
热处理工艺对40Cr组织和性能的影响
2017-04-11 08:06:54葛伊伦丁义超成都工业学院材料科学与工程学院成都611730
成都工业学院学报 2017年1期
葛伊伦,丁义超(成都工业学院 材料科学与工程学院,成都 611730)
热处理工艺对40Cr组织和性能的影响
葛伊伦,丁义超
(成都工业学院 材料科学与工程学院,成都 611730)
研究40Cr钢在不同热处理工艺下的组织和耐磨性。结果表明:40Cr最佳的热处理工艺为经850 ℃保温60 min正火,试样硬度约为200 HBS,正火后组织为索氏体;再经780 ℃淬火保温30 min后水冷,试样硬度约为52 HRC,淬火所得组织为板条状马氏体和针状马氏体;最后经200 ℃低温回火后,试样硬度维持在50 HRC以上,所得组织为回火马氏体;经淬火及回火后,试样耐磨性得到显著提高。
热处理;淬火;金相显微组织;硬度;耐磨性
钢铁是国民经济中最常应用得机械工程材料,提高和改善钢铁性能具有重大价值。40Cr因其具有良好的淬透性、切削性,广泛应用于齿轮、套筒、轴等尺寸小、力学性能要求较高的机械零部件中[1]。本文研究了试样经正火、淬火、回火热处理下不同热处理工艺参数选择对40Cr硬度的影响,并分析不同热处理工艺后获得的金相显微组织,随后进行摩擦实验以分析材料的耐磨性,进而得出使硬度和耐磨性最佳的热处理工艺流程。
1 实验方法
1.1 实验热处理工艺
对40Cr分别进行正火、淬火、回火热处理。正火作为预备热处理为后续淬火做组织准备,并改善40Cr的切削性为后续摩擦实验材料制备做准备。由此制定正火热处理工艺如表1所示。

表1 试样正火工艺参数
实验采用φ20×25的小尺寸试样,简单形状,且金属中的铬元素使其具有良好淬透性,试样变形、开裂倾向小,故淬火后选择水冷。研究淬火温度为760~900 ℃,温度间隔为20 ℃。保温时间分别取30,45,60 min进行对比。此外,冷却方式中添加油冷工艺进行比较。
淬火后进行回火以消除试样残余内应力,稳定工件尺寸。由此分别制定低温、中温、高温回火热处理工艺如表2所示。
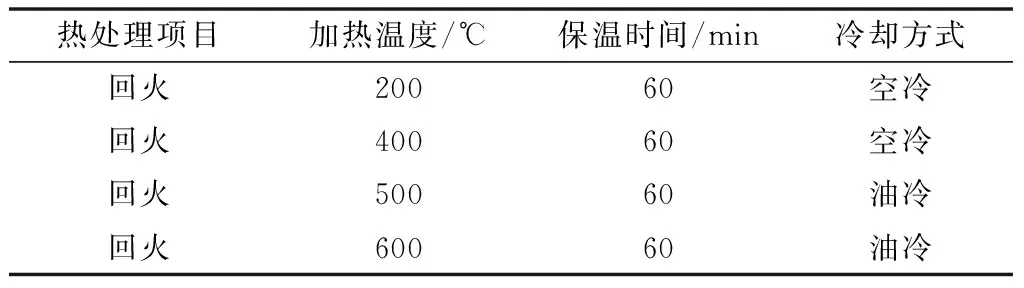
表2 40Cr回火工艺参数
1.2 实验结果测定
对未经热处理和热处理后的试样采用MHBD-3000P型布氏硬度计或HRS-500型洛氏硬度计测定硬度。在JX-2000型金相显微镜下观察其金相显微组织。使用MMW-1A万能磨损试验机进行摩擦实验,并用1204型电子天平测量被摩试样磨损量。
2 实验结果与分析
2.1 硬度与显微组织
对40Cr进行正火热处理后,测定未经热处理和正火处理后试样硬度值如表3所示。

表3 未经热处理和正火处理后试样的硬度值
从表4可以看出,正火热处理后的40Cr硬度约为200 HBS,具有适宜的切削硬度。但200~240 HBS未能满足齿轮、套筒或轴的使用强度、硬度要求,需进一步进行热处理以提升其力学性能。
对比未经热处理的试样硬度,正火后40Cr硬度波动不大,这主要是因为正火前后试样组织没有发生转变,由下图所示通过金相显微组织具体分析。
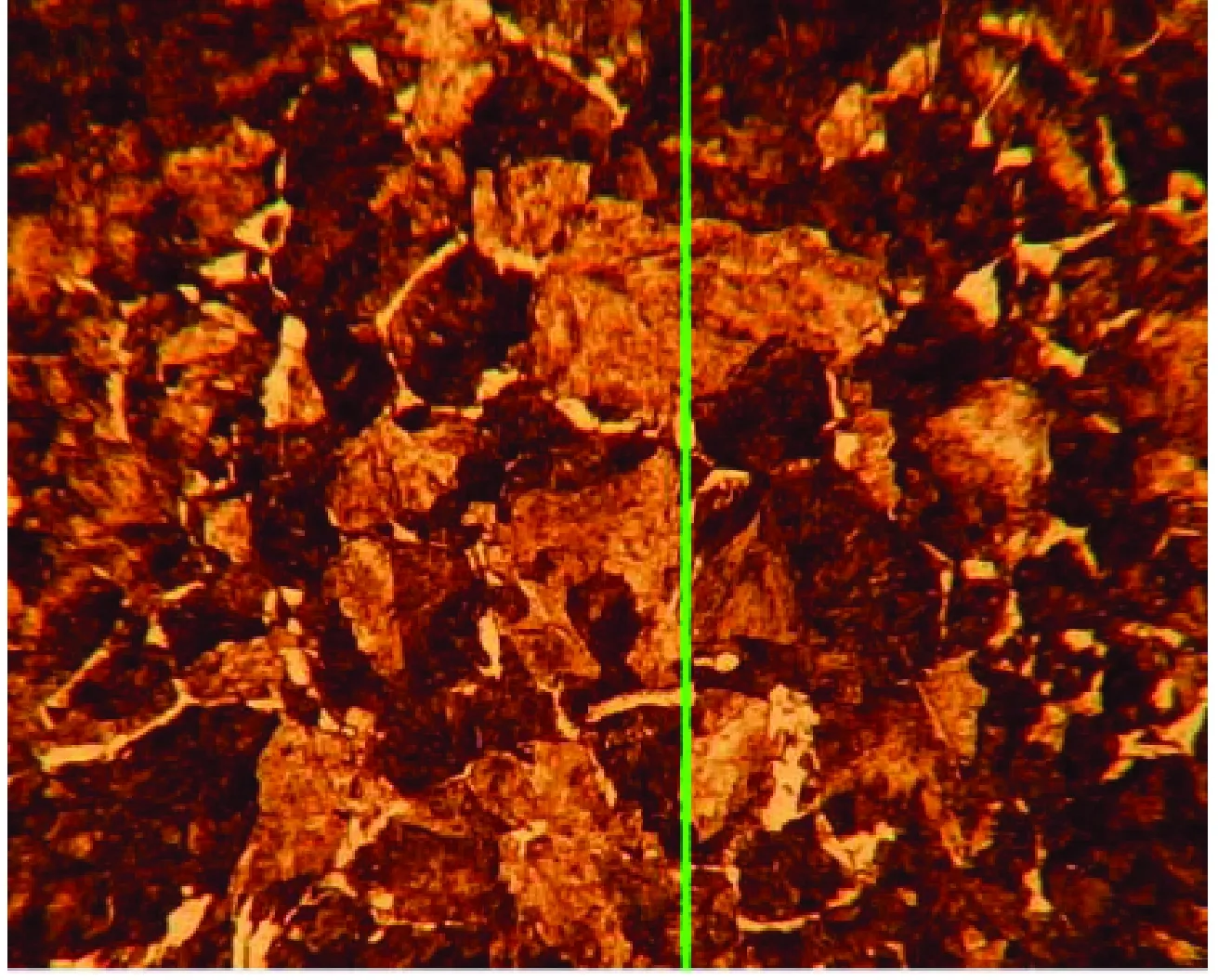
图1 未经热处理的试样显微组织×400

图2 正火后的试样显微组织×400
从图1可以看出,未经热处理的40Cr组织为珠光体。珠光体是由铁素体和渗碳体组成的双相组织,前者具有良好的塑性和韧性,但强度和硬度都很低;后者硬度很高,塑性、韧性几乎为零。故原始40Cr试样具有适中的硬度值,较利于切削加工。
从图2可以看出,正火后得到索氏体组织,索氏体组织属于珠光体类型的组织,故正火后40Cr硬度未发生较大波动。其晶粒更为细小,达到正火目的[2]。
试样正火后继续对其进行淬火研究,结果如图3所示。
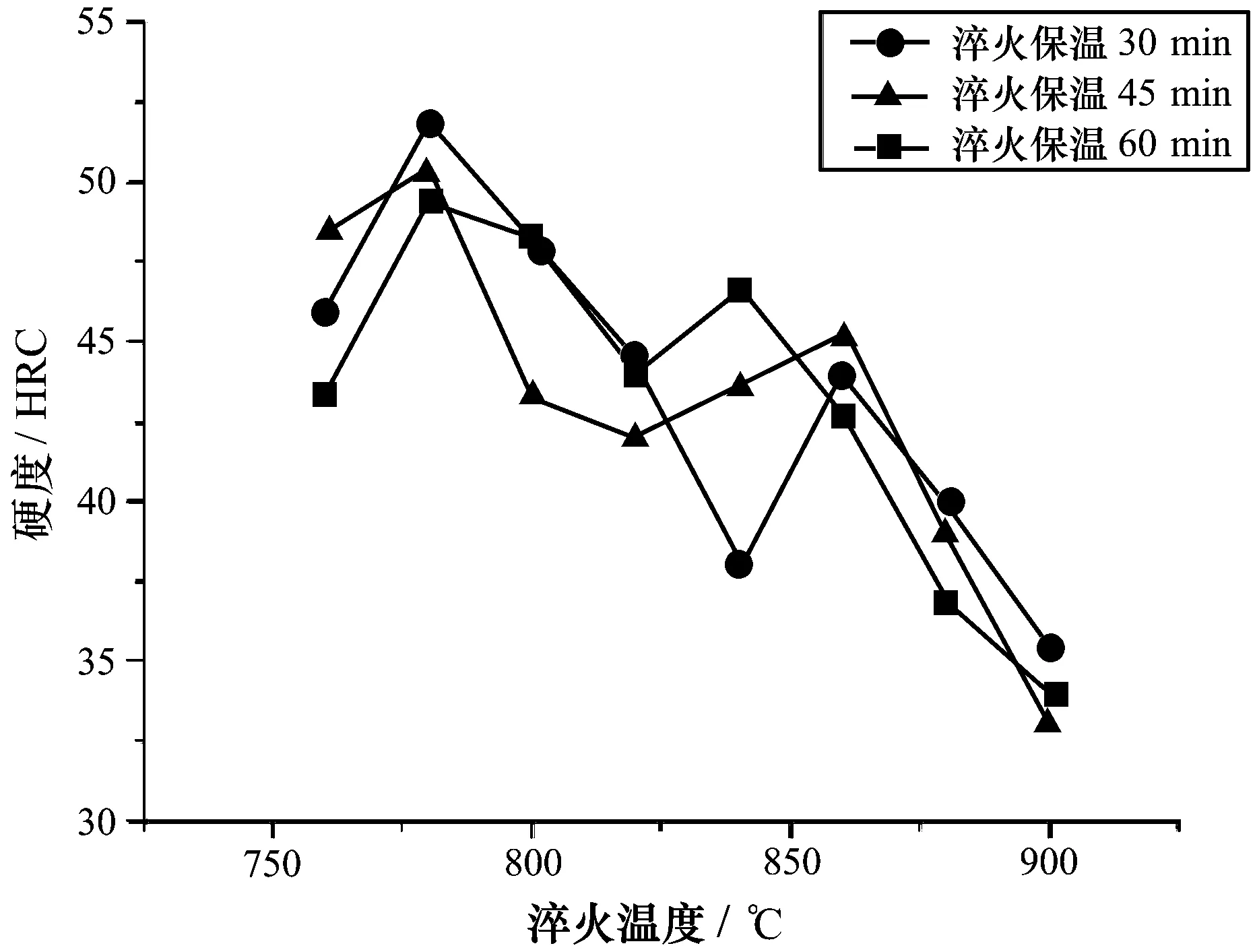
图3 不同淬火工艺参数在水冷下的试样硬度
从图3可以看出,40Cr试样在淬火温度780 ℃、保温时间30 min时硬度最大,水冷后达到52 HRC,油冷后达到约42 HRC,且不同淬火温度下,水冷试样硬度均高于油冷试样,试样不同淬火介质下硬度值如图4所示。
从图4可以看出,相同淬火温度下水冷试样硬度均高于油冷试样。这主要是因为理论上40Cr钢的冷却速度越快,淬硬层深度越深则获得硬度越大。但冷却速度过大将产生巨大的淬火应力,易使工件产生变形或开裂[3]。此次试验用试样尺寸较小,且试样中铬元素使其具有良好淬透性,故未发生变形开裂的情况。
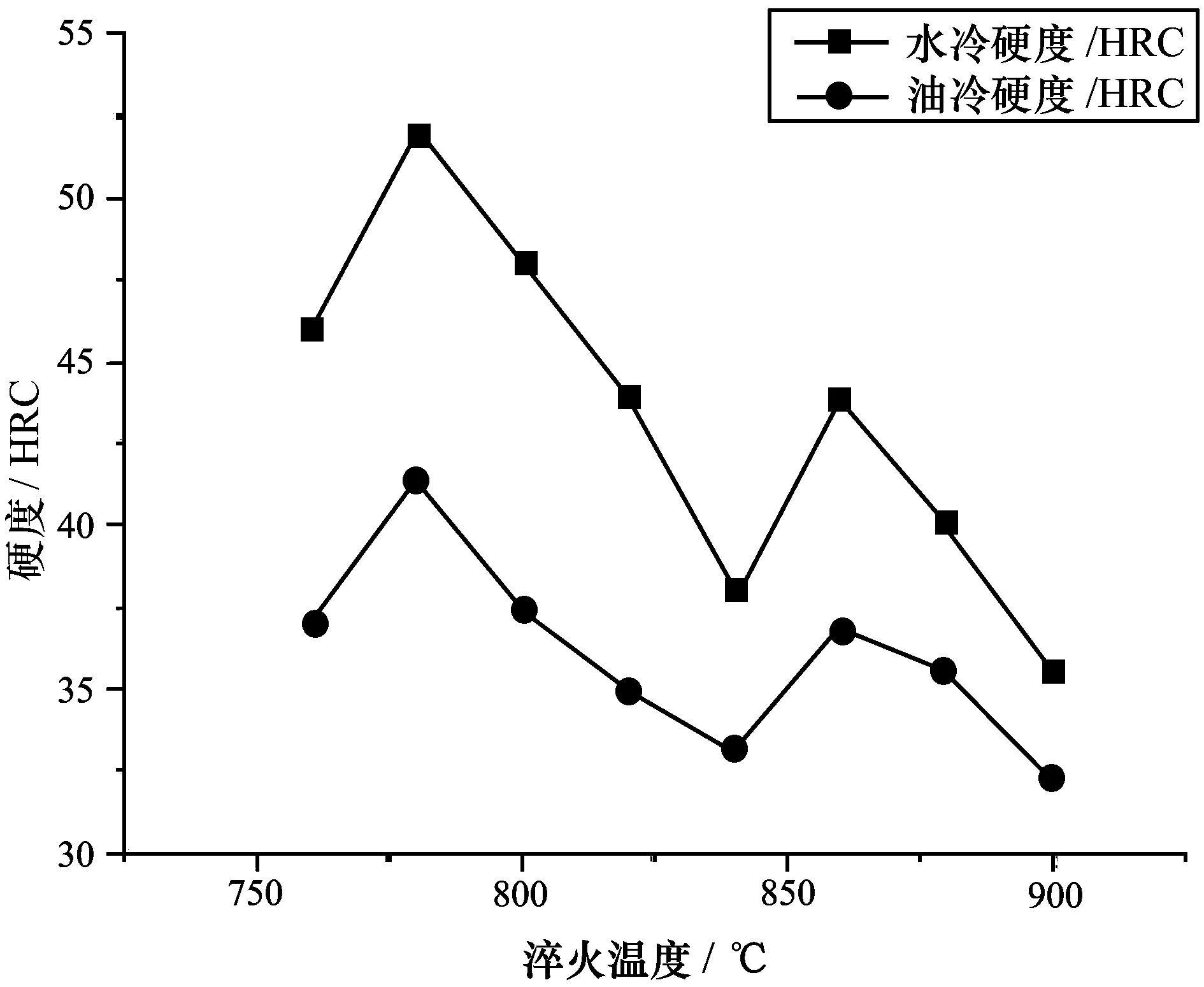
图4 淬火冷却介质对试样硬度的影响
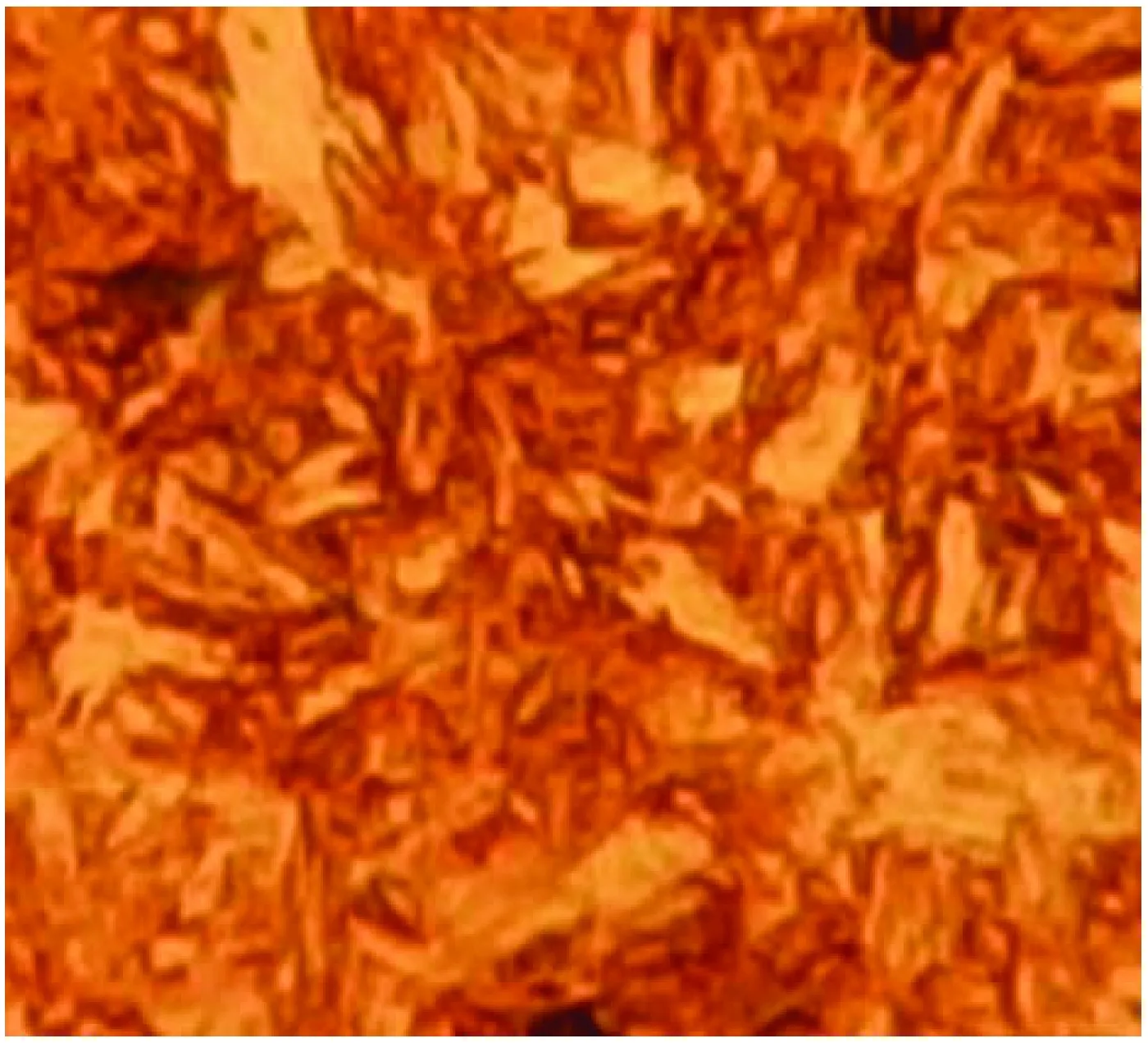
图5 780 ℃淬火保温 30 min的试样显微组织×400
从图5可以看出,40Cr试样经淬火保温后以大于临界冷却速度快速冷却,被加热至奥氏体状态的40Cr发生马氏体转变,获得高强度高硬度的马氏体。相比原始组织和正火后组织中的珠光体,硬度大幅提升。
从图3可以看出,随着淬火温度升高,试样硬度整体呈现下降趋势。在780 ℃淬火温度下试样硬度最高。750~780 ℃间随淬火温度升高试样硬度呈上升趋势,这主要是因为在一定温度范围内,随着加热温度越高,试样中马氏体的百分比相应增加至50%~99%。在850 ℃下硬度达到又一峰值,之后随淬火温度升高呈直线下降趋势。在900 ℃时硬度最低约为20 HRC,这主要是因为理论上40Cr加热到850~870 ℃后保温,合金元素就基本能完全融入奥氏体中且晶粒也不是很粗大,所以在理论上850 ℃下淬火硬度应该最高,以后随着温度增加,钢的蓄热量增加,淬火冷却时冷却速度就下降,因此理论上在850 ℃以上温度淬火硬度会下降。在实际情况下,受40Cr试样中合金元素含量的影响,综合考虑试样淬火温度蓄热量与冷却曲线影响,780 ℃下淬火硬度最大,可达50~55 HRC;840 ℃左右淬火硬度为第2个峰值,硬度为40~45 HRC。淬火时间过长易使奥氏体粗大影响试样硬度,淬火时间过短使铁素体未能完全溶入奥氏体,导致淬火后硬度下降[4]。故最终选取30 min淬火时长为最佳。
根据淬火结果,选取淬火温度780 ℃,保温30 min后的水冷试样继续进行回火研究,所得结果如表4所示。
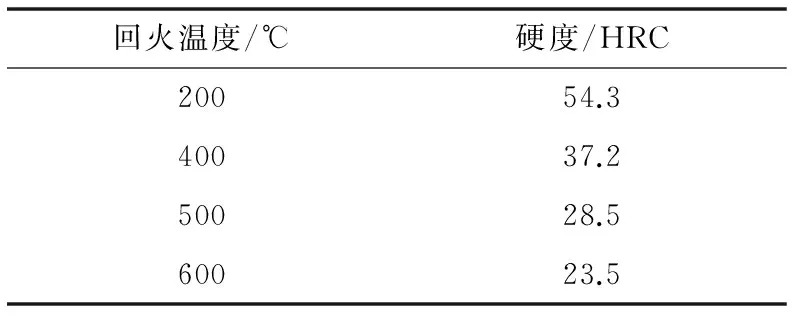
表4 不同回火热处理工艺下的试样硬度
从表4可以看出,200 ℃下低温回火能保持淬火时的高硬度;在中温回火和高温回火时,随着回火温度上升,试样的硬度有不同程度的降低。由图6分析低温回火试样金相显微组织。

图6 低温回火试样显微组织
从图6可以看出,低温回火时保持了淬火试样的高硬度,这主要是因为得到了回火马氏体组织,其具有高硬度高强度,并在一定程度上减少了淬火的内应力。低温回火后硬度仍能保持50 HRC以上。
2.2 试样的耐磨性
磨损量由磨损前后试样质量变化来衡量,再由磨损量反映材料耐磨性。实验时选取试验力为20 N,转速150 rad/min,摩擦实验时间为60 min。未经热处理的40Cr在上述实验条件下所得磨损前后的试样质量如图7、图8所示。

图7 磨损前试样总质量

图8 磨损后试样总质量
从图7、图8可以看出,未经热处理的40Cr在上述实验条件下,磨损量为1.4 mg。
经正火热处理的40Cr在上述实验条件下所得磨损前后的试样质量如图9、图10所示。

图9 磨损前试样总质量

图10 磨损后试样总质量
从图9、图10可以看出,经正火热处理的40Cr在上述实验条件下,磨损量为1.0 mg。
淬火处理(780 ℃保温30 min水冷)后经回火(200 ℃保温60 min)40Cr耐磨性所得相应实验数据如图11、图12所示。

图11 磨损前试样总质量

图12 磨损后试样总质量
从图11、图12可以看出,经淬火和低温回火的40Cr在上述实验条件下,磨损量为0.3 mg。
对比未经热处理的试样与正火后的试样耐磨性,后者有小幅提升,这主要是因为正火后得到索氏体组织更为细小均匀,其具有良好综合力学性能。
试样经淬火并回火后,耐磨性有显著提升。这主要是因为淬火得到马氏体,强度硬度大幅提升,经低温回火后组织为回火马氏体,材料保持了高硬度,故耐磨性随之大幅提升[5]。
3 结论
综上得出最佳热处理工艺路线为:850 ℃正火保温60 min,780 ℃淬火保温30 min后水冷,200 ℃低温回火保温60 min。
经850 ℃正火保温60 min后试样硬度约为200 HBS,正火后组织为S;再经780 ℃淬火保温30 min后水冷,试样硬度约为52 HRC,淬火所得组织为板条状马氏体和针状马氏体;最后经200 ℃低温回火60 min后,试样硬度维持在50 HRC以上,所得组织为回火马氏体。
试样经正火后得到索氏体组织,相比未经热处理的原始组织更为细小均匀,故耐磨性有小幅提升;进一步对40Cr进行淬火和低温回火后,获得高硬度的回火马氏体组织,测得材料耐磨性有显著提升。
[1]丁义超.铁基复合材料的制备技术及研究进展[J].成都工业学院学报,2013,42(24):22-25.
[2] 赵琳.浅谈40Cr钢热处理工艺及其组织性能[J].机械工程与自动化,2013(2):200-202.
[3] 王瑞权,韩秋华.热处理工艺对40Cr组织和摩擦性能的影响[J].热处理技术与装备,2012,31(2):29-32.
[4] 关文勇,丁义超,江书勇.碳化钒钢结硬质合金耐磨性研究[J].成都工业学院学报,2013,42(18):74-80.
[5] 马跃新,邹安全.40Cr钢亚温淬火研究[J].现代制造工程,2012,12(2):11-14.
The Influence of Heat Treatment Process on the Micro-structure and Mechanical Properties of 40Cr
GEYilun,DINGYichao
(College of Material Science and Engineering,Chengdu Technological University,Chengdu 611730,China)
This article introduces the micro-structure and wear resistance of 40Cr steel under different heat treatment processes. The optimal procedures of heat treatment is as follows: after air-cooled normalizing at 850 ℃ for 60 minutes,the hardness value of the sample is approximately 200HBS with the micro-structure of sorbite. Then the sample reaches the hardness of 52 HRC with the micro-structure of lath and needle-type martensite after quenching at 780 ℃ for 30 minutes. Final heat-treatment of low tempering at 200 ℃ for 60 minutes ended in the micro-structure of tempered martensite while the sample’s hardness remains above 50 HRC. Moreover,the wear resistance of 40Cr steel increases dramatically after quenching and tempering.
Heat Treatment Process;quenching;Metallographic Structure;hardness;wear resistance.
10.13542/j.cnki.51-1747/tn.2017.01.005
2016-07-06
葛伊伦(1993—),男,本科在读,研究方向:金属基复合材料,电子邮箱:504548701@qq.com。 丁义超(1975—),男,教授,博士,研究方向:金属基复合材料和线切割技术。
TG156
A
2095-5383(2017)01-0020-04
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
山东冶金(2022年1期)2022-04-19 13:40:20
陶瓷学报(2021年4期)2021-10-14 08:57:44
装备制造技术(2020年1期)2020-12-25 05:18:00
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
上海金属(2016年1期)2016-11-23 05:17:29
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
橡胶工业(2015年8期)2015-07-29 09:22:32
