
集装箱底板全自动锯边、铣槽、涂漆生产线
2017-04-08 08:01:23郑忠福
林业机械与木工设备 2017年4期
郑忠福
(福建和其昌竹业股份有限公司,福建 永安 366000)
推广应用
集装箱底板全自动锯边、铣槽、涂漆生产线
郑忠福
(福建和其昌竹业股份有限公司,福建 永安 366000)
集装箱底板全自动锯边、铣槽、油漆生产线主要由自动纠偏运输系统、自动抺灰机构、自动滚涂漆机构、横向导轨式送板小车四部分组成,阐述了该生产线的工作原理及应用效果。
集装箱底板;生产线;工作原理;应用效果
目前,企业生产竹木复合集装箱的底板都是采用径向竹帘、弦向竹帘与单板进行组坯,这样生产出的板件四周孔隙较大,还需进行后续的封边处理。而现有集装箱底板锯边、铣槽、抺灰封边,以及涂漆等都是采用分段式进行[1-2],即先对集装箱底板进行纵、横锯边,然后把锯边后的底板用铲车或手动搬运车送到纵横向铣边、倒角机进行铣边和倒角,再将处理好的底板运到空地人工进行四周边部抺灰,最后进行涂漆。这样反复操作,工人劳动强度大,生产效率低,需要大量人力,而且操作场所占用空间大,无法实现生产过程的连续化和自动化。笔者对其分段生产过程进行整合及进行设备设计和制造安装,形成一条集自动锯边、铣槽、涂漆于一体的全自动生产线,填补了国内该类生产线的空白。
1 生产线设备组成
集装箱底板全自动锯边、铣槽、涂漆生产线如图1所示。
生产线由纵向相联的进板机构、自动纠偏机构、锯边机、边条归送机、铣槽倒角机、抹灰机、涂漆机、送板小车,以及与送板小车横向相联的锯边机、边条归送机、铣槽倒角机、抹灰机、涂漆机、出板机构组成。该生产线通过PLC操作控制柜对集装箱底板生产线进行全自动控制,以实现对板料的进料、纠偏、锯边、边条归送、铣槽、倒角、封边及滚漆处理,最后归垛齐整、出料。本生产线具有占地面积小、工人劳动强度低、生产效率高、生产成本低、产品质量稳定等优点。
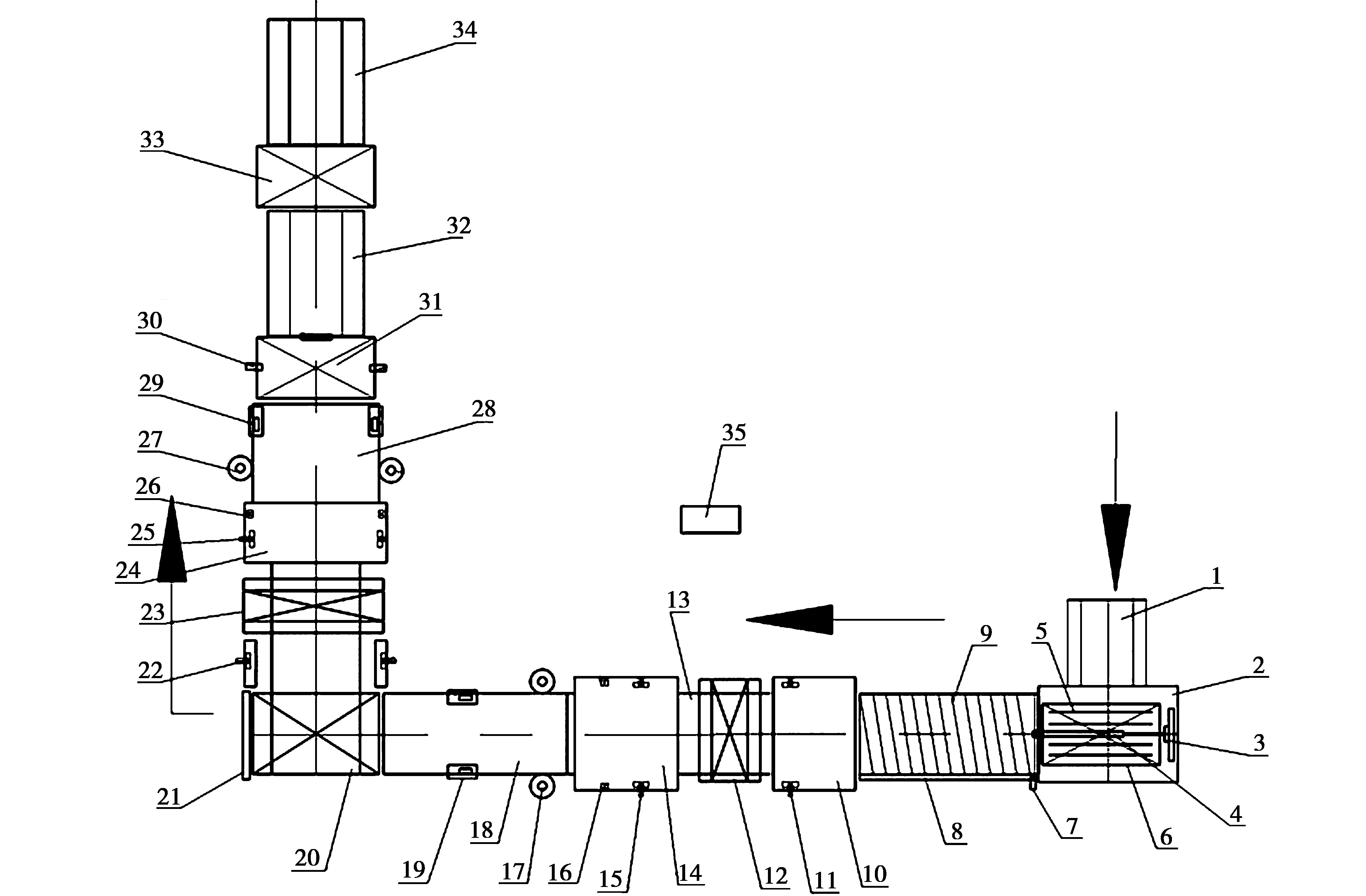
图1 集装箱底板全自动锯边、铣槽、涂漆生产线1.进板输送机;2.进板架;3.进板推手;4.进板气缸;5.输送辊;6.进板升降台;7.进板辊驱动减速电机;8.送板纠正靠栅;9.送板纠正辊筒;10.纵向锯机体;11.纵向锯头;12.纵向边条归送机;13.纵向出板架;14.纵向铣机体;15.纵向铣头;16.纵向面倒角机;17.纵向边抹灰机;18.纵向出板;19.纵向边涂漆;20.横向送板小车;21.横向板靠栅;22.横向锯头;23.横向边条归送机;24.横向铣机体;25.横向铣头;26.横向面倒角机;27.横向边抹灰机;28.横向出板;29.横向边涂漆;30.归码板气缸;31.归板升降台;32.出板辊台1;33.翻板机;34.出板辊台2;35.操作控制柜
2 生产线工作原理
集装箱底板毛坯板用铲车送到进板运输机(1)上,通过PLC操作控制柜(35)的程序控制,启动进板运输机(1)、进板推手(3)、进板气缸(4)、输送辊(5)、进板液压升降台(6)、送板电机(7)和自动纠偏运输系统将集装箱底板输送到纵向锯边机(10、11)上锯边,然后进行铣槽、倒角(14、15、16),同时将锯下的边条用纵向边条归送机(12)统一输送归集在一起,将经过铣边与倒角处理后的板件通过纵向抺灰机(17)和纵向辊涂机(19)进行纵向边部抺灰、涂漆处理后再把板件输送到横向送板小车机构(20、21)上,送板小车将板件送入横向锯边机(22)锯边,经横向铣边机、倒角机(24、25、26)、横向抺灰机(27)、横向辊涂机(29)加工后进入归板液压升降台(31),在该升降台(31)上板件通过归码板气缸(30)将板归垛齐整,再进行输送并通过翻板机(33)翻板,从而实现集装箱底板连续全自动锯边、铣槽、倒角、封边、涂漆自动化生产。
3 各机构工作原理
3.1 自动纠编运输系统
自动纠编运输系统由送板电机(7)、纠正靠栅(8)、送板纠正辊筒(9)组成,通过送板纠正辊筒(9)的倾斜(10° ~11°)安装,进板时加工件在运动过程中始终有一个侧向推力作用,使加工件紧贴靠栅(8)向前运动,靠栅(8)固定在机架上,板件进入纵向锯边机(10、11)锯边,从而实现对加工件的自动纠偏和锯边。
3.2 自动抺灰机构
自动抺灰机构如图2所示,该机构安装有纵向抺灰机(17)和横向抺灰机(27),由料泵(2)、料仓(3)、减速搅拌电机(4)、涂抺机构(5)、刮板(6)、烘干灯泡+毛刷(7)和辊筒(9)组成,将需要的灰料倒入料仓(3)中,通过减速搅拌电机(4)搅拌将灰料调制均匀,料仓底部的灰料在料泵(2)离心力的作用下不断向外喷料,并粘附在连续不断通过的加工件(8)边部上,涂抹机构(5)中的电机带动弹性涂抺辊轮对加工件上有灰料的边部进行挤压,并把粘附在边部上的灰料碾压入集装箱底板边部的孔隙中,从而实现集装箱底板自动连续封边。本机构系统料泵(2)配置有变频器,自动抺灰机构的电器全部由PLC控制,可根据通过的集装箱底板的具体情况来自动控制料泵(2)的频率和边部抺灰需要的出灰量。
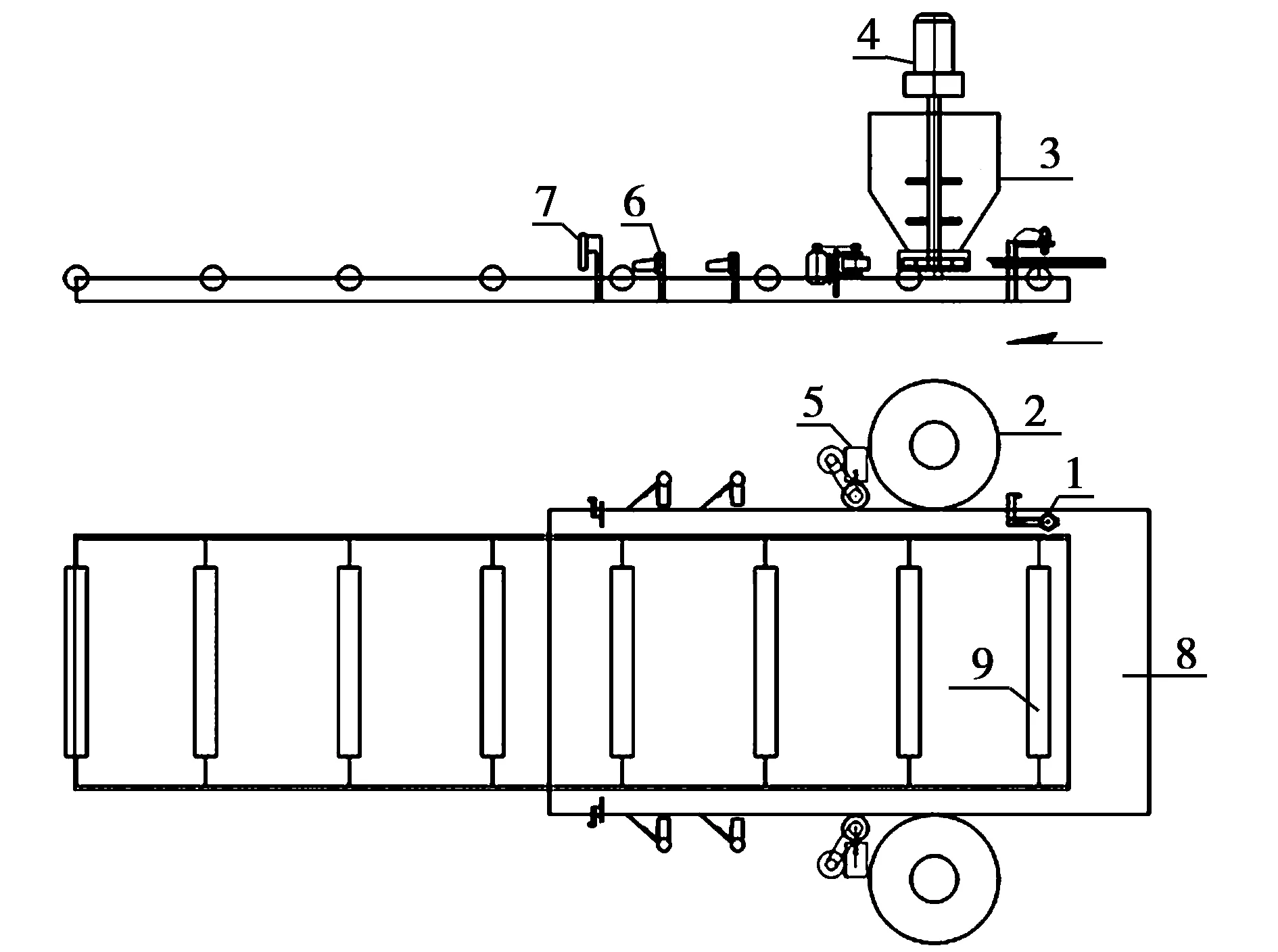
图2 自动抺灰机构1.光电开关;2.料泵;3.料仓;4.减速机;5.涂抹机构;6.刮板;7.灯泡+毛刷;8.加工件;9.辊筒
3.3 自动滚涂漆机构
自动滚涂漆机构如图3所示,由油漆槽(1)、滚漆轮(3)、和辊筒(4)组成,集装箱底板通过粘有调好油漆的滚漆轮(3)就可自动实现集装箱底板的自动涂油漆封边。
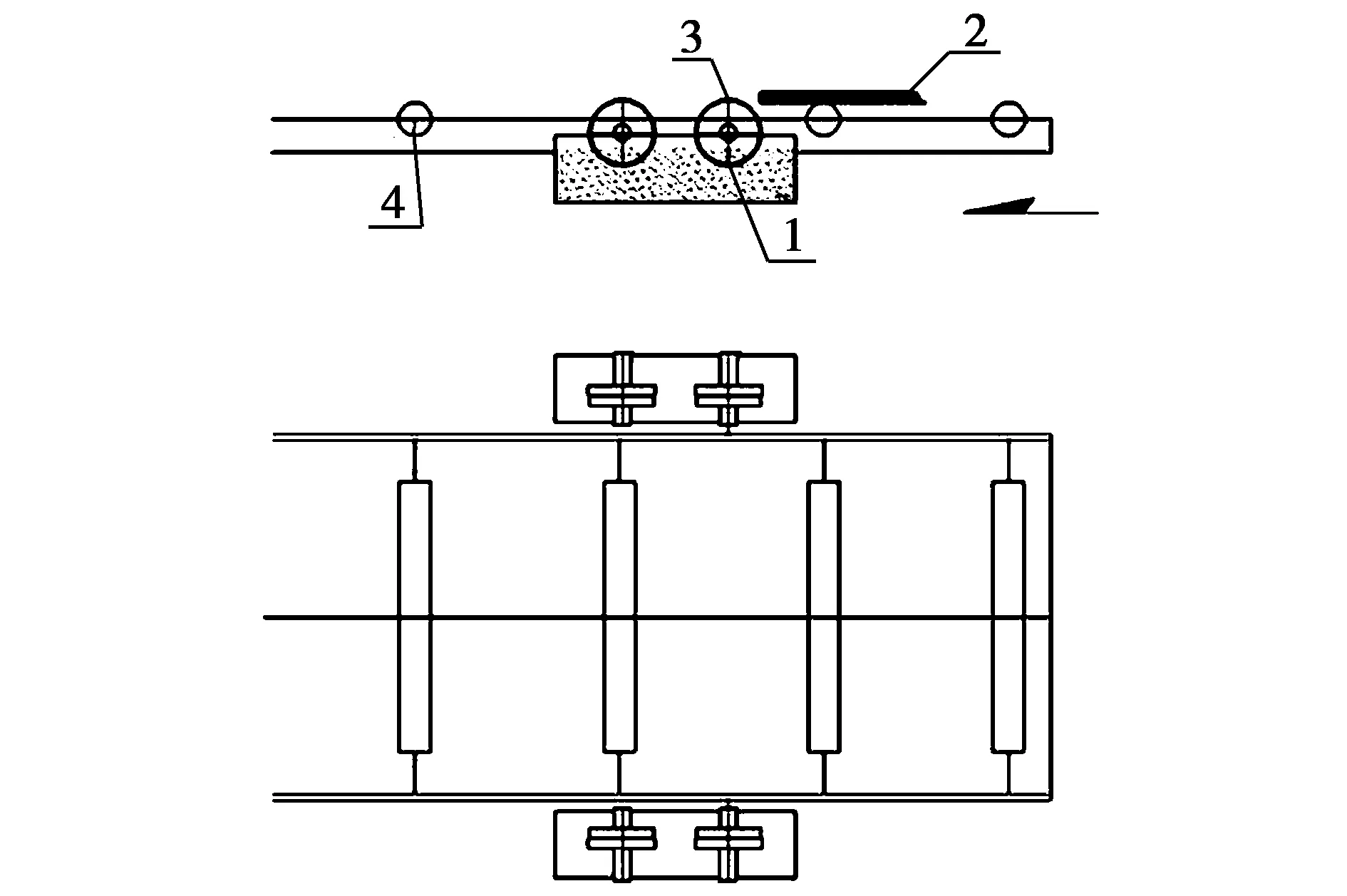
图3 自动滚涂漆机构1.油漆槽;2.加工件;3.滚漆轮;4.辊筒
3.4 横向导轨式送板小车
横向导轨式送板小车机构如图4所示,因每片集装箱底板重量大约在80 kg左右,且表面光滑,为了保证锯边尺寸和对角线的准确性与稳定性,提高产品合格率,在此生产线上采用了导轨式送板小车,小车由小车机架(1)、压板气缸(2)、限位挡板(4)、直线导轨(5)、导轨底梁(6)组成。纵向锯好的集装箱底板输送到横向送板小车机构的台面上,通过限位挡板(4)的限位及光电开关(3)的作用指示压板气缸(2)动作,将集装箱底板稳定地固定在横向送板小车机构台面上,通过电机、链轮和链条(8、9、10)拖动,带动横向送板小车前进和后退,从而实现集装箱底板横向锯边。
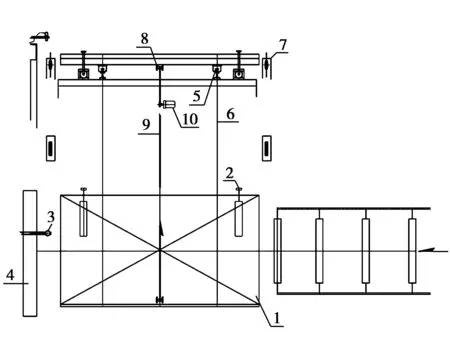
图4 横向导轨式送板小车机构1.小车机架;2.压板气缸;3.光电开关;4.限位挡板;5.直线导轨;6.导轨底梁;7.锯头;8.传动链轮;9.传动链条;10.减速电机
4 应用效果
(1)大幅减少操作人员数量。以前分段式生产线,其一条线上操作工人需18人,通过整合、改造和重新布置,现在一条生产线只需操作工人7~8人即可正常生产。
(2)提高生产效率。生产能力比分段式提高3倍以上,减少重复操作和搬运,提高生产效率并降低工人的劳动强度。
(3)减少油漆、抺灰料等物料浪费与损耗,也相应地降低了生产成本。
(4)因采用导轨式送板小车机构进行横向锯边,改变了过去采用的辊筒或链条式输送锯边方式,从而保证了产品外观尺寸的准确性和稳定性,提高了产品合格率。
[1] 王秀敏.便携台式锯刨钻修边木工多用机[J].林业机械与木工设备,2002(5).
[2] 唐宇,赵涛,彭贵生.数控双圆锯裁边机的研制[J].木材工业,2010(2).
(责任编辑 王琦)
Automatic Edge Trimming,Slot Milling and Painting Production Line of Container Bottom Plates
ZHENG Zhong-fu
(Fujian Heqichang Bamboo Industry Co.,Ltd.,Yong’an Fujian 366000,China)
The automatic edge trimming,slot milling and painting production line mainly consists of an automatic deviation control and transportation system,an automatic plastering mechanism,an automatic roller coating system and a horizontal rail-type plate conveying cart.The working principle and application effect of this production line are stated.
container bottom plate;production line;working principle;application effect
2016-12-27
福建省科技厅重大专项资助项目(2014NZ0003-1)
郑忠福(1965-),男,工程师,大学本科,主要研究方向为竹木复合材料的研究与开发,E-mail:Zhongfu0988@sina.com。
TS642
A
2095-2953(2017)04-0046-03
猜你喜欢
军事文摘(2023年5期)2023-03-27 09:13:10
快乐语文(2020年36期)2021-01-14 01:10:32
科学大众(2020年17期)2020-10-27 02:49:02
装备维修技术(2020年19期)2020-03-08 00:14:03
中国科技纵横(2019年20期)2019-12-10 09:30:06
现代装饰(2019年7期)2019-07-25 07:42:10
文苑(2018年22期)2018-11-19 02:54:18
电子制作(2018年8期)2018-06-26 06:43:02
中国公路(2017年8期)2017-07-21 14:26:20
专用汽车(2015年2期)2015-03-01 04:06:52
