
激光-电弧复合焊接高强钢显微组织与力学性能
2017-03-27 05:53:23蔡志海何嘉武梁秀兵
装甲兵工程学院学报 2017年5期
蔡志海, 秦 航, 何嘉武, 柳 建, 梁秀兵
(1. 陆军装甲兵学院机械产品再制造国家工程研究中心, 北京 100072; 2. 陆军装甲兵学院科研学术处,北京 100072)
目前,高强钢因具有较高强度和韧性,已作为结构钢广泛应用于航空航天、军工、能源、船舶和石油管道等重要结构件,其一般采用传统的手工电弧焊接[1-3]。受高强钢成分、性能及手工电弧焊接技术特点的影响,焊接时常出现焊接效率低、焊接变形大、焊前/焊后处理工序多等问题[4-6],导致手工电弧焊接难以满足高强钢高质、高效的焊接要求。激光焊接具有作用时间短、效率高、速度快、变形小、焊缝质量高和焊接精度高的特点,但焊接厚板时对激光焊接的装夹精度要求过高,设备一次性投入大。
激光-电弧复合焊接[7-10]是一种新型焊接技术,它结合了激光焊接与电弧焊接的优点,具有焊接熔深大、工艺稳定性高、焊接效率高、焊接缝隙桥接能力强、可焊材料范围广及焊接变形小等优点。相关研究[11-12]表明:在500~800 MPa级的高强钢上,激光-电弧复合焊表现出优越的焊接性能,无需焊前/焊后附加工序,焊接效率大幅提升,焊缝组织和力学性能均优于母材。徐国建等[13]研究了焊接参数对激光-电弧复合焊接780 MPa高强钢板的影响,得到
了工艺参数对焊接性能的影响规律。李响[14]对板厚6 mm的590 MPa高强钢进行了光纤激光-电弧复合焊接,得到了最佳焊接参数,并对焊缝性能进行了测试。然而,针对1 000 MPa级以上高强钢的焊接工艺和性能研究仍然较少。鉴于此,笔者分别采用传统CO2气体保护焊及激光-电弧复合焊对厚度为8 mm的1 000 MPa级高强钢进行焊接,并对其工艺及性能进行对比研究。
1 实验材料及方法
1.1 实验材料
母材采用1 000 MPa级高强钢,组织为回火马氏体,其尺寸为150 mm×100 mm×8 mm。焊丝选用Φ1.2 mm的ER307(H1Cr21Ni10Mn6)不锈钢。实验材料的化学成分和力学性能分别如表1、2所示。

表1 实验材料化学成分 wt%

表2 实验材料力学性能
1.2 实验方法
分别采用激光-电弧复合焊和CO2气体保护焊2种方式对1 000 MPa级高强钢进行平板对接焊接。激光-电弧复合焊采用IPG公司的YLS-6000光纤激光器和Fronius TPS-5000数字化焊机,其中:激光器的额定功率为6 kW,激光波长为 1 070 nm,激光光束参数积(Beam Parameter Product,BPP)约为4.2 mm·mrad,光纤传输芯径和准直镜焦长分别为200 μm和200 mm,经焦距300 mm的聚焦镜聚焦获得直径为0.2 mm的光斑。激光头及焊接头均挂于KUKA六轴机械臂上,激光垂直于母材板面,而焊丝与母材板面夹角为60°,采用激光在前的方式进行焊接。CO2气体保护焊使用Fronius TPS-5000数字化焊机配手持焊枪施焊。
激光-电弧复合焊接时,母材不开坡口,焊接方式为单道焊接双面成形;CO2气体保护焊接时,母材单边开30°坡口,坡口无钝边,焊接方式为双面打底焊+正面盖面焊。其余焊接参数见表3。
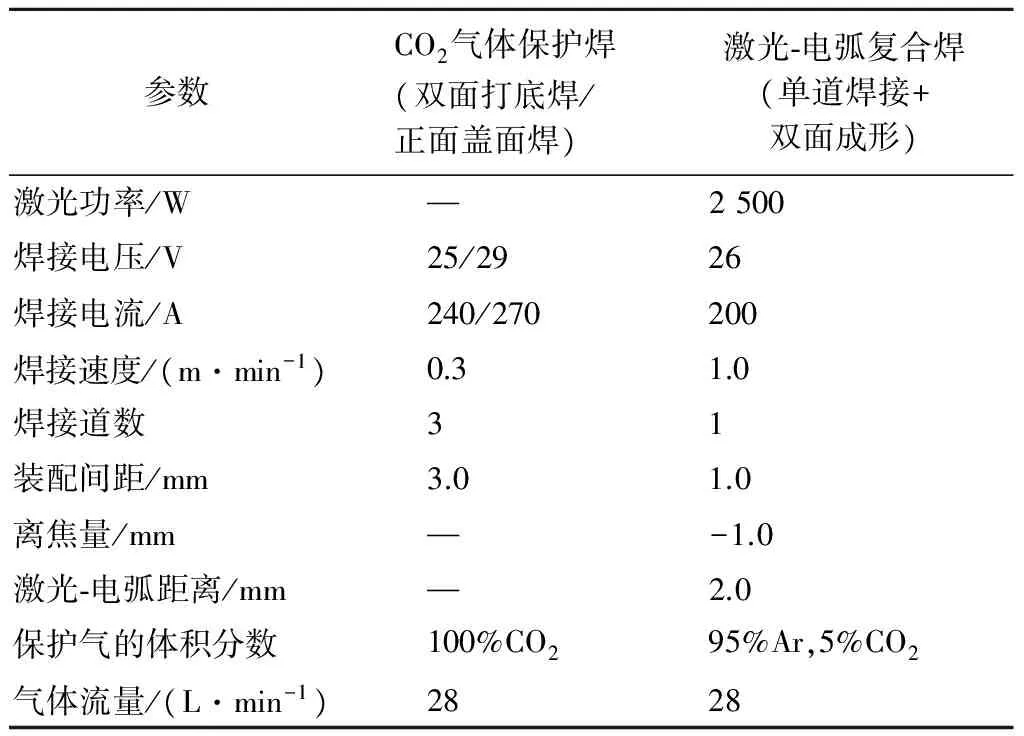
表3 焊接参数
1.3 表征和测试手段
沿垂直于焊缝方向切出金相试样,经打磨、抛光和φ(HCl)∶φ(HNO3)∶φ(甲醇) =45∶15∶20的甲醇王水腐蚀后,用Olympus GX-51型光学金相显微镜观察微观结构。采用D8型X射线衍射仪(X-Ray Diffraction, XRD)分析焊缝中心的相结构,Cu靶,Kα射线,入射波长λ=0.154 nm,衍射范围为20°~100°,步长为0.02°。采用Scherrer公式
Dhkl=Kλ/(βcosθ)
(1)
计算晶粒尺寸,式中:Dhkl为垂直于晶面(hkl)方向的晶粒直径(nm);K=0.89,为Scherrer常数;β为衍射峰半高宽(rad);θ为衍射角(°)。
以母材上表面为基准,距其2、4、6 mm处作垂直于焊缝的显微硬度分布测试,水平方向步长为0.5 mm,每点测量3次,取平均值。
依据GB/T 228.1—2010《金属材料拉伸试验标准》[15]制备与测试拉伸试样。室温下,通过WAW-600计算机控制电液伺服万能试验机进行拉伸试验,注意应保持焊缝在标准拉伸试样的中间位置并垂直于该试样的纵轴线。每种焊缝拉伸试样各3个,取平均值。
通过Philips Quant200型扫描电子显微镜(Scanning Electron Microscope,SEM)观察断口形貌,并通过Genesis型能谱仪(Energy Dispersive Spectrometer,EDS)进行断面微区成分分析。
2 结果与分析
2.1 显微组织
图1、2分别为2种焊接方式得到的焊缝组织形貌。可以看出:1)采用CO2气体保护焊焊后的钢板变形大,需压板机矫正,而采用激光-电弧复合焊焊后的钢板无变形,这是因为前者焊接速度慢、热输入大;2)2种焊接方式的焊缝结构均为柱状晶组织,但晶粒尺寸不同,其中CO2气体保护焊的焊缝柱状晶粒尺寸约为30~40 μm,激光-电弧复合焊约为10~20 μm,这是因为前者热输入大、冷却速度慢,使得焊缝柱状晶粒得到了充分生长,而后者的热输入小、熔池冷却速度快,在快速冷却过程中不同生长方向的柱状晶相互分割,形成大量短小的晶簇,使焊缝晶粒得以进一步细化。

图1 CO2气体保护焊焊缝组织形貌

图2 激光-电弧复合焊焊缝组织形貌
2.2 XRD物相分析
对2种焊缝的中心部位进行XRD扫描,其衍射图谱见图3。可以看出:1)2种焊接方式焊缝主要相结构均为奥氏体,是复杂的Cr-Ni-Fe-C化合物,择优取向均为(111)(200)(311)晶面;2)与激光-电弧复合焊相比,CO2气体保护焊的焊缝组织出现小角度偏移,晶面间距增大,这是因为CO2气体保护焊开单边坡口,使得焊缝组织中有较多的夹杂物,增大了晶格畸变的可能。
2种焊缝中心衍射数据如表4所示。可以看出:与CO2气体保护焊相比,激光-电弧复合焊接的焊缝半高宽较大。
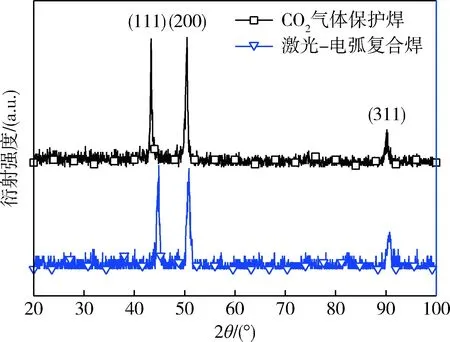
图3 焊缝中心衍射图谱

焊接方式hkl2θ/(°)晶面间距d/(10-10m)半高宽/(°)CO2气体保护焊11143.3982.08340.23720050.4391.80780.32731190.2791.08670.440激光⁃电弧复合焊11144.8722.01830.45620050.8461.79430.57931190.7561.08220.527
2.3 显微硬度
图4为距离母材上表面2、4、6 mm处测试得到的垂直于焊缝的显微硬度分布。

图4 不同位置测试的显微硬度分布
由图4(a)可以看出:CO2气体保护焊焊缝的显微硬度呈明显的“倒三角”结构,最高显微硬度出现在热影响区,而焊缝中心则出现了不同程度的软化。这是因为CO2气体保护焊采用双面打底焊+正面盖面焊的工序,使焊缝中部经历了二次加热,导致该处的热影响区显微硬度最低,进而使焊缝中心得以软化。
由图4(b)可以看出:激光-电弧复合焊焊缝中心的显微硬度出现了“酒杯型”结构,高显微硬度区域仍集中在热影响区,且焊缝上、中、下部的热影响区的显微硬度没有太大差别,但在焊缝上部的焊缝中心出现了较硬区域,在中、下部的焊缝中心出现了不同程度的软化。这可能是因为激光-电弧复合焊未开坡口,焊缝上部处于热源区域,使得更多的高强度母材熔入焊缝,提高了焊缝上部的显微硬度。
对比2种焊缝的显微硬度可以看出:与CO2气体保护焊相比,激光-电弧复合焊焊缝接头各部分的显微硬度更高,说明晶粒细化对焊缝显微硬度的提高作用明显。
2.4 拉伸试验
图5为2种焊接方式得到的拉伸试样断口宏观形貌,可以看出:拉伸试样在焊缝中心处断裂,而非在熔合线处或者热影响区。分析其原因为:尽管母材淬硬性的影响使得热影响区出现高硬度集中,但强度仍很高;虽然熔合线两侧硬度差值极大,但熔合线处的焊缝均是从热影响区的粗晶区大晶粒中生长出来的,结合强度高;焊缝中心线是两侧焊缝对向生长的终止点,大量晶界的存在大幅降低了焊缝中心的结合强度,更使得中心线位置成为裂纹扩展的主要界面,特别是当焊缝强度远低于母材强度时,该位置焊缝变得薄弱,容易发生断裂。

图5 拉伸试样断口宏观形貌
2种焊接方式得到的拉伸试样力学性能见表5。可以看出:与CO2气体保护焊相比,激光-电弧复合焊焊缝的拉伸强度和屈服强度均较高,这得益于激光-电弧复合焊焊缝显微组织的晶粒细化。但作为1 000 MPa级高强钢,高淬硬性容易削弱焊缝的塑性变形能力,由表5中看到2种焊缝的断后延伸率均远远低于母材和焊丝,尽管CO2气体保护焊焊接过程中填充了更多的焊丝材料,且存在二次加热环节,但对焊后延伸率的改善并不明显。
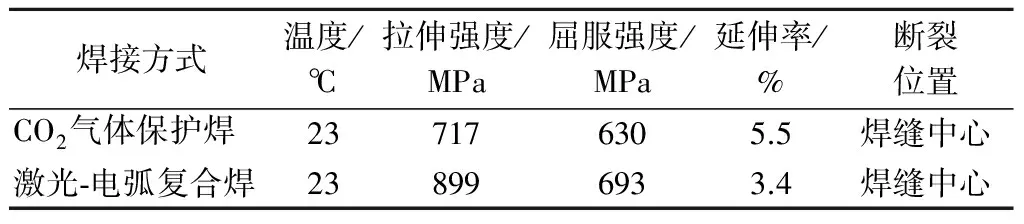
表5 拉伸试样力学性能
图6为2种焊接方式得到的拉伸试样断口微观形貌SEM图。可以看出:CO2气体保护焊试样的拉伸断口韧窝较浅,同时韧窝底部出现大量球状颗粒物;而激光-电弧复合焊试样的断口韧窝细小且较深,少量较开放的韧窝中有非常细小的颗粒物。
经EDS分析,图6中不同微区的元素组成及其原子百分比如表6所示。可以看出:与激光-电弧复合焊相比,CO2气体保护焊焊缝断口中的Mn、Cr、Ni、Mo元素及其周边区域的C、O元素含量较高;2种焊缝断口周边区域的C、O元素含量均明显低于颗粒物本身。分析其原因为:高强钢和焊丝的C含量很低但不含O元素,则C、O元素来源应与2种焊接方式均采用CO2保护气有关。
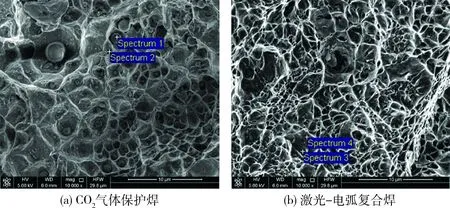
图6 拉伸试样断口微观形貌SEM图

%
结合表6,从焊缝中的元素组成角度分析拉伸断裂位置:焊接过程中,保护气形成的等离子体中充满活泼的C、O粒子,它们随着熔池扰动进入熔池,而焊缝组织在熔池凝固过程中以柱状晶的方式生长,容易在柱状晶晶间出现合金元素的偏析,这些合金元素容易与C、O粒子结合,在晶间形成碳化物及氧化物夹杂,进而导致较高的应力集中,在受到外力作用时常常成为裂纹萌生的主要区域;因焊缝组织是垂直于两侧熔合线向焊缝中心生长的柱状晶,这样在焊缝中心汇集了大量柱状晶生长终止面,使焊缝中心处形成了潜在的裂纹扩展面,因而拉伸断裂发生在焊缝中心线位置。
3 结论
经过对比研究CO2气体保护焊和激光-电弧复合焊,可以得出如下结论:
1)激光-电弧复合焊不开坡口,节省焊材;单道焊接双面成型且无需焊后矫正,工艺简单;焊接速度快,可达1.0 m/min,极大提高了焊接效率。
2)激光-电弧复合焊提高了焊缝的强度,这是因为其较高的能量密度、较低的热输入和较快的焊速及冷却速度,在不改变焊缝组织的情况下使得晶粒明显细化。
3)CO2气体保护焊焊缝中合金元素含量更多,焊缝晶粒整体晶格畸变程度较大,焊缝中形成的碳化物、氧化物夹杂更多,在受到外力作用时更易萌生裂纹。
4)由于母材强度级别高,2种焊接方式拉伸试样断裂均发生在焊缝中心,说明上述工艺及焊接材料不能达到焊接要求。
下一步,要进一步调整焊接工艺,研究与高强钢相匹配的焊丝,以提高焊缝强度及韧性。
[1] 刘婷,闫飞,柳桑,等.GH909的窄间隙激光-熔化极气体保护焊复合焊接工艺研究[J].中国激光,2015,42(9):0903008.
[2] 徐国建,刘珊珊,杭争翔,等.D406A钢的光纤激光-电弧复合焊接性能[J].焊接学报,2015,36(8):59-62.
[3] 谭艳艳,马春伟.高强钢多道焊接头显微组织及力学性能[J].材料导报(B),2015,29(4):114-117.
[4] 尹强,马成勇,彭云,等.焊后热处理对900MPa 级含铜钢焊缝组织与性能的影响[J].热加工工艺,2012,41(15):143-147.
[5] LIU F C,YU X B,HUANG C P,et al.Microstructure and mechanical properties of AerMet 100 ultra-high strength steel joints by laser welding[J].Journal of Wuhan University of Technology (Material science edition),2015,30(4):827-830.
[6] 谭艳艳,马春伟.高强钢焊接研究现状及发展趋势[J].上海工程技术大学学报,2014,28(4):374-377.
[7] KAH P.Overview of the exploration status of laser-arc hybrid welding processes[J].Reviews on advanced materials science,2012,30(2):112-132.
[8] 刘凤德,张宏,杜劭峰,等.激光功率对CO2激光-MAG电弧复合焊电弧与熔滴行为的影响[J].机械工程学报,2013,49(4):75-81.
[9] 宋刚,刘澈,宋秋平,等.基于Labview的脉冲激光-电弧复合焊接相位匹配触发控制系统[J].焊接学报,2014,35(10):13-16.
[10] 刘黎明,王红阳,宋刚.能源节约型激光诱导电弧复合焊技术及应用[J].焊接学报,2015,36(11):9-12.
[11] HEE S B,HAN S B,YOU C K.Analysis of residual stress on AH32 butt joint by hybrid CO2laser-GMA welding[J].Journal of computational materials science,2010,49(2):217-221.
[12] ROEPKE C,LIU S,KELLY S,et al.Hybrid laser arc welding process evaluation on DH36 and EH36 steel[J].Welding journal,2010,89(7):140-150.
[13] 徐国建,李响,邢飞,等.激光-电弧复合焊接高强钢的性能[J].沈阳工业大学学报,2014,36(6):647-651.
[14] 李响.高强钢的激光-电弧复合焊接研究[D].沈阳:沈阳工业大学,2015.
[15] 中国标准化管理委员会.金属材料拉伸试验标准:GB/T 228.1—2010[S].北京:中国标准出版社,2011.
猜你喜欢
文史月刊(2023年10期)2023-11-22 07:57:14
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
制造技术与机床(2019年9期)2019-09-10 07:36:42
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
童话世界(2018年8期)2018-05-19 01:59:17
电子制作(2017年22期)2017-02-02 07:10:15
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10 02:35:32
