
激光切割430不锈钢板材的工艺
2017-04-10 07:22孙建华侯忠霖张立新于欣岐高乙元
辽宁科技大学学报 2017年6期
孙建华,侯忠霖,2,张立新,于欣岐,赵 宁,高乙元
(1.辽宁科技大学 材料与冶金学院 激光先进制造技术研发中心,辽宁 鞍山 114051;2.大连理工大学 材料科学与工程学院 辽宁省先进连接技术重点实验室,辽宁 大连 116023)
近年来由于镍资源的短缺,铁素体等节镍型不锈钢得到了飞速发展。430铁素体不锈钢作为最早开发的铁素体不锈钢钢种之一,具有线膨胀系数小、导热系数大、冷加工性能好及抗应力腐蚀能力强等优良特点,且其价格也比大部分其他钢种低廉,是目前使用和产量最大的铁素体不绣钢,主要应用在汽车、家电、餐具等领域[1-3]。目前铁素体加工过程还存在一定的弊端,其中切割质量低劣就是典型的问题之一。当前对430不锈钢的切割主要是采用传统的氩弧焊,切割时所需热输入大,切口宽度较宽,切割区及热影响区脆化现象较明显,抗拉抗弯强度差等缺陷,且需要后续表面处理,因此生产效率低,成本较高。
激光切割属于非接触式加工,与传统加工方式相比具有切割速度快、热影响区小、加工精度高、热输入时间短、组织性能稳定、使用范围广等优点,是一种发展前景广阔的切割方式[4-6]。孙健峰等人采用脉冲激光切割316L不锈钢薄板并建立相应的数学模型,通过实验验证了模型的准确性,结果表明:切缝宽度与光斑直径、激光功率、吸收率呈正相关,与切割速度、板厚、比热、熔化焓、气化焓呈负相关,刮渣物主要是由圆形和条形金属颗粒物组成[7];郑磊等人研究了各工艺参数对光纤激光切割304不锈钢薄板的切割质量的影响,得到激光功率和焦点距离是切割表面粗糙度和挂渣量的主要影响因素,且都存在一个最佳范围[8];陈聪等人利用多光纤激光切割机对AA6061铝合金切割过程进行了分析,优化了该切割工艺,并得到了激光功率、切割速度等工艺参数对切割质量的影响规律[9]。
目前,国内外对奥氏体不锈钢和铝合金的激光切割理论及工艺研究已较为成熟,但对铁素体不锈钢方面的研究还比较匮乏。本文以IPG连续激光器为切割主体设备,较为系统地研究了各工艺参数对430铁素体不锈钢板材切割质量及显微组织的影响规律,并得出切割板材的最优工艺参数。
1 试验材料及设备
本次实验采用IPG500连续激光器进行实验,如图1所示。脉冲频率为0.1~100 Hz,波长1.064 μm,脉冲宽度 0.2~15 ms,聚焦镜焦距 120、150 mm,焦点处光斑直径0.6 mm。
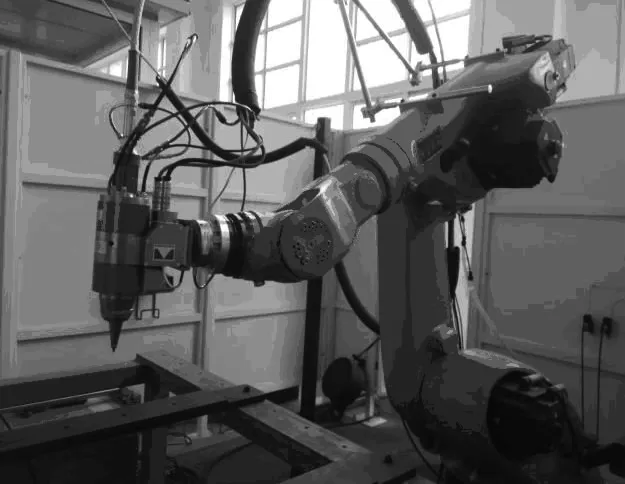
图1 IPG500脉冲纤维激光器Fig.1 IPG500 pulse fiber laser
试样选用厚度为(1.5±0.1)mm的轧制态430铁素体不锈板材,总尺寸150 mm×150 mm,为了节省材料,每个试样的切割作用长度有些许差距。为了保证切割性能不受杂质的影响,在切割前用脱脂棉去除材料表面灰尘及有机杂质并干燥。
430铁素体不锈钢化学成分:w(C)≤0.12%,w(Si)≤0.75%,w(Mn)≤1.00%,w(P)≤0.0350%,w(S)≤0.030%,w(Cr)≤16%~18%,w(Ni)≤0.6%。
金相显微镜采用Axioskop-2MAT。试样规格为1.5 mm×10 mm,经过粗磨,细磨以及抛光后,保证表面无划痕后用去离子水清洗和酒精清洗,待其干燥后进行腐蚀。本试验采用的腐蚀液为Fe-Cl3-HCl-H2O,其化学成分配比为氯化铁5 g、盐酸50 mL、水100 mL,腐蚀时间为10 s。最后利用光学金相显微镜对腐蚀后的试样切口热影响区的微观组织进行观察。
2 实验方案
本试验采取的切割方式是板材的直线切割,由于IPG激光器具有自动调节位置的定位系统,切割时所设定的切割长度要略小于板材的实际宽度,要保证板材表面所设定初始点和结束点都在板材内,定位过程中两边各留1 mm,保证切割头不会损坏。试验板材后续为了镶样采用剪板机裁剪。本实验采取2因子3水平正交试验,试验方案详见表1。
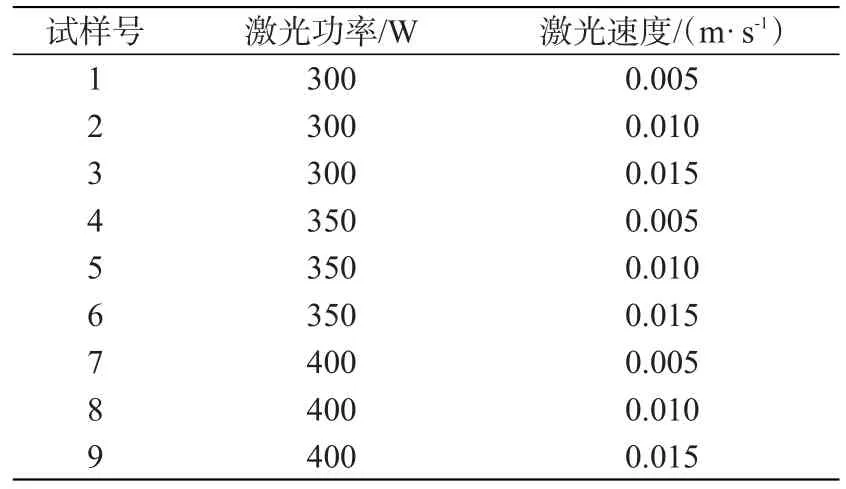
表1 正交实验方案Tab.1 Orthogonal experimental scheme
3 结果与讨论
我国加工行业目前没有制定用于评价激光切割质量的统一标准,常用的评估指标有表面光洁度、切割面粗糙度、切口宽度、挂渣度及切口热影响区变化程度(晶粒大小及长度是否发生变化)。本文主要通过后面三个指标来对切割质量进行分析说明,具体结果如表2所示。
3.1 激光功率对切割质量的影响
激光切割过程中功率的大小会直接影响切口宽度、切割厚度和切割速度等,其主要由被切割材料的性质及切割类型所决定。430不锈钢的激光切割属于熔化切割,所需的激光功率较低。图2为切口宽度、挂渣量与激光切割功率的变化曲线。
从图2中可以看出,随着激光功率的增大,切口宽度也随之增大,这是由于当切割速度一定时,激光与金属相互作用的时间相同,当激光功率较小时,其热输入量只能熔化切口中心位置附近的金属,因此切口宽度较小;随着激光功率的增大,热量由板材中心向两端传递,从而加快了金属向两边的熔化速度,切口宽度也随之增加。
随着激光功率密度的增大,切口宽度成比例增大是有限度的,即存在一个阈值。当功率超过这个阈值后,工件汽化产生的光致等离子体会吸收、折射和散射入射激光,使作用于切割的激光功率密度降低,且由于切透之后,会随着气流流动损失一部分热量,因此单位时间内熔化金属不会随激光功率的增大而继续增大,此时切口宽度趋于一个定值。
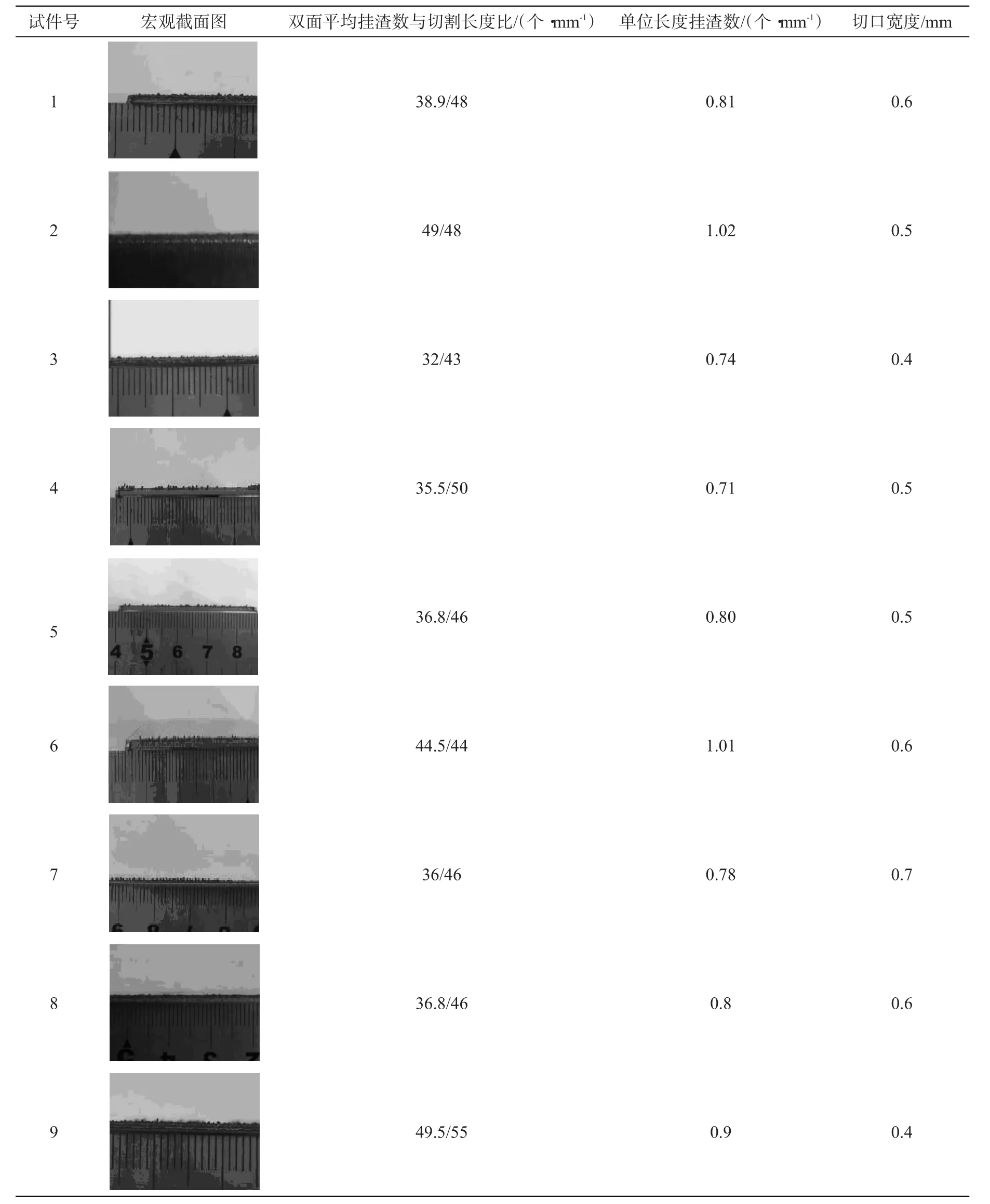
表2 不同工艺参数下的指标Tab.2 Indicators under different process parameters
激光切割过程中,由于熔化或汽化产生的废料未能被辅助气流彻底吹除,从而在切割面的下边缘附着熔渣的现象称为挂渣现象[10],在实际切割工艺中,挂渣不但会影响切口的美观,而且还会对切割工件的质量造成影响,激光功率是控制挂渣量大小的一个重要影响因素。由图2可知,在辅助气流和切割速度一定的条件下,当激光功率密度较小时,工件吸收的激光能量不足以使金属在很短的时间内快速熔化,而且辅助气体的压力也未能使熔融或汽化的金属彻底吹除,从而使熔融金属在切口下表面粘附形成熔渣。随着激光功率的增加,单位时间内作用于工件的能量增加,使金属熔化量增大,此时熔化金属黏性减小,且切口宽度增加,在一定辅助气压及流体静压力作用下,熔融金属更易被去除,因此金属下表面挂渣量减少。
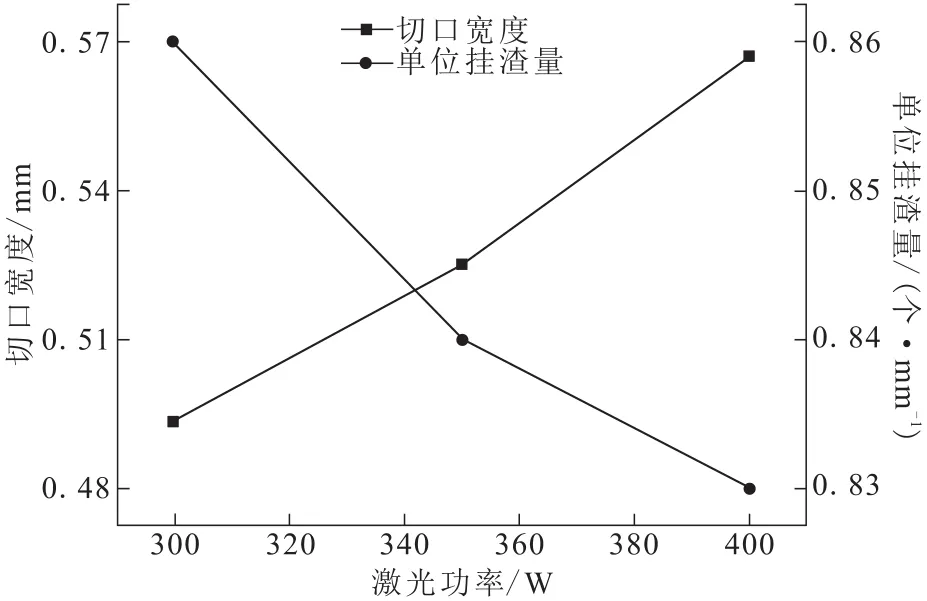
图2 激光功率与切口宽度、挂渣量的关系曲线Fig.2 Relationship curve of laser power and incision width,amount of dross
3.2 切割速度对切割质量的影响
激光切割过程中,切割速度会直接影响不锈钢板切割质量,因此,确定最佳的切割速度对改善切割质量具有重要的意义。图3为切口宽度随激光切割速度的变化曲线。
如图3所示,在其他条件一定的情况下,随着切割速度的增加,切口宽度随之减小。这是因为随着切割速度的增大,激光束的移动速度大于切口前沿激光与材料相互作用的速度,激光光束与金属材料的作用时间变短,热量输入降低,激光光斑停留的时间减少,切割区的金属板材与激光焦点能量的耦合减弱,金属的熔化量减少,因此切割宽度减小。
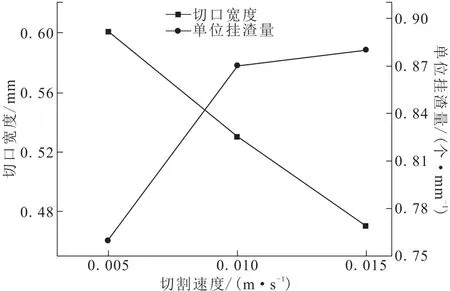
图3 切割速度与切口宽度、挂渣量关系曲线Fig.3 Relationship curve of cutting speed and incision width,slag amount
激光切割过程中,挂渣量与切割速度呈正相关。当切割速度较小时,激光与工件作用时间较长,作用与金属表面的有效光斑的直径增大,切割区的金属板材与激光焦点能量的耦合增强,而此时切割速度大于熔化速度,致使过剩的反应热长时间作用于金属切口区,切口处发生过度融化,从而形成较宽的切口,与此同时在辅助气体的将切割熔渣迅速吹离切缝,因此在切口处不存在不过多的熔渣。而切割速度过高会影响辅助气体对熔融态金属的清除效率,熔融态金属会滞留在切口截面和下表面,导致切口截面变粗糙,下表面挂渣量增加,切割面粗糙程度也会有一定增加趋势。
3.3 不同切割工艺切口的显微组织
切割区的显微组织是决定切割工件质量的主要影响因素之一。激光切割金属板材过程中,高能激光束作用于金属表面,材料表面迅速升温并达到熔点,金属材料开始融化,随着激光切割的继续,已切割区在金属热传导的作用下,切割截面温度快速下降,切割面及热影响区会发生不同程度的淬火现象。沿板材切割截面方向存在温度梯度,从而使该方向晶粒长大不均匀,而这种晶粒尺寸差异会导致切割区的力学性能和疲劳特性下降,因此研究切割区的微观组织对实际运用具有一定指导作用。本实验采用是轧制态的430铁素体不锈钢作为实验基体,其显微组织如图4所示。
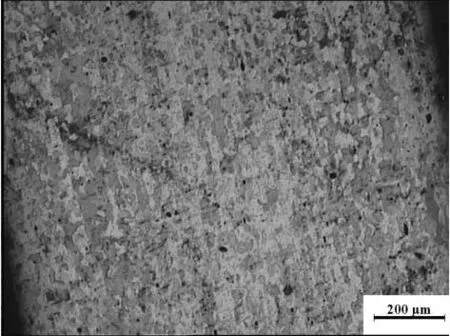
图4 基体显微组织Fig.4 Microstructure of matrix
图5表明不同切割工艺参数对切割区晶粒的形核和长大有不同程度的影响。试样的晶粒长大方向与挂渣方向一致,且都偏向切割方向,这主要是受切割方向和辅助气流方向所影响,在辅助气体的压力及重力作用下熔融金属流向切口反面,但气体压力沿切割截面的厚度方向呈减弱趋势,且由于熔融金属受到表面张力作用,因此熔融金属在切口下表面的滞留时间就越长,这就导致切口反面热影响区比正面热影响区更明显,晶粒长大的程度也更加明显。通常切割截面上部分在强的辅助气流作用下冷却速度较快,晶粒还未来得及长大,故而相对较细,为细晶区,截面下部分保温时间比较长,冷却速度缓慢,因此晶粒相对较大,为粗晶区,中部为晶粒过渡区。由图5a可以得到:减小激光功率和增加焊接速度都会使晶粒在一定程度上得到细化,但又会导致切口宽度小、下表面挂渣增加等缺陷,而9号试样由于功率与速度都较大,因此切口上下部分晶粒长大十分不均匀,且此时切口宽度较宽,所以这就需要综合考虑各个工艺参数之间的耦合,以确保得到更好的切割质量。
在本文实验条件下,通过2因子3水平正交实验及观察金相组织的分析,得到在辅助气体压强为0.6 MPa的条件下,激光切割430不锈钢的最佳工艺参数为:激光功率350 W,切割速度0.01 m/s。
4 结论
针对冷轧430铁素体不锈钢板材的切割切口截面性能较差的问题,本文提出利用IPG连续激光器对430不锈钢进行切割试验研究,在本试验设定的条件下,分析讨论了不同工艺参数对切口的影响,得出以下结论:
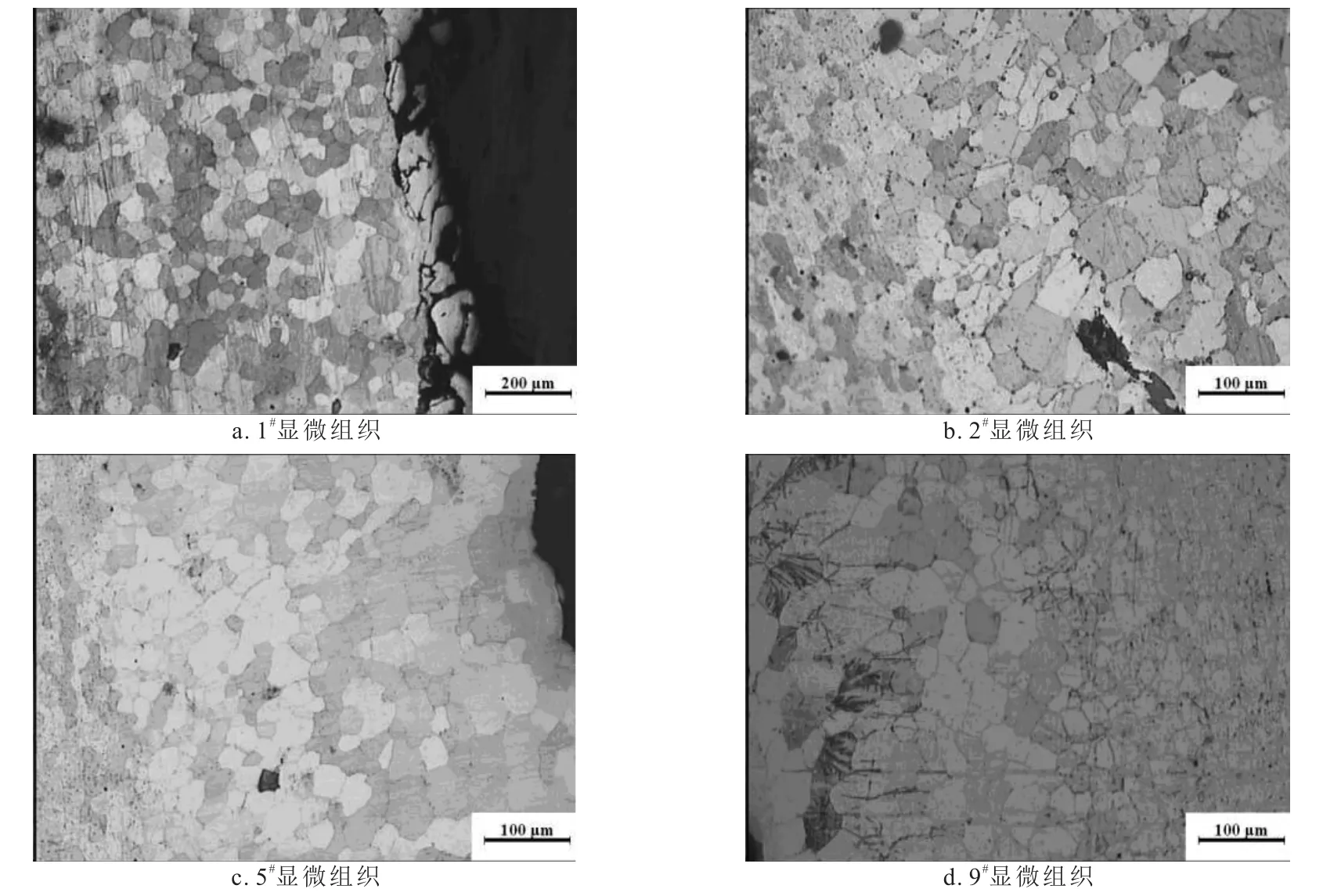
图5 不同切割工艺参数下的切割区显微组织Fig.5 Cutting zone microstructure under different cutting parameters
(1)随着激光功率的增大,切口下表面的挂渣量减少,切口宽度增大,热影响区的晶粒有变大趋势;随着切割速度的增加,挂渣量增加,切口宽度减小,热影响区晶粒变大,但相比功率增大时,并不明显,切口光洁变好,切口的表面质量有所提高。
(2)由于金属热传导作用及辅助气流的影响,沿切割截面方向温度存在温度梯度,使该方向晶粒不均匀长大,且由于辅助气流的影响,晶粒长大的方向与切割方向一致。
(3)430不锈钢板材的激光切割过程是一个多参数影响的比较复杂的工艺过程,在辅助气压为0.6 MPa的条件下,所得的激光切割的最优工艺参数为:激光功率350 W,切割速度0.01 m/s。
参考文献:
[1]VENKATESAN M V,MURUGAN N,SAM S,et al.Effect of Heat Input on Macro,Micro and Tensile Properties of Flux Cored Arc Welded Ferritic Stainless Steel Joints[J].Transactions of the Indian Institute of Metals,2014,67(3):375-383.
[2]陈兴润.430铁素体不锈钢板坯组织分析[J].冶金分析,2015,35(4):49-53.
[3]ANTTILAS,KARJALAINEN P,LANTTO S.Mechanical properties of ferritic stainless steel welds in using type 409 and 430 filler metals[J].Welding in the World,2013,57(3):335-347.
[4]于冬洋,王续跃.激光同向切割单层碳纤维复合材料的温度场模拟[J].激光与光电子学进展,2017(4):204-212.
[5]NAGESH S,MURTHY H N N,PAL R,et al.Investigation of the effect of nanofillers on the quality of CO2,laser cutting of FRP nanocomposites[J].International Journal ofAdvanced Manufacturing Technology,2016:1-15.
[6]CHEN C,GAO M,JIANG M,et al.Surface morphological features of fiber laser cutting of AA2219 aluminum alloy[J].International Journal of Advanced Manufacturing Technology,2016,86(5-8):1-8.
[7]孙健峰,张庆茂,杨洲,等.316L不锈钢光纤激光切割工艺优化研究[J].应用激光,2016(1):72-77.
[8]郑磊,张清萍.不锈钢薄板光纤激光切割优化实验[J].锻压装备与制造技术,2017,52(5):41-45.
[9]陈聪,高明,顾云泽,等.光纤激光切割铝合金薄板工艺特性研究[J].中国激光,2014,41(6):73-79.
[10]毕华丽.激光切割技术中工艺技术的试验研究[D].大连:大连理工大学,2006.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
石材(2022年1期)2022-05-23
失效分析与预防(2021年6期)2021-02-15
中国金属通报(2019年6期)2019-08-20
山东冶金(2019年1期)2019-03-30
中国有色金属学报(2018年2期)2018-03-26
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
印制电路信息(2015年6期)2015-12-30
