
用于智能移动设备的条纹反射法检测系统
2017-04-10 03:34张学军陶小平
中国光学 2017年2期
冀 翼,张学军,袁 婷,陶小平
(中国科学院 长春光学精密机械与物理研究所光学系统先进制造技术中国科学院重点实验室,吉林 长春 130033)
用于智能移动设备的条纹反射法检测系统
冀 翼,张学军*,袁 婷,陶小平
(中国科学院 长春光学精密机械与物理研究所
光学系统先进制造技术中国科学院重点实验室,吉林 长春 130033)
条纹反射法是一种结构简单的三维面形检测手段,本文对该方法在智能手机、平板等移动设备中的集成和应用进行了研究。首先,对条纹反射法标定误差以及智能设备的特点进行了分析。然后,在分析实际检测中的关键误差基础上,提出了通过相机非线性定标、改善相移算法、格点位置标定、应对相机自动增益调整等一系列方法和算法,在设备现有硬件条件下提高了测量精度和稳定性;最后,使用iPad Air对直径为105 mm的SiC反射面进行了实验。结果表明,标定精度在毫米量级时,对反射面的检测精度RMS值达到33 μm,并且以低频误差为主,在局部高频区域检测结果有明显优势,证实了在不使用其他外部设备前提下,集成于智能平板的条纹反射法具备几十微米量级精度的检测能力。
面形测量;光学检测;条纹反射;智能设备
1 引 言
反射测量术是一种波前斜率测量方法,最早在德国提出[1],可以追溯到20世纪50年代,该方法的提出主要是为了满足工业制造业中对自由曲面的测量需求。其基本原理是通过观测反射面对于已知图样的反射变形,利用光线追迹到反射面的斜率信息,建立偏折角度与物面局部梯度或法向矢量的关系,进而重建面形[2]。反射测量技术在过去的几十年用于对汽车喷漆表面、飞机表面、金属镜面等实现微米级快速测量。国际上目前已有相应商品化测量仪器,如法国的VISUOL技术公司[3]、德国的3D-shape公司[4]和不莱梅应用光学研究所[5]等。
近年来,对反射测量术的大量研究和新标定方法的提出使其得以应用于高精度光学检测领域,利用LCD屏幕显示周期性的正弦图样,使用CCD相机观测反射图样,具有动态范围大,结构简单,成本低,检测速度快,操作简单等特点。美国Arizona大学提出将条纹反射法检测系统放置于反射镜曲率中心附近,使其可应用于超大口径光学检测[6-7],并应用于直径为8.4 m的GMT望远镜主镜面形检测[9],条纹反射法大动态范围的特点解决了干涉仪检测不全的问题,据报道去除低阶像差后精度可达到nm量级[8]。国内四川大学与成都光电所[10-11],中国科学院[12]等都对类似技术有一定研究。然而条纹反射法标定过程复杂,标定误差往往引入低阶像差,结果可靠性受到一定程度的质疑。使用条纹反射法实现高精度全局测量仍是目前的研究难点。
目前,在已经十分普及的智能手机、平板等移动设备中,通常都配备了高分辨率显示屏,前置摄像头和高性能处理器,这已经满足了条纹反射法的基本设备条件。将光学检测手段集成在移动智能设备中,其意义在于为普通智能手机、平板提供一种对反射面进行三维形貌测量的方法,可以让用户无需购买其他外设,只需使用手持设备通过app即可对工业界和生活中的类反射面进行快速高精度检测[13],另外也有望帮助专业技术人员对光学加工过程中的高精度光学反射面进行定性分析,为专业光学加工和检测过程提供更多依据。使用智能移动设备进行检测的优势显而易见,不过廉价的消费级摄像头和设备自身结构的限制也带来了新的问题并影响检测精度。
本文讨论了条纹反射法应用于智能设备的特点,分析了使用智能设备进行实际检测的新问题。通过相机非线性定标、改善相移算法、格点位置标定、应对相机自动增益调整等一系列方法和算法提高了测量精度和稳定性。使用设计的iOS APP对实际反射面进行快速便捷测量,探究了在目前硬件条件下能达到的检测精度,验证了智能拍照设备用于条纹反射法的可行性。
2 条纹反射法基本原理
典型的条纹反射法基于简单的光线反射原理,如图1所示[14]。系统由显示屏、CCD相机和待测表面组成,计算机控制LCD显示屏生成一幅已知图像,通过相机拍摄反射面对已知图像的调制,由光线追迹原理可以得到其表面斜率信息,进而得到表面梯度分布。

图1 典型条纹检测法原理Fig.1 Schematic diagram of a typical deflectometry measurement

图2 SCOTS检测和Hartmann检测比较Fig.2 Comparison of SCOTS and Hartmann test
美国亚利桑那大学提出了SCOTS检测结构[6],强调将屏幕和相机放置于镜面曲率中心附近,可以通过小尺寸屏幕实现对更大口径光学反射面进行检测,如图2所示。基本结构可以类比为传统Hartmann检测,只不过光是逆向传播的。LCD显示屏和CCD相机的位置代替了Hartmann检测中的接受屏和点光源的位置。显示器上的点阵经过镜面反射进入CCD相机成像,利用基本的几何关系可以计算得到反射点(xm,ym)的斜率wx(xm,ym),wy(xm,ym),通过对斜率进行拟合积分可以得出待测面形(w)。

根据几何关系得到的斜率计算公式如式(1)与式(2)。其中被测点的坐标xm和ym可以通过对相机成像进行校准得到,相机坐标xcamera和ycamera通过标定和测量得到,屏幕亮斑坐标xscreen和yscreen通过质心算法或者相移方法得出;zm2camera和zm2screen是相机距离镜面和屏幕距离镜面的z坐标差,dm2camera和dm2screen为相机镜面距离及屏幕和镜面的距离。Z和d都可以通过对系统的标定和测量得到。
wx(xm,ym),wy(xm,ym)计算式中仍含有待求的面形函数w(x,y),需对其进行多次迭代计算,
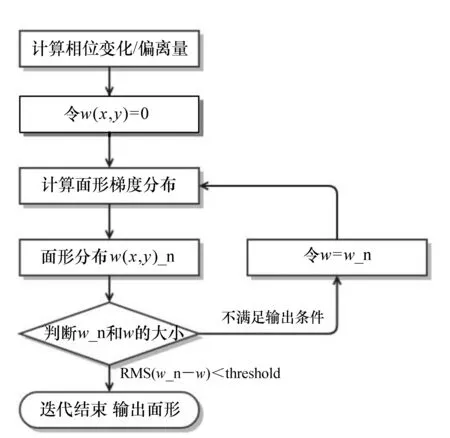
图3 面形迭代计算流程图Fig.3 Flowchart of surface shape iterative calculation
初始值为物理坐标确定的参考位置,迭代流程如图3,通过反复迭代计算得到反射面面形。
LCD屏幕上显示的正弦条纹起到对屏幕像素点进行编码的作用,以实现屏幕点和镜面点的一一对应关系。在屏幕上分别显示横向和纵向的正弦条纹,采用数字相移方法,通过相位展开技术得到相位分布,据此进行光线追迹计算待测面上梯度分布。投影正交方向的正弦条纹,使用数字相移技术调制屏幕像素点光强并进行相位展开,相位展开通常使用Goldstein枝切法[15]、质量引导法[16]等进行处理以减小噪声影响。在处理复杂连通区域时,区域波前重构法有明显优势。
3 智能移动设备的条纹反射法特点
条纹反射法对反射面进行全局检测时,检测精度很大程度上依赖于系统物理位置标定,也就是摄像机、屏幕和反射镜统一到世界坐标系的精度,物理位置标定误差主要引入的是低阶项。如果希望通过条纹反射法对反射面测量并得到准确可靠的nm级检测结果仍然困难重重[14],也对系统各部分标定的精度提出了极高的要求。相机镜头畸变和屏幕非线性都要得到较好的校正,各装置位置需要至少到亚毫米级,抑制噪声和相位展开算法也需要进一步改进,而且评估结果的不确定度也比较困难,不适合单独用于工程高精度检测。
与此同时,也应该注意到条纹反射法装置简单,动态范围大的特点。目前的智能移动设备已经满足进行检测的基本条件:具备高分辨率屏幕、前置摄像头、高速处理器等。在不追求达到亚微米级高精度测量的前提下,条纹反射法应用于手机、平板电脑等智能移动设备中,对反射面和类反射面进行快速测量已经成为可能[13]。在将条纹反射技术向智能设备集成过程中,着重考察智能设备本身的优势,不以追求nm级的测量精度为主,而希望在现有硬件条件下提升系统的易用性和测量的普适性。此时,廉价的消费数码级摄像头和智能移动设备的其他特性也会带来新的问题。
3.1 物理位置标定误差模拟
条纹反射法检测残差在很大程度上源于系统相对物理位置测量偏差。利用CodeV和MATLAB进行光线追迹仿真,模拟给定偏离量时对待测面检测结果的影响。仿真模拟结构如图4所示,相机和显示器放置在距离镜面同样远处,距离镜面约0.4 m,对一直径80 mm凹面镜进行模拟检测,考察引入相对物理位置测量误差时的测量残差。

图4 误差仿真坐标系Fig.4 Coordinate system of calibration error simulation
针对仿真过程引入的误差主要有以下3种:
(1)相机和屏幕相对角度误差;
(2)屏幕和相机相对位置平移误差;
(3)待测镜面位置测量误差。
在对相机和屏幕位置进行标定和坐标系变换过程中,LCD屏幕实际位置和理想位置的区别会产生相对角度标定误差,定义垂直屏幕方向为z方向。分别引入LCD屏幕在z方向的偏移角度和垂直屏幕方向(以y轴为例)的偏移角度,进行仿真得到此时的检测残差,如图5所示。
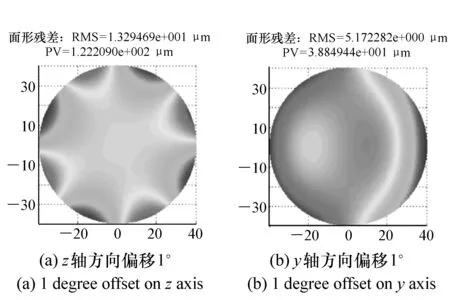
图5 相对角度测量误差仿真结果Fig.5 Simulation result of relative angle measurement error
当z方向偏移1°时,会对测得结果产生RMS值10 μm量级的影响,PV值在几十μm至100 μm大小的影响,而且引入的误差面形不是简单的低阶像差,无法通过简单去低阶项的方法直接去除。y方向偏移误差也会引入同数量级的误差,对结果的可信度产生较大影响。
镜面位置测量误差来自于待测面和相机/屏幕的相对位置测量误差,镜面其他信息都通过拍摄的图片反映,在面形迭代重构过程中不会产生影响,因此不会带来角度上的误差,只需考虑平移误差。接下来对镜面位置测量不准确进行仿真。物理位置偏离主要分解为沿镜面相机连线的z方向和垂直连线方向的x-y平面内。
在z方向,仿真计算偏离量在1 mm、5 mm和10 mm对测量结果的影响如图6所示,在偏离1 mm时,面形残差RMS和PV值都在5 μm以内,此时误差基本可以被迭代重构过程消去;在偏离量达到10 mm时,RMS面形残差为10 μm,PV残差44 μm。此时引入的偏差主要为倾斜和离焦的叠加。如果拟合并去除低阶离焦项,此时面形残差在微米量级。
在垂直连线的x-y平面中,以x方向为例引入5 mm误差,其对测量结果产生一个较大的倾斜量,如图7所示,对其进行去倾斜操作后,面形残差RMS值降至1 μm以内,PV值在5.2 μm左右,且主要集中在待测面边缘引起。对于y方向进行类似操作,去掉倾斜项后RMS面形残差1.12 μm,PV值在4.94 μm左右,主要由离焦项造成。最后,屏幕和相机的平移位置误差为镜面位置测量误差和倾斜项的叠加,结果类似。
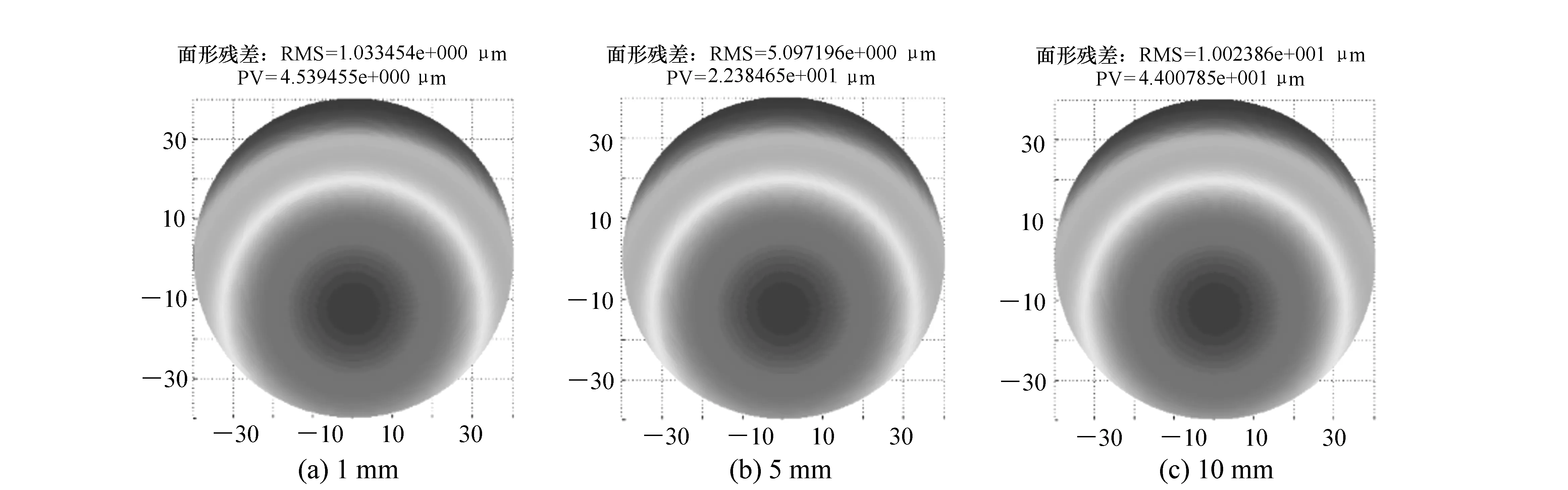
图6 反射镜沿z方向相对位置测量误差仿真Fig.6 Simulation result of surface calibration error along z axis
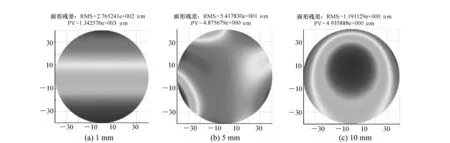
图7 反射镜沿x方向相对位置测量误差仿真Fig.7 Simulation result of surface calibration error along x axis
根据物理位置测量偏差对结果的影响可以看出,除角度偏差对系统影响以高阶像差为主,镜面位置偏差主要引入倾斜项和离焦项。从物理位置标定的角度来说,标定精度达到mm量级,对镜面全局检测精度可达到几十微米量级。如果离焦等低阶泽尼克系数调整量可以去掉,精度可以提升到微米量级。
3.2 硬件特点分析
3.2.1 相机-屏幕相对位置固定
从3.1节条纹反射法的误差仿真中可以看到,相机和屏幕相对位置不确定引入的角度校准误差对测量结果影响较大,1°的角度对准偏差会对结果引入PV值100 μm左右的误差。对于简易、不追求过高精度的系统,如果没有精确的标定手段,十分有可能产生较大的角度测量偏差和对准偏差。
在移动设备中,镜头和屏幕已经具有了较好的封装结构,且使屏幕各坐标点和前置相机位置固定,角度校准偏差不复存在,仅余下镜面位置测量不确定度对系统引起的误差,以低阶项为主。而且在系统多次使用过程中不会发生改变,仅需第一次标定或通过平面镜预先测量可得到相机和屏幕相对位置。
从物理位置标定误差对检测结果的影响程度考虑,在待测面没有距离手机过近的情况下,物理位置测量达到毫米级,即可实现对待测面几十微米量级精度的检测。
3.2.2 相机无需额外光阑
条纹反射法模型中使用的是理想小孔相机,在通常测量条件下,如CCD相机镜头尺寸较大,则需要在镜头前设置额外小孔光阑,此时也会影响到CCD相机成像对比度。对相机镜头设置大小和位置合适的光阑孔径对保证测量精度十分重要。
而对于手机前置摄像头,其尺寸一般很小,基本可以认为是小孔相机,实际拍摄过程中也可以看出其可以对镜面良好成像,这也极大简化了相机和屏幕相对位置的测量过程,在有条件的情况下,可以通过三坐标测量仪得到较为精确的屏幕像素点和相机光阑位置的相对位置关系。
3.2.3 限制待测面尺寸
智能手机屏幕尺寸通常在5英寸左右,平板电脑尺寸一般不超过10英寸。摄像头和屏幕相对位置固定,对待测面的尺寸、形状提出了要求,无法对凸面和较大的平面进行检测。
对于待测面的限制条件主要来自于相机最大视场角和屏幕尺寸,而且相机角度不能够任意调节。在已知最大视场角θx和镜面与测量系统距离z时,对能够待测面的F数范围进行大致估计,模型如图8所示。
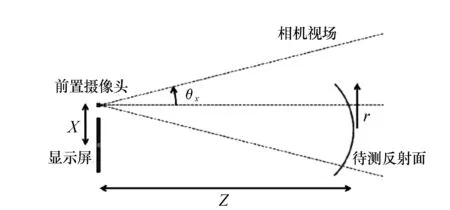
图8 几何关系示意图Fig.8 Schematic diagram of geometric relations
假设镜面的曲率中心位置在-x/2处,f数最小值可以写作f#=Z/4r,而对于相机,受最大视场角的限制,能进行全口径检测时,应满足:
.
由此可以推出f#应满足条件如下:
.
F数的最小值表示进行测量的离轴系统和相机应满足的条件。
4 智能设备关键误差分析与优化
条纹反射法集成于智能设备时,误差源可以分为硬件和软件。硬件主要来自于设备本身,比如相机拍摄和屏幕显示的伽马非线性效应[17],这类系统误差在每次拍摄过程中不会发生改变,也可以通过仔细标定来进行补偿。
软件和算法的误差则更不易定量确定和补偿。移动设备拍摄系统已经高度集成了去噪,自动修正边缘等图像算法,这些问题是使用高精度CCD相机不会遇到的,也为利用其进行检测增加了难度。由于拍摄系统的影响,也需要对相位展开算法进行相应优化。
4.1 拍摄图片中存在过饱和点
对拍摄图片进行分析后得知,由于设备本身对相机拍摄照片的优化算法,在镜面反射的正弦图像中,很多点已经过饱和,灰度值达到了0,即无法和其他亮度未饱和点一样正确地反映出测量值和真实值的对应关系,也会对后续相位展开操作等造成影响并累计误差,过饱和会对检测结果引入高频条纹残差。
使用普通CCD相机时,可以通过改变其快门大小和曝光时间,控制拍摄照片中镜面部分图像的直方图在合理范围内,防止过饱和或亮度过低。使用移动设备进行检测时,需要保持背景不要过暗或过亮,并通过控制屏幕亮度实现其经镜面反射后的图像亮度在理想范围内。更有效的普适处理方法还需要进一步探讨。
4.2 相机噪声影响
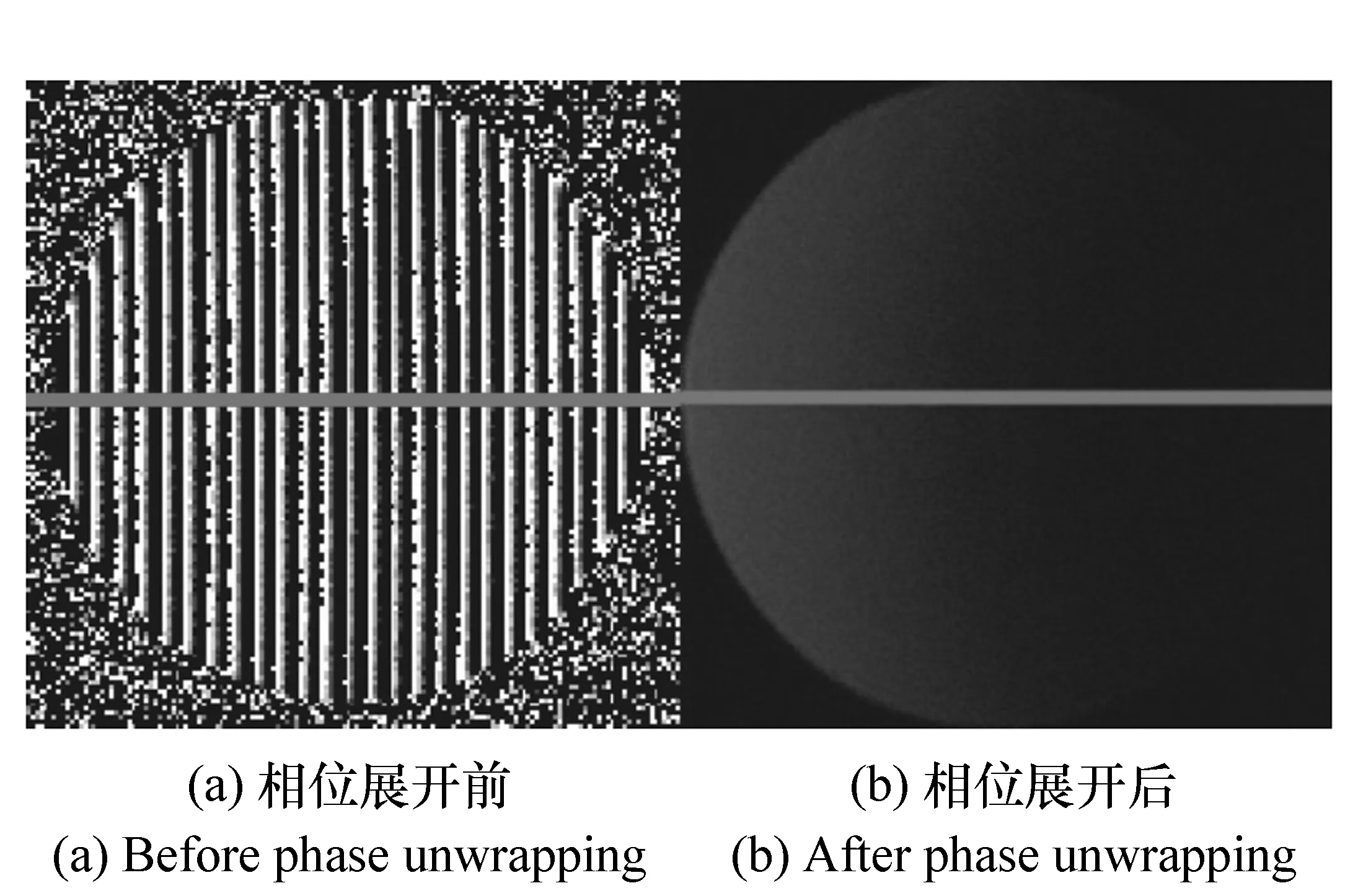
图9 相位分布Fig.9 Phase distribution
智能手机前置摄像头成像质量较差,体现在噪声高和确定性差,为此选取对标准凹面检测过程拍摄的四步相移图样进行处理分析,考察其中随机误差的分布情况,相位展开前后的相位分布如图9所示。
考察中心线上的实际相位分布情况,如图10所示,去除倾斜量后进行拟合,由系统噪声随机波动产生的相移误差方差在0.13 rad左右,这一误差会对确定表面斜率和面形重构过程产生影响。在相移阶段的每一步采集快速拍摄多幅图取平均的方式,可以有效减小随机噪声。

图10 中心线相位分布Fig.10 Phase distribution on the center line
4.3 获取亮度的非线性
由于屏幕显示的非线性和相机对各实际亮度响应的非线性,在采集图像时,相机不能线性地反映出其真实的亮度值,也会出现过饱和的情况。针对这种非线性响应,需考察拍摄图片的亮度信息和屏幕显示的真实亮度值的对应关系。
设计标准图样如图11所示,上部由纯黑纯白色块组成,下部由亮度0到255的32级灰度渐变组成。用相机对校准图样进行拍照,通过直方图或像素点对应的方式获取拍摄像素点亮度和显示亮度的对应关系,如图12所示。在屏幕亮度较低区域(灰度30以下),非线性较明显,高亮度区域也会出现类似情况。
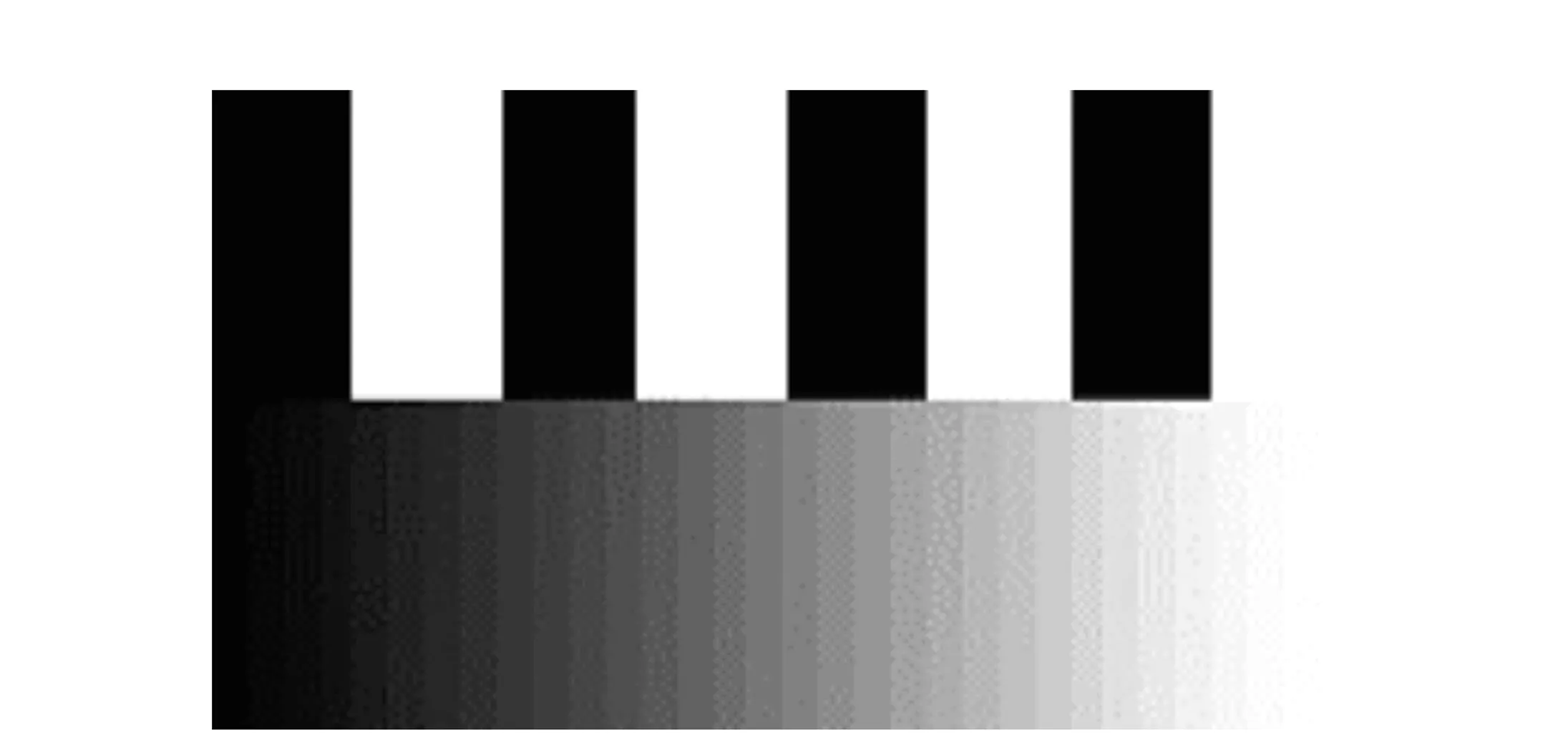
图11 设计用于非线性校正的标准图样Fig.11 Designed pattern for camera nonlinear calibration

图12 对校准图样进行拍摄Fig.12 Photograph of calibration pattern
对于同一幅图RGB三色直方图进行分析,图13可看出蓝色分布更均匀,红色波动较大,可以增加蓝色分量的权重或单独抽取蓝色分量亮度值进行后续运算。在使用正弦相移图样时,不再选取亮度值0和255作为全白和全黑本底,使用30到200的灰度值作为相移正弦图样的亮度取值范围。另一方面适当降低屏幕亮度以利用显示亮度和采集亮度对应关系较好的区域。
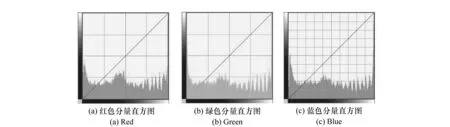
图13 红绿蓝RGB三色直方图分布Fig.13 RGB histogram distribution
4.4 相机自动增益调整控制
目前,自动增益控制(Automatic Gain Control,AGC)广泛应用于手机和网络摄像头中[20],设备自带算法不通过用户手动设置,根据环境明暗程度自动改变拍摄动态范围。当拍摄区域的平均亮度改变时,相机AGC将被触发。如果平均亮度值降低,增益将自动提升以适应环境亮度,并尽量使屏幕中心区域亮度保持定值。这种控制机制导致在拍摄多幅图片过程中,相机自动增益量会发生改变,为测量过程带来了很大的麻烦。
在某些特定情况下,可以直接控制移动设备的相机具体参数,此时可以通过保持其曝光时间等参数为定值进行拍摄。为了把自动增益控制效应降低到最小,从亮度均值角度着手进行优化。对于亮度均值控制,即在镜面反射相移条纹时保留多条正弦条纹,而应使在相移过程中亮度均值不会发生明显改变。
在没有自动增益效应影响时的理想情况,确定每幅相移图的亮度值IphaseN,需要用拍摄值IcapturedN减去屏幕全黑时拍摄图片的亮度值Iblack:
IphaseN(x,y)=|IcapturedN(x,y)-
Iblack(x,y)|, ∀(x,y) .
受到自动增益效应的影响,拍摄相移图样和全白全黑图片时的反射照片的增益值有明显区别。在此做出假定,AGC效应对全局各像素点的亮度值的调整在小范围内是线性的,即:
Igain(x,y)=Icaptured(x,y)×Gain, ∀(x,y) .
此时需要对两幅待对比的图片进行增益统一化。此处利用待测区域外的特征点亮度比对或者全局平均的方法进行。采用全局平均的方案,通过拍摄的全黑全白图样确定镜面区域后,区域外待平均的区域为E:
if (Iwhite(x,y)-Iblack(x,y))<
average[Iwhite-Iblack], then (x,y)∈E.
对E区域内所有像素全黑图和相移条纹图亮度比值取平均得到附加增益系数,用增益系数乘以全黑图得到待测相位图IphaseN。经过增益校准的图样如图14所示。
IphaseN(x,y)=|IcapturedN(x,y)-
Iblack(x,y)×Gain|, ∀(x,y) .

图14 控制增益校准算法Fig.14 AGC calibration algorithm
处理各帧相移图片过程中,光强的相对准确性会影响检测结果,因此也需对不同帧的相移图片进行增益校准。在未进行AGC增益校准时,相邻两幅相移图的统计直方图算数仍有约5%的差异,区域外特征点亮度有3%的差异。进行增益归一化确定每帧相移图自身的绝对增益GainN,再进行后续相位提取和展开等操作。
4.5 角点提取
在对相位图片进行处理前,需要已知某屏幕点经反射成像点和相机成像点的一一对应关系,并由此获得相机光阑、屏幕像素点和待测面坐标点的物理位置对应关系。在实验室条件下,使用高精度CCD相机观察待测面对十字叉丝反射像的方式可进行校准。然而在用智能手机进行检测时,由于摄像头高噪声的影响,往往对校准十字叉丝的拍摄效果较差,并不能和专业级CCD相机相提并论,十字叉丝的反射像难以分辨,采用黑白格点替代十字叉丝,利用相邻坐标点的高对比度实现对格点的自动查找,稳定性得到提升。
4.6 相移算法优化
在利用时间相位展开算法对相位信息的获取过程中,难免会受到高噪声和伽马非线性的影响。优化相移算法对进一步提高移动设备的测量精度和普适性有明显效果。
传统使用的四步相移采集到的光强分布函数存在高次谐波引用,其响应函数:
.
四步相移法的近似误差:
即四步相移计算结果存在4倍频的误差,这也较容易直观理解,在相位相减并相除的过程中,全明全暗点与非线性较明显区域会留下痕迹。
针对四步相移的理论问题,采用双四步相移法进行替代和改进[21]。其思想是以四步相移算法和多频外差相结合,在四步相移的基础上增加一次带相位偏移的测量(在对应条纹图上移相π/4),对每种频率的两次结果进行对齐平均,抵消四倍频误差。
智能移动设备摄像头非线性响应明显,使用双四步测量方法可以显著提高测量可靠性。双四步相移技术可以和多频相位平均相结合,或采用相位平均法[22],对随机误差有更好的抑制效果,目前的实验研究尚未使用双四步相移法,对各相移算法的定量比较分析有待进一步研究。
5 App运行流程与实验研究
5.1 App运行流程
目前主流智能移动设备配备的前置摄像头通常在100万像素至200万像素,显示屏分辨率通常不低于720p,每英寸像素数(PPI)可以达到200以上。为了减小设备对反射面形状尺寸的限制,选取屏幕稍大的iPad Air作为app运行平台,开发相应的iOS app。该设备屏幕尺寸为9.7英寸,相比于智能手机的5寸左右屏幕测量优势明显,配备了1 024×1 280分辨率的前置摄像头,FOV为54.4,屏幕分辨率为1 536×2 048,PPI为264,相邻像素间隔96.2 μm。app的运行流程和用户交互流程如图15。

图15 iOS条纹反射法app运行流程图Fig.15 Flowchart of iOS app for deflectometry
通过预览窗口选择合适的条纹周期并手动调整镜面位置,固定设备位置,进入下一步,屏幕显示相移图样和全黑全白图片并调用相机自动拍摄。最后,需要手动输入的相对物理位置包括:
(1)镜头到屏幕图片的二维距离X和Y(图16所示);
(2)屏幕到镜面顶点的距离Z1;
(3)相机到镜面顶点的距离Z2;
(4)镜面尺寸,对于圆形镜面给出半径R。
5.2 实验
实验采用iPad对一个近平面反射镜进行检测,该镜近似为圆形,直径105 mm,表面若干点经过了光学加工,有明显加工痕迹,如图17所示,加工去除深度约在微米量级。对该反射面的检测,一方面探究现有硬件在不经过仔细标定所能够达到的低频检测精度;另一方面会反应出条纹反射法一贯的的低频检测精度较低的问题;同时加工点局部区域内的高频刀痕也有一定挑战。屏幕显示全白图片和根据全黑全白差值得到的镜面区域二值化判断如图18所示,由于支架漫反射,其亮度也会发生变化,被误判为镜面,不过会在获得绝对条纹图时自动舍去。

图16 相机与条纹距离物理位置示意图Fig.16 Sketch of location between camera and fringe pattern
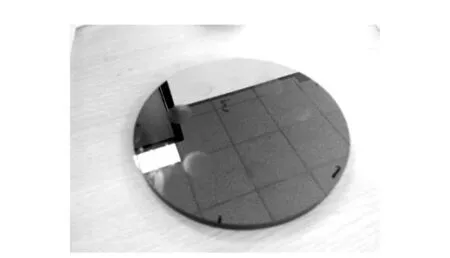
图17 SiC反射镜,表面有光学加工痕迹Fig.17 SiC mirror with optical manufacturing signs on the surface

图18 确定待测镜面区域Fig.18 Identity mirror area
经过去噪,增益系数归一化等操作,获取相移图样和水平竖直方向的相位包裹如图19所示。
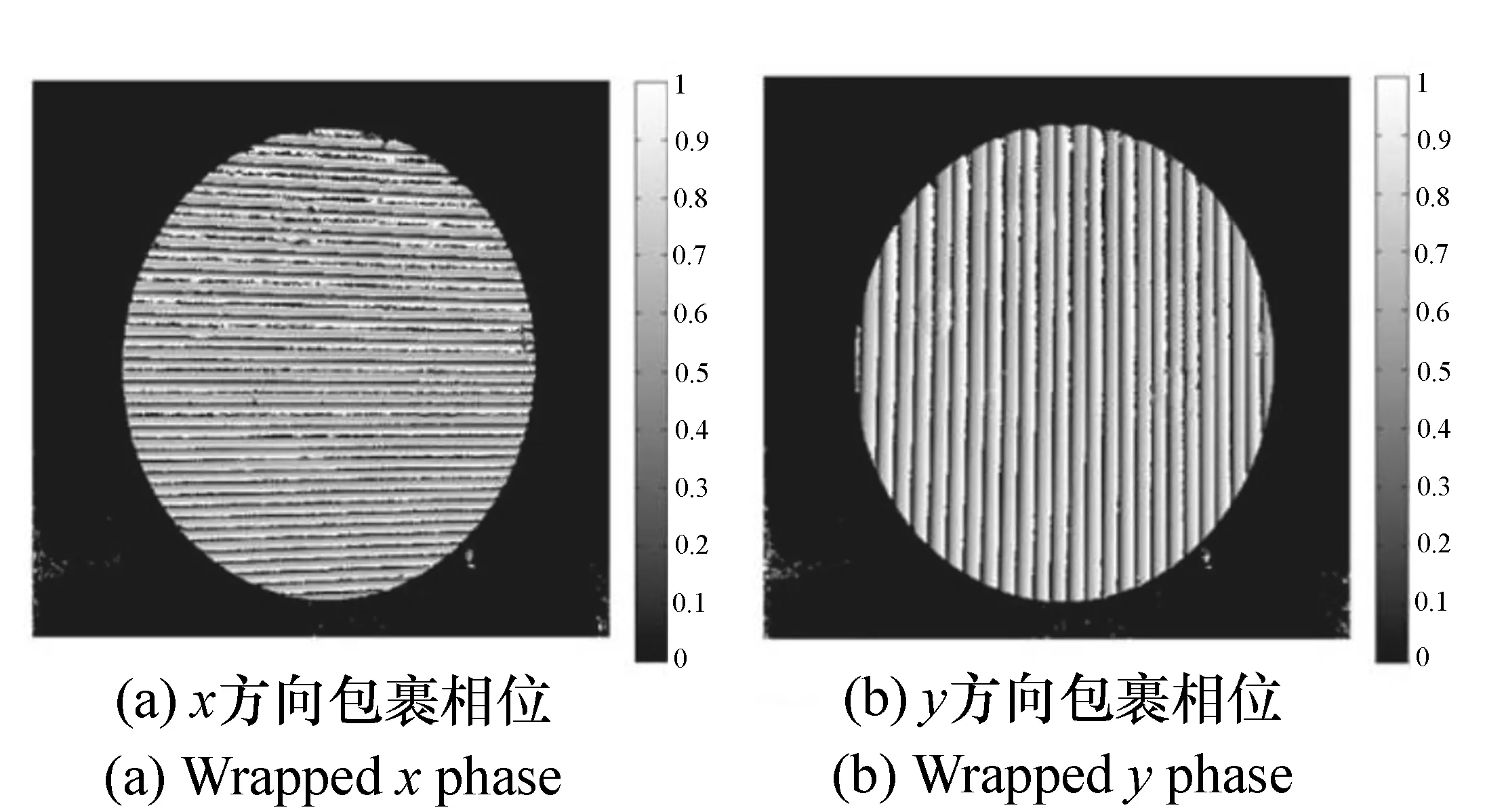
图19 x, y方向相位包裹Fig.19 Phase wrapping on the direction of x and y axis
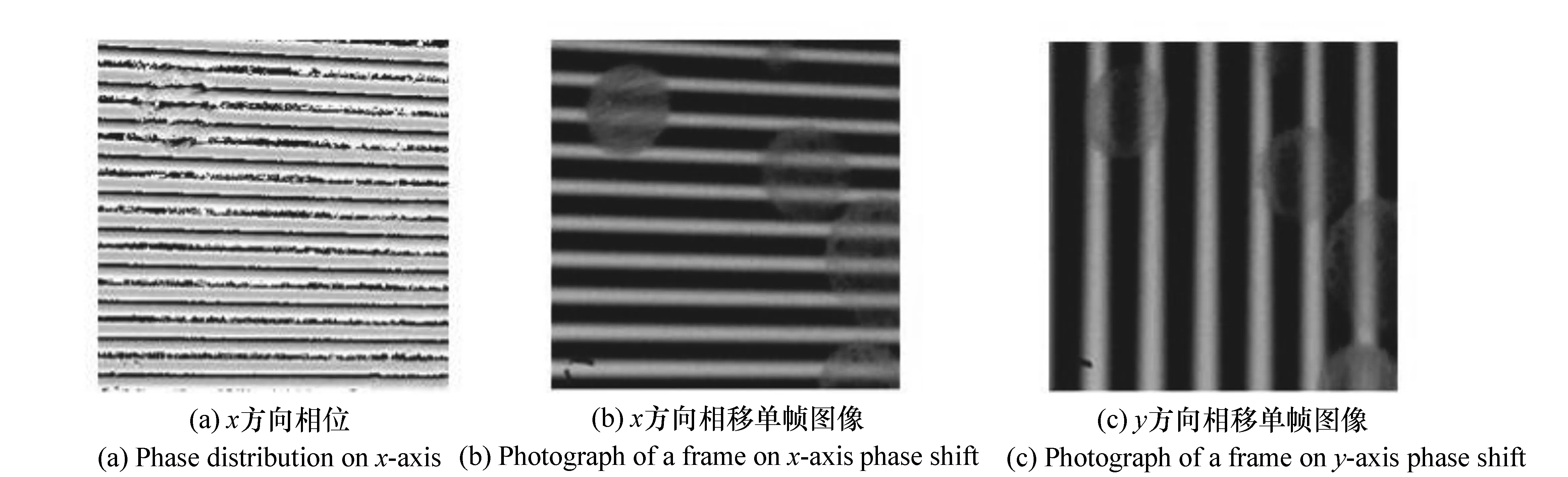
图20 被加工区域对条纹产生弯折Fig.20 Fringe deformation in the manufacturing area
在相位包裹中对镜面加工区域进行局部放大,如图20所示,条纹有明显弯折。在对最终面形的分析过程中,会对加工区域重点关注。
通过面形重建得到待测面面形,如图21所示,可以明显看到表面加工点的痕迹。测量结果仍有较明显的低频误差。同时,由于拍摄过程中过饱和等非线性影响,在加工点小圆圈附近会出现个别像素点无法计算出真实值。
去除倾斜量后,得到图21(b)结果。通过直接观察读数,可以得到各点加工的深度分别在3 μm至50 μm不等。这也和我们预期的光学加工结果较为接近。
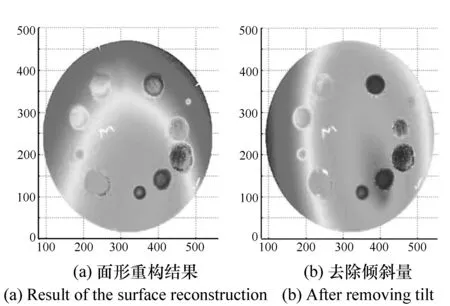
图21 SiC反射镜检测结果Fig.21 Testing result of the SiC mirror
已知该表面加工前为高精度平面,此时测量结果主要误差表现为低阶像差,排除各加工区域对低频误差进行分析,此时残差RMS值为33.4 μm。这也和仿真过程中得到的由镜面物理位置引入的误差面形较为接近。另外此时仍受随机噪声影响,检测结果中存在部分噪点。
同时,利用三坐标测量仪对面形进行了检测并进行比较,测量结果如图22(a),图中标记了典型的几个加工区域深度。另外对前面得到的结果进行中值滤波减小噪声,并拟合到圆域,如图22(b),由于拍摄畸变影响,条纹反射法测量结果和三坐标标准测量结果有一定区别。考察各子加工区域测量结果,通过三坐标测量得到的各加工点实际深度与条纹反射法测量结果进行比较,误差在10 μm以内。在深度较大时,边缘曲率变化很大,可能会对测量结果产生影响,受噪声影响也较大。
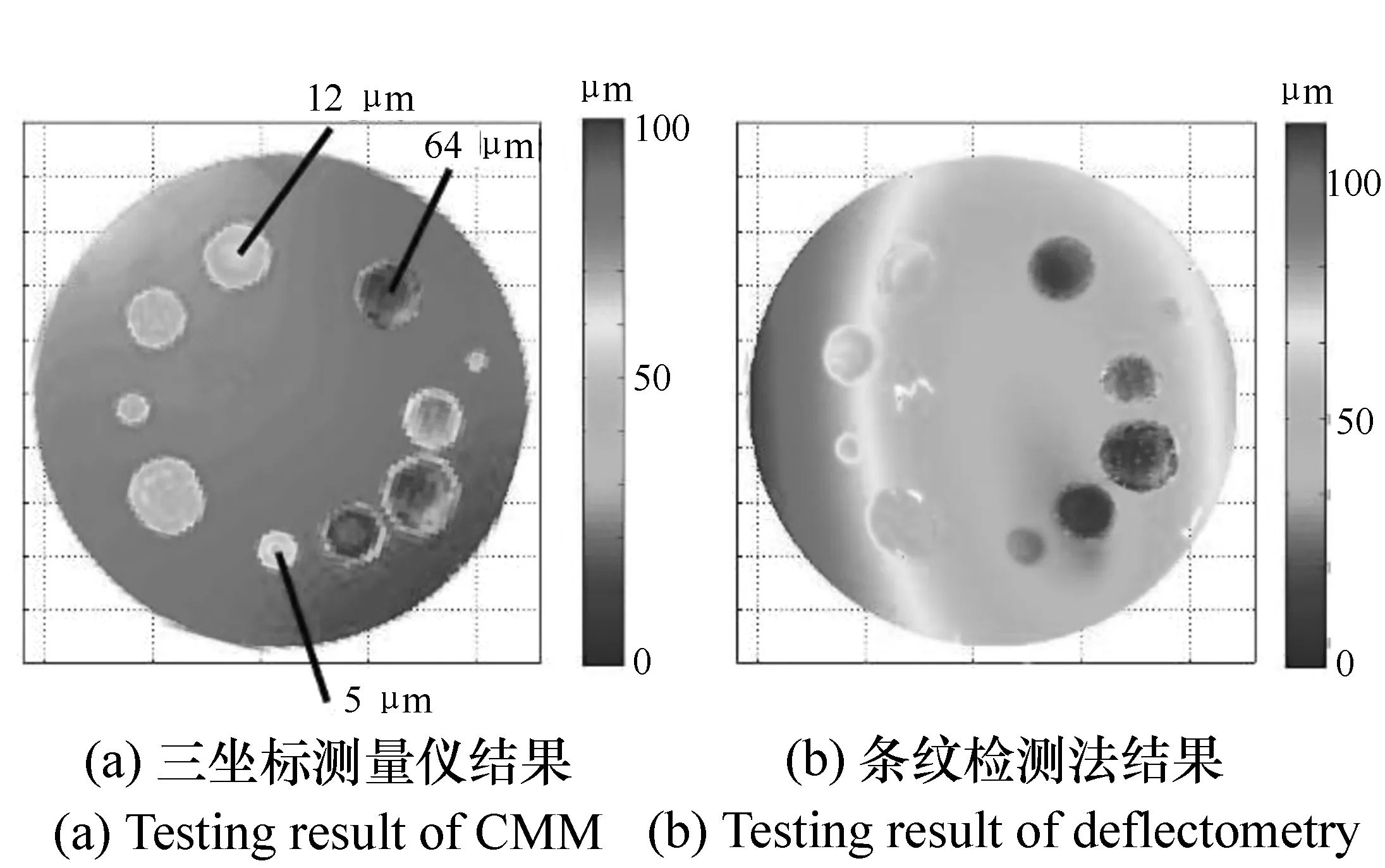
图22 条纹反射法与三坐标测量结果对比Fig.22 Comparison of testing result of deflectometry and coordinate measuring machine
6 结 论
本文从原理上分析了条纹反射法集成于智能移动设备中的若干特点,针对移动设备的特点分析了物理位置标定误差对检测结果的影响,得出使用移动设备集成条纹反射法进行检测时,毫米量级的标定精度即可实现微米到几十μm精度的检测结果。从优化软件算法的角度出发,利用相机非线性定标、改善相移算法、格点位置标定、滤波去噪、应对相机自动增益调整等一系列方法提高测量精度和稳定性。设计了用于iOS的app,使用iPad Air对直径105 mm的反射面进行了实验检测,实现了30 μm精度的测量。证实了使用智能平板进行几十μm精度的检测能力。
[1] LIGTENBERG F K. The Moiré method-a new experimental method for the determination of moments in small slab models[J].Proc.SESA,1954,12(2):83-98.
[2] KNAUER M C,KAMINSKI J,HAUSLER G. Phase measuring deflectometry:a new approach to measure specular free-form surfaces[C]. Photonics Europe. International Society for Optics and Photonics,2004:366-376.
[3] ROSE P,SURREL Y,BECKER J M. Specific design requirements for a reliable slope and curvature measurement standard[J].MeasurementScienceandTechnology,2009,20(9):095110.
[4] 3D-Shape. A New Method to Measure Specular Free-Form Surfaces [EB/OL].[2016-06-08] http://www.3d-shape.com/produkte/pmd_e.php.
[5] BOTHE T,LI W,VON KOPYLOW C,etal.. High-resolution 3D shape measurement on specular surfaces by fringe reflection[C]. Photonics Europe. International Society for Optics and Photonics,2004:411-422.
[6] SU P,PARKS R E,WANG L,etal.. Software configurable optical test system:a computerized reverse Hartmann test[J].AppliedOptics,2010,49(23):4404-4412.
[7] HUANG R,SU P,HORNE T,etal.. Optical metrology of a large deformable aspherical mirror using software configurable optical test system[J].OpticalEngineering,2014,53(8):085106.
[8] SU P,KHREISHI M A H,SU T,etal.. Aspheric and freeform surfaces metrology with software configurable optical test system:a computerized reverse Hartmann test[J].OpticalEngineering,2014,53(3):031305.
[9] SU P,WANG S,KHREISHI M,etal.. SCOTS: a reverse Hartmann test with high dynamic range for Giant Magellan Telescope primary mirror segments[J].SPIE,2012,8450:84500W-9.
[10] 赵文川,范斌,伍凡,等.基于PMD的反射镜面检测实验分析[J].光学学报,2013,33(1):0112001. ZHAO W CH,FAN B,WU F,etal.. Experimental analysis of reflector test based on phase measuring deflectometry[J].ActaOpticaSinica,2013,33(1):0112001.(in Chinese)
[11] 唐燕,苏显渝,刘元坤,等.基于条纹反射的非球面镜三维面形测量[J].光学学报,2009,29(4):965-969. YAN T,XIANYU S,YUANKUN L. Three-dimensional shape measurement of aspheric mirror based on fringe reflection[J].ActaOpticaSinica,2009,29(4):965-969.(in Chinese)
[12] 王华荣,李彬,王志峰,等.基于条纹反射术的槽式抛物面单元镜面形测量[J].光学学报,2013,33(1): 0112007. WANG H R,LI B,WANG ZH F,etal.. Surface measurement of parabolic trough unit mirror based on fringe reflection[J].ActaOpticaSinica,2013,33(1):0112007.(in Chinese)
[13] BUTEL G P,SMITH G A,BURGE J H. Deflectometry using portable devices[J].OpticalEngineering,2015,54(2):025111.
[14] H USLER G,FABER C,OLESCH E,etal.. Deflectometry vs. interferometry[J].SPIE,2013,8788:87881C-11.
[15] GOLDSTEIN R,ZEBKER H,WERNER C. Satellite radar interferometry:two-dimensional phase unwrapping [J].RadioScience,1988,23(4):713-720.
[16] FLYNN T J. Consistent 2-D phase unwrapping guided by a quality map[C]. Geoscience and Remote Sensing Symposium,1996. IGARSS'96,IEEE,1996,4:2057-2059.
[17] 张旭,朱利民.Gamma 畸变的相位误差模型与Gamma标定技术[J].光学学报,2012,32(4):143-150. ZHANG X,ZHU L M. Phase error model from Gamma distortion and Gamma calibration[J].ActaOpticaSinica,2012,32(4):143-150.(in Chinese)
[18] OHTSUBO J,FUJIMOTO A. Practical image encryption and decryption by phase-coding technique for optical security systems[J].AppliedOptics,2002,41(23):4848-4855.
[19] AYUBI G A,DI MARTINO J M,ALONSO J R,etal.. Three-dimensional profiling with binary fringes using phase-shifting interferometry algorithms[J].AppliedOptics,2011,50(2):147-154.
[20] IULIAN ROSU. Automatic Gain Control (AGC) in Receivers,[EB/OL].[2016-06-08]. http://www.qsl.net/va3iul/Files/Automatic_Gain_Control.pdf.
[21] 陈立伟,刘涌,毕国堂,等.双四步路径相移均值法[J].计算机应用,2014,34(6):1830-1833. CHEN L W,LIU Y,BI G T,etal.. Double four-step route phase-shifting average algorithm[J].J.ComputerApplications,2014,34(6):1830-1833,1838.(in Chinese)
[22] YONG L,DINGFA H,YONG J. Flexible error-reduction method for shape measurement by temporal phase unwrapping: phase averaging method[J].AppliedOptics,2012,51(21):4945-4953.
《中国光学》征稿启事
《中国光学》为双月刊,A4开本;刊号:ISSN 2095-1531/CN 22-1400/O4;国内外公开发行,邮发代号:国内12-140,国外BM6782。

★ 荷兰Scopus数据库★ 美国《乌利希国际期刊指南》★ 美国《化学文献》★ 波兰《哥白尼索引》★ 俄罗斯《文摘杂志》★ 中国精品科技期刊★ 中国科技核心期刊★ 中国光学学会会刊★ 中国科技论文与引文数据库★ 中国期刊全文数据库★ 万方数字化期刊全文数据库★ 中国科技期刊数据库★ 中国光学期刊网数据库
主要栏目:微纳光学、信息光学、集成光电子、光谱学和光谱仪器、激光技术与应用、光学功能材料、光学设计与工艺、大气与空间光学、光学仪器与测试、综述、前沿动态、产业资讯、科普教学、实验室介绍、自然科学基金项目进展、前沿热点访谈、热点论文等。
发稿类型:学术价值显著、实验数据完整的原创性论文;研究前景广阔,具有实用、推广价值的技术报告;有创新意识,能够反映当前先进水平的阶段性研究简报;对当前学科领域的研究热点和前沿问题的专题报告;以及综合评述国内外光学技术研究现状、发展动态和未来发展趋势的综述性论文。
欢迎投稿、荐稿。
主管单位:中国科学院
主办单位:中国科学院长春光学精密机械与物理研究所
协办单位:激光与物质相互作用国家重点实验室
编辑出版:《中国光学》编辑部
投稿网址:http://chineseoptics.net.cn
邮件地址: chineseoptics@ciomp.ac.cn; zggxcn@126.com
联系电话:0431-86176852; 0431-84627061 传 真:0431-84627061
编辑部地址:长春市东南湖大路3888号(130033)
Applied Optics and Photonics China, 2017
2017年国际应用光学与光子学技术交流会
http://www.csoe.org.cn/aopc2017/
June 4~6, 2017
Beijing International Convention Center(BICC), Beijing, China
中国光学工程学会(CSOE)联合国际光学工程学会(SPIE)定于2017年6月4~6日在北京国际会议中心举办2017年国际应用光学与光子学技术交流会(AOPC2017)。大会分8个分会,规模近千人,国内外知名专家200余位被特邀出席。大会期间将举办中国光学工程学会第二届光学工程优博和第三届科技创新奖颁奖盛典!
大会征文火热进行中,通过评审的投稿将推荐到SCI期刊、Ei期刊和Ei文集正式发表。本届大会组委会将评选青年优秀论文奖,获奖作者有资格参加第三届光学工程优博评选。 第二轮摘要截稿时间:2017年4月28日。欢迎相关科研人员投稿参与会议交流!
Sponsors: SPIE; Chinese Society for Optical Engineering(CSOE)
Technical-sponsors: European Optical Society(EOS); Optical Society of Korea(OSK); Optical Society of Japan(OSJ)
Honorary chairs: Guofan Jin(Tsinghua University, China); Songlin Zhuang(University of Shanghai for Science and Technology, China)
General chairs: Guangjun Zhang(Beihang University, China); Byoungho Lee(School of Electrical Engineering, Seoul National University, Korea)
Technical Committee:
Chairs: Min Gu(Royal Melbourne Institute of Technology University, Australia); Jinxue Wang(SPIE, USA)
Co-Chair: Min Qiu(Zhejiang University, China)
Technical Conference:
Conf1:LaserComponents,Systems,andApplications
Conf2:3DMeasurementTechnologyforIntelligentManufacturing
Conf3:OpticalStorageandDisplayTechnology
Conf4:OptoelectronicsandMicro/nano-optics
Conf5:OpticalSpectroscopyandImaging
Conf6:OpticalSensingandImagingTechnologyandApplications
Conf7:SpaceOpticsandEarthImaging
Conf8:OpticalInformationandOpticalNetwork
Supported Journals:
Light: Science & Applications(SCI)、Photonics Research(SCI)、Journal of Infrared and Milimeter Waves(SCI)、Infrared and Laser Engineering(Ei)、Optics and Precision Engineering(Ei)、Chinese Optics、Journal of Terahertz Science and Electronic Information Technology,etc.
SPIE Proceedings:
The deadline of abstract is 28 April 2017 http://www.manuscript-cnoenet.com/index_en.htm.
The deadline of manuscript submission is 30 June 2017.
Contact us: Yan Liu, liuyan@csoe.org.cn; Fangfang Cai, cai_ff@csoe.org.cn; Jin Li, lijin@csoe.org.cn
Tel:86-22-58168510, 86-22-58168541, 86-22-58168516

征文通知
目标识别与人工智能技术研究一直以来都是备受关注的前沿方向,在军用、民用领域都具有广泛的应用前景和潜在的经济价值,已成为一项极为重要和基本的技术。目标的探测与识别就是通过目标信息的“获取”、“处理”、“显示”、“传输”等途径实现目标的“探测”、“识别”和“辨识”,它是一门多学科综合的应用技术,其研究内容涉及传感器技术、信号提取、图像处理、模式识别、测试仿真等多个学科内容。然而,由于景物的多样性和复杂性,在工程应用中仍有许多问题需要解决。随着现代信息处理技术的发展和智能化应用的需求,结合人工智能技术和计算机技术的自动目标识别(ATR)成为研究热点,它利用人工智能技术对传感器获取的目标特征进行训练与学习,进而自动地完成分类和识别,具有更高的智能水平、更好的环境适应性和更广阔的应用前景。
中国光学工程学会将于2017年7月在吉林省长春市(暂定)举办“目标识别与人工智能高峰论坛”,深入研讨目标识别与人工智能及其相关技术。诚挚欢迎国内外相关领域的科研人员、教师、研究生等踊跃投稿。
主办单位:
国家自然基金委员会
中国工程院信息与电子工程学部
中国光学工程学会
承办单位:
中国光学工程学会
大会主席:
李德毅院士 金国藩院士
征文方向:
1.信号提取与目标检测 9.机器学习
2.自动目标识别与跟踪技术 10.数据挖掘
3.图像分割与匹配 11.专家系统
4.信息融合技术 12.性能评估
5.目标特性与数据库 13.智能计算
6.目标建模与图像仿真 14.深度学习
7.模式识别 15.其他
8.智能感知
论文发表:投稿请登录:http://events.kjtxw.com/tougao/1426493022.html,中英文兼收。
请作者登录网站提交论文全文,组委会请专家进行审稿。通过审查的稿件被大会录用。择优推荐到正式出版物发表。英文稿件,将被SPIE会议论文集(EI检索)收录。中文稿件推荐至《红外与激光工程》(EI)、《光学精密工程》(EI)、《中国光学》(科技核心期刊)、《太赫兹科学与电子信息学报》(科技核心期刊)正刊出版。
投稿截止时间:2017年5月31日
组委会联系方式:
秘书处联系人:刘艳 电子邮箱:liuyan@csoe.org.cn; 联系电话:022-58168510
Light Conference 2017国际会议通知
一年一度的光学国际学术大会Light Conference将于2017年7月16日至18日在长春召开。此次盛会由中国科学院长春光学精密机械与物理研究所和University of Rochester,USA(美国罗切斯特大学)联合主办,Light: Science & Applications编辑部承办,科技部曹健林研究员、University of Rochester郭春雷教授、基金委秦玉文教授、UCLAAydoganOzcan教授担任大会共主席。
一、会议内容
此次会议主题涵盖:地基大口径光学工程、光学超精密加工与检测技术、空间光学工程、飞秒激光与物质相互作用和先进光子学、激光与纳米光子学、生物光子学、绿色光电材料和器件、先进超材料和超表面、低维光电子材料和器件、X射线技术、激光先进制造、微纳光学等。
会议诚邀国内外高校和科研院所相关领域的专家、学者参加,交流、共同分享展示自己的最新研究成果。大会还特设优秀墙报奖,以鼓励学生参会交流。组委会也诚邀国内外公司(企业)参展,为公司近距离接触国内外知名光学专家、展示公司仪器设备提供良好平台。
二、会议投稿
会议论文将择优发表在Light: Science & Applications, Photonics Sensors,《光学精密工程》、《中国光学》、《发光学报》、《液晶与显示》、《红外与毫米波学报》等期刊上,未能在上述正刊上发表的论文将会择优发表在《光学精密工程》增刊上。投稿详情请关注会议官方网站,会议投稿截止日期2017年5月1日。
三、会议费用

注册类别普通注册费学生注册费提前注册(6月16日前)2000元1500元现场注册(7月16号报到)2500元1800元

四、会议地点与联系方式
会议地点:中科院长春光机所(长春市东南湖大路3888号)
住宿地点:长春国际会展中心
联系人:李耀彪;电话:0431-86176851
会议邮箱:lightconference@ciomp.ac.cn
会议网站:http://light-conference.csp.escience.cn(请扫描二维码了解详细会议信息)
注:会议期间食宿自理,无伙食补贴!
此次系列会议由长春文岱会议展览服务有限公司协办,会议费由该公司收取并开具发票。
《Light: Science & Applications》编辑部
Deflectometry measurement system for smart mobile devices
JI Yi, ZHANG Xue-jun*, YUAN Ting, TAO Xiao-ping
(KeyLaboratoryofOpticalSystemAdvancedManufacturingTechnology,ChangchunInstituteofOptics,FineMechanicsandPhysics,ChineseAcademyofSciences,Changchun130033,China)
*Correspondingauthor,E-mail:zxj@ciomp.ac.cn
Deflectometry is a three-dimension surface measurement method using simple equipment. In this paper, deflectometry based on portable devices such as smart phones and tablets is discussed. First, the calibration error and advantages of mobile devices are proposed. Then, according to analysis of the data and errors in experiments, a series of methods, such as camera non-linear calibration, improved phase shift algorithm, grid position calibration, automatic gain adjustment, are introduced to improve the measurement accuracy and stability. Finally, app launched in an iPad is used to test a 105 mm SiC workpiece. Experimental results indicate that the precision of global surface is 33 μm RMS with millimeter scale calibration accuracy. The error is mostly of low frequency, and the sensitivity is rather high in some areas. It proves that deflectometry integrated in smart tablet has the capability of achieving a measurement accuracy of tens of microns without other external equipment.
shape measurement;optical testing;fringe reflection;portable device
2016-10-17;
2016-12-02
国家自然科学基金资助项目(No.61036015) Supported by National Natural Science Foundation of China(No.61036015)
2095-1531(2017)02-0267-13
TH74
A
10.3788/CO.20171002.0267

冀 翼(1992—):男,黑龙江大庆人,2013年于中国科学技术大学获得学士学位,主要从事光学检测技术方面的研究。E-mail:jiyi4321@gmail.com

张学军(1968—):男,吉林长春人,博士,研究员,博士生导师,主要从事大口径非球面加工与检测、新型空间反射镜制造、空间相机总体设计等方面的研究。E-mail:zxj@ciomp.ac.cn
猜你喜欢
数学小灵通·3-4年级(2022年5期)2022-06-01
快乐语文(2021年34期)2022-01-18
家庭影院技术(2021年6期)2021-07-28
VOGUE服饰与美容(2019年10期)2019-12-02
小福尔摩斯(2019年2期)2019-09-10
小学生必读(低年级版)(2019年9期)2019-04-13
小学生必读(低年级版)(2019年10期)2019-04-13
摄影之友(影像视觉)(2019年3期)2019-03-30
小天使·六年级语数英综合(2017年5期)2017-05-27
家用汽车(2016年4期)2016-02-28
