Composites Science and Technology.2009,69:898-904.
[11] Boskovic B O,Golovko V B,Cantoro M,et al.Low Temperature Synthesis of Carbon Nanofibres on Carbon Fibre Matrices [J].Carbon.2005,43(13):2643-2648.
[12] Laachachi A,Vivet A,Nouet G,et al.A chemical method to graft carbon nanotubes onto a carbon fiber[J].Materials Letters.2008,62(3):394-397.
[13] Veedu V,Cao A Y,Li X S,et al.Multifunctional composites using reinforced lamina with carbon-nanotube forests[J]. Nature.2006,5:3455-3897.
[14] Siddiqui N A,Sham M L,Tang B Z,et al.Tensile strength of glass fibres with carbon nanotube-epoxy nanocomposite coating[J].Composites Part A:Applied Science and Manufacturing.2009,40(10):1606-1614.
[15] Warrier A,Godara A,Rochez O,et al.The effect of adding carbon nanotubes to glass/epoxy composites in the fibre sizing and/or the matrix[J].Composites Part A:Applied Science and Manufacturing.2010,41(4):532-538.
[16] Davi D C,Wilkerson J W,Zhu J,et al.A strategy for improving mechanical properties of a fiber reinforced epoxy composite using functionalized carbon nanotubes[J].Composites Science and Technology,2011,71:1089-1097.
[17] Godara A,Gorbatikh L,Kalinka G,et al. Interfacial shear strength of a glass fiber/epoxy bonding in composites modified with carbon nanotubes,[J].Composites Science and Technology.2010,(70):1346-1352.
[18] Thakre P R,Lagoudas D C,Riddick J C.Investigation of the effect of single wall carbon nanotubes on interlaminar fracture toughness of woven carbon fiber–epoxy composites [J].Composite Materials.2011,45(10):1091-1105.
[19] Mujika F,Vargas G,Ibarretxe J.Influence of the modification with MWCNT on the interlaminar fracture properties of long carbon fiber composites.[J]Composites: Part B.2012,43:1336-1340.
[20] Williams J,Graddage N,Rahatekar S.Effects of plasma modified carbon nanotube interlaminar coating oncrack propagation in glass epoxy composites[J].Composites:Part A,2013,53:173-181.
猜你喜欢
速读·中旬(2021年10期)2021-10-14
科技视界(2020年6期)2020-04-27
学生导报·东方少年(2019年20期)2019-11-27
振动工程学报(2019年2期)2019-05-13
东方教育(2018年3期)2018-03-30
绿色科技(2017年12期)2017-07-21
对外经贸(2017年3期)2017-04-26
哈尔滨理工大学学报(2016年3期)2016-11-05
筑路机械与施工机械化(2016年6期)2016-07-16
城市建设理论研究(2012年22期)2012-09-06