
法兰密封的有限元分析及其安装要点
2017-04-12 03:42李旺
化工管理 2017年10期
李旺
(中海油惠州石化有限公司, 广东 惠州 516000)
法兰密封的有限元分析及其安装要点
李旺
(中海油惠州石化有限公司, 广东 惠州 516000)
在管道施工和化工装置安装中,法兰密封的安装质量是整个设备体系密封的保证。在法兰的安装过程中,螺栓、法兰、垫片处在一个协调变形系统中,影响因素比较复杂。笔者根据工作实践经验,运用有限元分析技术,将法兰密封安装要点归纳为“十八字要点”,即:选的对、查得细、清得净、装得正、把得匀、管得严。
法兰密封;垫片参数;有限元分析;要点
1 垫片的技术参数
为了说明本文内容,有必要对正确安装垫片有关4项主要参数进行说明:垫片密封比压力y,垫片系数m,垫片压缩率,垫片回弹率,这4个参数是由垫片本身的性能决定的。
(1)比压力 预紧应力是保证垫片操作时密封性能的重要前提,螺栓预紧力通过法兰密封面把垫片压紧,垫片表面压应力必须达到一定的数值才能使垫片变形而压实,压紧面上由于机械加工形成的微隙被填满,形成初始密封条件。所需的这个压紧应力称为垫片比压力y,可以理解为“填满微隙所需的压应力”。初始密封是通过垫片受压变形实现的,通俗说“填满间隙靠压缩量,保持填满间隙状态靠回弹量”,垫片越软越容易变形,也就越容易填满密封面的微隙。
(2)垫片系数 法兰形成初始密封条件后,在工作状态时,温度和介质内压的作用使法兰变形加大、螺栓被拉长,法兰面沿着彼此分离的方向移动,降低了压紧面与垫片之间的压紧应力,被压缩的垫片回弹对分离进行补偿。如果垫片的回弹能力能补偿法兰和螺栓的变形,使密封面压力降到不小于操作压力的m倍,则法兰压紧面之间能够保持较好的密封状态,否则会发生泄漏,m称为垫片系数。“在工作状态下,垫片密封面上保持m倍的操作压力,就能保持不泄露”是错误的理解,错误在于忽略了“形成初始密封条件后、微隙已被填满”这个前提。如垫片被“嗤开”后,填满微隙状态被破坏,垫片需要再被压缩一定的量才能填满微隙,对法兰密封极为不利。在工作状态下,垫片表面的剩余压应力必须大于m倍的操作压力,例如石棉橡胶垫的垫片系数为1.25,缠绕垫片的垫片系数为2.5~4。
(3)压缩率和回弹率 垫片的压缩率和回弹率是在试验时,按规定的程序对垫片加载、卸载,测量垫片在加载、卸载前后的厚度,再经过计算得到的。压缩率是压缩量与垫片厚度的比值,回弹率是回弹量与压缩量的比值。
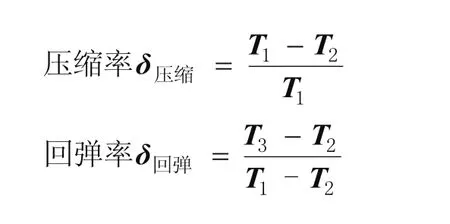
式中:T1为垫片在预载荷时的厚度;T2为垫片在总载荷下的厚度;T3为垫片回弹至预载荷时的厚度。
在这里笔者提请注意,回弹率的基数是垫片的压缩量。例如缠绕垫片厚度4.5mm,压缩率为25%,回弹率为20%。68MPa时,垫片的压缩量=4.5*25%=1.125mm,但卸载后回弹量=1.125*20%=0.225mm,而不是4.5*20%=0.9mm。
2 压缩与回弹
(1)压缩回弹曲线 图1是金属缠绕垫片的压缩回弹试验曲线[1],试验用垫片厚度为4.5mm。垫片沿压缩曲线被压缩后产生变形,形成压缩量。卸载后,垫片沿回弹曲线回弹,形成回弹量。压缩量=回弹量+永久变形。由图1可见:加载曲线成非线性关系;卸载曲线与加载曲线不同,卸载开始时曲线接近直线下降,至较低应力时曲线是非线性的,垫片有较大的回弹;在相同压缩量下,垫片应力随柔性石墨厚度的增加而减小。在相同的垫片应力下,压缩量随柔性石墨厚度的增加而增大。(见图1)
(2)压缩回弹过程 垫片压缩回弹过程如图2所示,对几种工况的压缩回弹过程作说明。
①从O压缩至A,在A点卸载至C。垫片沿OA被压缩至A,压缩量为OD,沿AC回弹至C,回弹量为DC,永久变形量为CO。②从O压缩至A,在A点卸载至C,再从C点压缩至B,在B点卸载,这个过程相当于二次紧固。垫片从C点沿CA被压缩至A,压缩量为CD,再沿AB被压缩至B,压缩量为DF,总压缩量为CF,沿BE回弹至E,回弹量为FE,永久变形为EC。③从O直接压缩至B,在B点卸载。垫片沿OB被压缩至B,压缩量为OF,沿BE回弹至E,回弹量为FE,永久变形为EO。④从O压缩至B,在B点卸载至E,再从E点压缩至B,在B点卸载至E,这个过程相当于垫片重复使用。垫片从E点沿EB被压缩至B,压缩量为EF,再沿BE回弹至E,回弹量为FE。(见图2)
3 法兰密封安装要点
笔者归纳为选得对、查得细、清得净、装得正、把得匀、管得严。选得对是在施工图设计阶段做的工作,本文不叙述。
(1)查得细 垫片、法兰、螺栓的规格型号、材质、尺寸与设计相符;垫片整体无变形、扭曲,外观合格,石墨带完好;垫片和法兰表面不得有划痕、磕痕和锈斑;对凸凹法兰检查垫片与凹法兰面的配合尺寸;不同材质、不同规格螺栓不得混用。
(2)清得净 法兰面必须清净,对使用过的法兰更应注意,焊渣、铁屑、氧化皮、沙粒、油泥、旧垫片的残留物等污物杂物一定要清除彻底。
(3)装得正 装得正包括法兰装得正和垫片装得正。法兰装得正要求配对法兰“偏盘”、“偏眼”、“张嘴”偏差在规定范围内。“偏盘”指配对法兰外缘不重合,对垫片装得正有影响,尤其对凸凹垫片不易入槽。强行安装过程中,法兰与垫片密封面有相对滑动,容易损伤垫片密封面,最终导致密封面泄露。“偏眼”指配对法兰螺栓孔不同心,影响螺栓穿过螺栓孔,有时作业人员违规使用细一等级的螺栓,检查时不易发现,所以对于“偏眼”的检查要尤为仔细认真,绝对不能让螺栓“以细代粗”。“张嘴”是指配对法兰面不平行(图3),对密封的影响最大,强行把紧“张嘴”法兰,法兰密封上产生外力矩(图4),垫片压应力不均匀。(见图3、图4)
垫片装得正要求垫片装在预订的位置上。对于平垫,外环距螺栓距离应均等,否则,垫片偏移使压应力不均匀;对于凸凹法兰必须保证垫片和法兰凸面入槽。
(4)把得匀 操作要点是位置对称、用力对称、逐次把紧。“把得匀”不是绝对的,对“张嘴”法兰,先把“张嘴”处螺栓派有经验的人员作业,如果外力矩过大必须重新安装法兰。
“把不匀”对法兰密封影响较大,笔者对“把不匀”和“把得匀”都进行了有限元分析,“把不匀”工况:例如PN25DN100法兰、304+柔性石墨内外环缠绕垫片、M20螺栓组成的法兰密封,图5是缺1套螺栓,其他7套80000N时法兰应力及变形图(变形比例1:5);图6密封面压应力沿圆周分布图;图7是8套螺栓力4000N时,垫片压应力分布图。由图6、图7可以看出差距非常明显,所以在施工过程中不仅要“把得紧”,更要“把得匀”。要想“把得匀”首先要确保操作要点中“位置对称”,即法兰的位置对称和螺栓的位置对称;其次是要做到要点中的“用力对称”,“用力对称”一是考验作业人员的责任心,二是看作业人员的经验,所以法兰密封面的施工作业尽可能找责任心强的人员进行;再次就是要做到要点中的“逐次把紧”,即每条螺栓都不能一次性把紧,要做到每条螺栓均匀、少量、多次把紧,最好每条螺栓每次上紧的角度都是一样的,尤其对于高温热油介质法兰尤为重要。
(5)管得严 在法兰密封安装施工的实际工作中,普遍存在“认识不到位、操作不到位、检查不到位”的现象。其中,认为垫片安装是力气活不是技术活,导致施工过程不尽心、不尽力。平垫用凸凹垫代替,缺螺栓、用细螺栓代替粗螺栓、螺栓不把紧、顺序把螺栓,垫不入槽、凸法兰不入槽加双垫等现象时有发生。这些管理不严格、工作不严谨的现象是造成法兰密封安装施工质量低下的重要原因。
虽然法兰泄漏在试压和运行时可以紧住,但给以后生产运行留下隐患。法兰密封泄漏主要是“界面泄漏”,“填满界面间隙靠压缩量,保持填满间隙状态靠回弹量”。如果法兰发生泄漏,必须使垫片再产生一定的压缩量重新“填满间隙”,再次消耗了一部分压缩量。在本文笔者论述了垫片的压缩量是有限的,造成以后处理生产波动或应力松弛泄漏没有压缩量可用。由此可见,一定要认识到“压缩量是宝贵的”,加强对施工人员的培训和管理,树立对施工质量负责到底的观点。
4 结语
综上所述,笔者采用有限元分析技术,对影响法兰密封施工质量的因素进行详尽的分析,论证了加强施工管理与施工密封效果的因果关系,对本领域技术和管理人员有重要的提示作用。
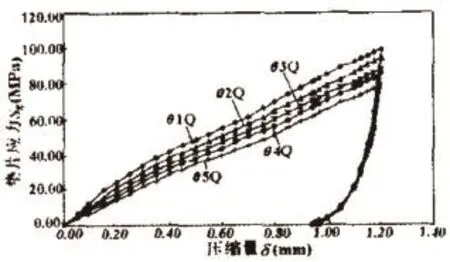
图1 垫片压缩回弹试验曲线
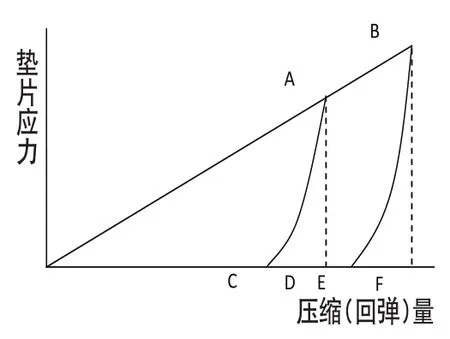
图2 压缩回弹过程示意图

图3 法兰密封“张嘴”

图4 把紧“张嘴”法兰的有限元分析模型

图5 缺1根螺栓时法兰应力及变形图(变形比例1:5)
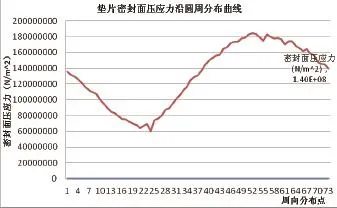
图6 缺1根螺栓时垫片压应力沿圆周分布图
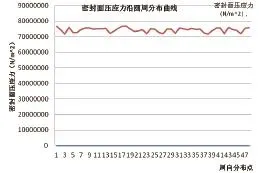
图7 螺栓把匀时垫片压应力沿圆周分布图
[1]任建民.金属缠绕式垫片的预紧应力分析及实验研究[J].润滑与密封,2003,
猜你喜欢
设备管理与维修(2021年11期)2021-08-27
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
云南化工(2020年10期)2020-11-02
石油化工设备技术(2019年2期)2019-03-13
压力容器(2019年12期)2019-02-14
制造技术与机床(2018年9期)2018-09-19
新乡学院学报(2016年6期)2016-12-01
中华骨与关节外科杂志(2016年3期)2016-05-17
现代制造技术与装备(2015年4期)2015-12-23
