
无线缝合服装工艺介绍及产品质量控制分析
2017-03-30 01:24罗胜利廖银琳张宇群刘美娜李春燕刘旭良许成韬
粘接 2017年3期
罗胜利,廖银琳,张宇群,龚 龑,刘美娜,李春燕,刘旭良,许成韬
无线缝合服装工艺介绍及产品质量控制分析
罗胜利1,2,廖银琳1,张宇群1,龚 龑3,刘美娜2,李春燕1,刘旭良4,许成韬3
(1.广州纤维产品检测研究院,广东 广州 511447;2.烟台南山学院,山东 烟台 265713;3.北京服装学院,北京 100029;4.湛江市玛雅旅游用品有限公司,广东 广州 510000)
无缝服装行业是科技含量较高的新型服装行业,是传统服装产业升级的方向之一。针对无线缝合服装工艺及产品可能存在的质量问题进行了探讨,通过不同产品的试验,分析了产品质量控制要点。试验表明,无缝面料存在胶条外露、胶条断裂和脱胶等接缝外观问题;洗涤一定次数之后存在脱胶、起皱等问题;压胶涂层经一定次数的摩擦之后出现压胶脱落现象;白色无缝压胶面料经紫外光照射一定时间后出现黄变问题。此外,剥离强力、接缝强力也应列为产品质量控制要点。
无线缝合;无缝服装;工艺;质量控制
无缝服装行业是科技含量较高的新型服装行业,虽起步于20世纪90年代初,但却是传统服装产业升级的方向之一。传统服装生产的缝合方式主要通过针线将多层衣片缝合起来[1]。随着科技的进步和新型设备的开发,黏合、熔接和热封等新型缝纫技术可实现部分或全部代替传统的缝纫方式。新型无线缝合技术由于没有缝纫线的存在,从根本上避免了缝纫针孔渗水、羽绒服钻绒等问题[2],使得许多高档专业服装的设计和制造得以实现,最大程度地满足了服装功能性和人体舒适性的要求。
无缝拼接加工技术最早使用在欧美国家户外运动服装及相关户外运动产品上[3],如滑雪服、冲锋衣、登山服和野外帐篷等各种户外运动产品,在休闲服装领域也有广泛应用。如今市面上无缝服装越来越多,然而在产品的质量控制方面尚未有相应的标准出台,本研究主要通过介绍无线缝合服装工艺以及对产品可能存在的质量问题进行探讨,并针对不同产品通过试验分析产品质量控制要点,以保证产品质量。
1 无线缝合服装工艺简介
1.1 无线缝合工艺
提到无缝服装,首先要说到无缝内衣[4,5],这是采用专用的无缝针织机生产一次成型的“织可穿”无缝针织加工工艺。本研究探讨的无线缝合生产工艺主要是指梭织或针织面料用激光裁床裁剪成衣片后,辅以热熔胶膜,通过新型的电子加工技术,例如热压、超声波和激光等技术将衣片热压缝合而成[3],或通过点粘熔合的方法完成服装的缝合,也可以将胶条热压在衣片的缝边[6]。无线缝合常用的焊接熔粘方式有热力焊接、热风焊接、超声波焊接和激光焊接等[1,7~9]。
热力焊接和热风焊接是早期的焊接技术,由于焊接产品的效果并不理想,已逐渐被淘汰[1]。超声波熔接是利用超声波所产生的热量来完成2层面料黏合的新型工艺技术,以超声波超高频率振动的焊头,在适度的压力下使2块面料的结合面产生摩擦热而瞬间熔融接合[10]。激光粘接,是一种激光无缝压胶技术,又称镭射无缝压胶技术[11]。激光焊接机上有2个激光射点,热熔带接触滚轮时,滚轮上就有一个射点预先加热熔合带(最高可达500 ℃),熔合带与面料接触后,机台上有另外一个射点加热面料(最高可达300℃),使熔合带与面料稳固熔合[1]。
1.2 无线缝合工艺的技术特点
无线缝合工艺以新型的缝纫技术代替传统的车缝工艺,其主要的技术优点有[1,8,12]:①高质高效。无线缝合在生产过程中无需针线,不会出现跳线、断线等生产问题,省去频繁更换针线的麻烦,也无需剪线头,简化了服装加工工艺,提高了生产效率;②操作简便。无线缝合设备操作简单且性能稳定,无需预热并可连续操作,速度可随意调节,配有的红外线定位装置,可使超声波滚筒机、激光焊接机都能自动停机;③安全环保。无线缝合工艺避免了缝合加工中断针残留的情况,消除了安全隐患,同时由于进行独立裁剪和缝合,不会产生毛边,无需锁边、剪线,生产车间能保持干净整洁,没有粉尘污染,是典型的安全环保型工艺。
无线缝合工艺生产的无缝服装,由于缝线的减少、传统袋盖的消失、防水拉链的隐藏使得产品兼容功能性和时尚性等特点[10]。但是,在生产实践中也存在一些问题,如产生水洗胶条脱落或接缝起皱、剥离强力不够、耐用性有待提高以及耐光黄变不合格等质量问题。因此,需要综合考虑产品用途以针对性进行质量控制。
2 实验部分
2.1 实验样品
选用蓝/白针织压胶面料为产品外观、耐洗涤性、接缝强力和剥离强力等性能测试的样品,无缝压胶口袋布为耐摩擦性能测试的样品,耐光黄变性能测试的样品则选用白色无缝压胶面料。
2.2 实验仪器及测试方法
(1)接缝外观
将蓝/白针织压胶面料样品平摊在检验台上,采用600 Lm/m2照明灯,检验人员距离样品约60 cm对样品进行检测。
(2)耐洗涤性
用洗衣机(FOM71CLS,厂家),将蓝/白针织压胶面料样品按GB/T629-2001《纺织品实验用家庭习题和干燥程序》中5A洗涤程序,悬挂晾干,重复洗涤20次。对样品的耐洗涤性进行评估。
(3)接缝强力
选取蓝/白针织压胶面料样品尺寸为105 mm×100 mm进行接缝强力测试。采用INSTRON 5965型万能强力机,按照FZ/T 01031-2016《针织物和弹性机织物接缝强力及伸长率的测定抓样法》中B法测定,夹距75 mm,拉神速率为300 mm/min,预加张力0.1 N,夹持面积25 mm×25 mm;洗涤后按GB/T 8629-2001标准中5A洗涤程序进行洗涤干燥3次。
(4)剥离强力
采用INSTRON 5965型万能强力机对蓝/白针织压胶面料样品按照FZ/T 80007.1-2006(2012)《使用粘合衬服装剥离强力测试方法》标准进行剥离强力测试,夹距50 mm,拉伸速率100 mm/min,玻璃长度为100 mm;洗涤后按GB/T 8629-2001标准中5A洗涤程序进行洗涤干燥3次。
(5)耐摩擦性能
用YB571-Ⅱ型耐摩擦色牢度实验仪对50 mm×50 mm无缝压胶口袋布样品按照GB/T 3920-2008《纺织品色牢度实验耐磨擦色牢度》标准测定分别测试摩擦10次、100次、200次,洗涤,洗涤后按GB/T 8629-2001标准中5A洗涤程序进行洗涤干燥20次。
(6)耐光黄变
采用Q-Lab的QUV/spray紫外老化试验机对白色无缝压胶面料样品按照GB/T 30669-2014《纺织品色牢度实验耐光黄变色牢度》标准进行测试。样品尺寸60 mm×20 mm,照射时间6 h。
3 结果与讨论
3.1 接缝外观
由试验结果可知:无缝压胶面料在洗涤前就出现胶条外露,胶条断裂,或者脱胶等现象。无缝贴合技术是采用特殊的热熔胶膜使待缝合的面料通过热压或超声波贴合熔接在一起[12]。热压粘合以粘代缝,摆脱了传统缝制工艺的限制。其产品外观要求平整无脏污,无明显压痕,面料不发黄,没有脱胶、溢胶等现象[8,12]。而实际产品中由于胶条选用不当或者工艺参数不合理而导致产品的外观效果不佳。外观效果直接影响产品的实用性能,因此,需要对产品的外观进行质量控制。
3.2 耐洗涤性
如图1所示的是无缝压胶面料洗后接缝外观的效果图,由图1可以看出多次洗涤后试样出现脱胶、起皱现象。由于无缝服装产品为休闲或者户外运动服装,其服装的洗涤方法主要以水洗为主,所以需要考核产品的耐洗涤性能。因此,考核产品的耐洗涤性能是无缝压胶服装的一个关键质量控制点。生产商在服装生产中要通过选择合适的胶膜,合理的加工工艺来提高产品的耐洗涤性能。
3.3 接缝强力
无线缝合服装不采用传统的缝纫线,但仍有拼接缝,因此需要重点考虑产品接缝部位的接缝强力。本研究选用蓝/白针织压胶面料为测试样品,按FZ/T 01031—2016 标准中B法进行测试。试验结果表明:洗涤前后试验的接缝强力分别为87.7 N和84.9 N,而且产品所有接缝强力测试过程均为白色面料撕裂而非熔接部位断裂,说明面料熔接部位的强力大于白色面料本身。目前某些针织产品对接缝强力提出了更高要求,接缝强力仍然应该作为无缝服装质量控制的重点项目。
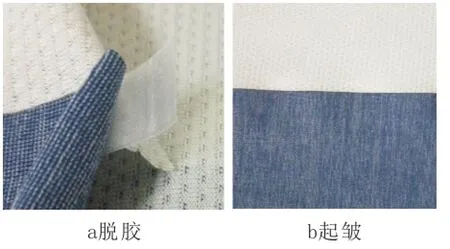
图1 无缝压胶面料洗后接缝外观图Fig.1 Seam appearance of seamless fabric after washing
3.4 剥离强力
试验结果显示,洗涤前后试样的测量结果分别是11.3 N和9.2 N,标准偏差分别为2.4 N和0.6 N,洗前试样不同部位取样的测试结果标准偏差相对较大。一般现行纺织服装标准中对剥离强力的要求是大于等于6 N,虽然本次测试样品洗前洗后试样的剥离强力大于6 N,可以满足标准要求,但是不同部位取样的测量结果差异较大,很难保证产品的服用性能,应引起关注。生产中应通过合理控制工艺,以提供产品的剥离强力同时减少个体差异。
3.5 耐摩擦性能
无缝压胶口袋布是在拉链部位采用无缝压胶技术,由于产品口袋部位长期与袖口等多部位摩擦,因此需要考核压胶部位的耐摩擦性能。表1为试样压胶部位洗涤前后的耐摩擦性能。
由表1可知:洗前洗后试样摩擦10次后,样品胶条端部有少许的脱落。试样摩擦100、200次后,胶条脱落明显。从洗涤前后试样胶条破坏的程度来看,洗涤后试样胶条脱落更明显,损坏严重。因此,无线缝合服装的耐摩擦性能应作为产品重要的质量控制点。

表1 试样洗涤前后的耐摩擦性能Tab.1 Test results of rubbing resistance before and after washing
3.6 耐光黄变
通过试验可以看出,白色无缝压胶面料经过紫外辐照6 h后样品明显变黄,严重影响了产品的外观。因此,白色或浅色材料的无缝服装黄变问题也是产品的一个重要质量控制点。
4 结论
(1)无缝压胶针织面料接缝外观存在胶条外露、胶条断裂和脱胶现象,经过耐洗涤性测试的样品出现脱胶、起皱等现象,不同部位的剥离强力测试结果差异较大。
(2)经过10次摩擦后的无缝压胶口袋面料,胶条端部出现少许脱落,摩擦次数增大,胶条脱落明显且洗后试样胶条脱落更严重。
(3)白色无缝压胶面料经过紫外线辐照6 h后样品明显变黄。
随着科技水平的不断提高,市场上不断涌现无线缝合工艺加工的半无缝或全无缝产品,但是目前还未有针对性的质量控制标准。本研究提出的接缝外观、耐洗涤性、接缝强力、剥离强力、耐摩擦性能以及白色织物的耐光黄变等产品质量控制要点可以为相关企业在产品开发与设计时提供参考和借鉴。
[1]冯麟.无线缝合工艺分析[J].上海纺织科技,2009, 37(2):5-7.
[2]胡笳.山地户外运动装衣袖结构功能性设计研究[D].大连:大连工业大学,2012.
[3]寿弘毅,唐洁芳,陈德锚.无针缝服装及其加工技术探讨[J].浙江纺织服装职业技术学院学报,2008,7(4): 36-38.
[4]吴君蔚,张仁乐.无缝服装发展历程[J].江苏纺织, 2012,31(1):57-60.
[5]佚名.设备:无缝设备创造“无线”未来[J].纺织服装周刊,2014,(17):85.
[6]寿弘毅.无针缝服装接缝性能研究分析[J].现代纺织技术,2012,20(2):13-16.
[7]Ollenhauer-ries Claudia,郭蕴.热熔和超声波技术面料缝合新宠[J].纺织服装周刊,2007,(3): 12-13.
[8]杨旭,傅菊芬.热贴合工艺在无缝内衣生产中的应用[J].上海纺织科技,2012,40(6):4-7.
[9]许丽丽,傅菊芬.超声波技术在内衣生产中的应用[J].针织工业,2014,42(11): 64-66.
[10]袁赛南.防水透湿服装及其加工工艺探讨[J].上海纺织科技,2009,37(1):1-2.
[11]侯海燕.新型缝纫技术[J].中国纤检,2014,(23):31.
[12]王双虎,刘驰,丁亚茹.无缝内衣热贴合技术探讨[J].纺织科技进展,2013,36(4):63-67.
Introduction of seamless garment processing and product quality control analysis
LUO Sheng-li1,2, LIAO Yin-lin1, ZHANG Yu-qun1, GONG Yan3, LIU Mei-na2, LI Chun-yan1, XU Cheng-tao4, XU Cheng-tao3
(1.Guangzhou Fiber Product Testing and Research Institute, Guangzhou, Guangdong 511447, China; 2.Yantai Nanshan University, Yantai, Shandong 265713, China; 3.Beijing Institute of Fashion Technology, Beijing 100029, China; 4.Zhanjiang Maya Tourism Supplies Co.,Ltd., Guangzhou, Guangdong 510000, China)
The seamless garments industry is a new garment industry with high technological content and one of the directions of traditional garment industry upgrade. This paper mainly introduced the seamless seaming technology and the possible quality problems of products, and analyzed the main points of product quality control of different products. The results showed that the appearance problems such as strip exposure, strip breaks and striping off of adhesive existed on the seamless fabrics, and the wrinkling and striping off often appeared after a certain time of washing. The phenomena of striping off for seamless adhesive occured after rubbing certain times and the yellowing problem of white seamless fabrics existed after exposing to ultraviolet light. In addition, the peeling strength and seam strength should also be listed as the product quality control points.
seamless seaming; seamless garments; processing; quality control
TG494
A
1001-5922(2017)03-0019-04
2017-01-09
罗胜利(1981-),女,博士,从事纺织品检测技术研究。E-mail:luoshengli20@163.com。
广州市质量技术监督局科技项目(2016kj08);国家质检总局科研项目资助(2016QK036);北京市科技新星项目(B2014-7)。
猜你喜欢
今日农业(2022年15期)2022-09-20
中国建筑金属结构(2021年8期)2021-09-05
纺织检测与标准(2021年3期)2021-07-06
商品与质量(2021年7期)2021-04-02
甘肃教育(2020年6期)2020-09-11
特种结构(2020年1期)2020-03-23
今日农业(2019年15期)2019-09-03
家庭影院技术(2019年4期)2019-04-17
中国生殖健康(2019年11期)2019-01-07
家教世界·创新阅读(2009年2期)2009-03-26
