
Cimatron多轴数控编程及其后置处理工具开发的探究
2017-03-25 05:28谢波
装备制造技术 2017年1期
谢波
(广东理工职业学院,广东广州510091)
Cimatron多轴数控编程及其后置处理工具开发的探究
谢波
(广东理工职业学院,广东广州510091)
针对Cimatron软件CAM系统中的多轴数控编程进行了分析和研究。分析了Cimatron CAM系统的功能和编程流程,研究了Cimatron CAM系统多轴数控编程的后置处理,以及利用其后置处理工具进行开发的流程、方法以及编程方式,并在生产实践中经过多次探索,针对特定型号的多轴数控机床开发出其相应的后置处理器,实现了五边形螺杆的多轴数控编程及加工。
Cimatron;多轴数控编程;后置处理;五边形螺杆
多轴数控技术能对刀具和工件位置实现任意的控制,一般可以解决任何复杂曲面零件的加工问题,相对三轴数控技术而言有着不可比拟的优势。
多轴数控技术一般是指四轴或者五轴数控加工技术,它是通过在三轴数控技术的基础上增加回转台或者摆头来实现[1,3]。多轴数控技术的刀具轴线一般是变化的。刀轴矢量的变化由回转台或者摆头来实现。所以,在多轴数控加工的过程中,往往需要经过多次坐标的变换和复杂的空间几何运算。同时,由于多轴数控机床结构的多样性,使得某一种多轴数控机床的NC代码不能适用于所有类型的多轴数控机床。
本文将探讨Cimatron CAM系统的功能、编程流程和多轴数控编程的后置处理,以及如何利用Cimatron的后置处理工具针对特定多轴数控机床进行后置处理开发,从而获得特定的后置处理器,最终实现Cimatron的多轴数控编程,并以五边形螺杆为实例进行多轴数控编程及加工。
1 Cimatron CAM系统的功能和编程流程
由以色列Cimatron软件公司所开发的Cimatron CAD/CAM系统,在进行多轴数控编程方面,相对于其它系统具有非常好的灵活性,当前被广泛地应用于中小企业中。
Cimatron CAM系统可以完成几乎所有类型的数控编程。Cimatron CAM系统进行数控编程时,不管是多轴数控编程还是非多轴数控编程,它们的流程基本上都一样,如图1所示。
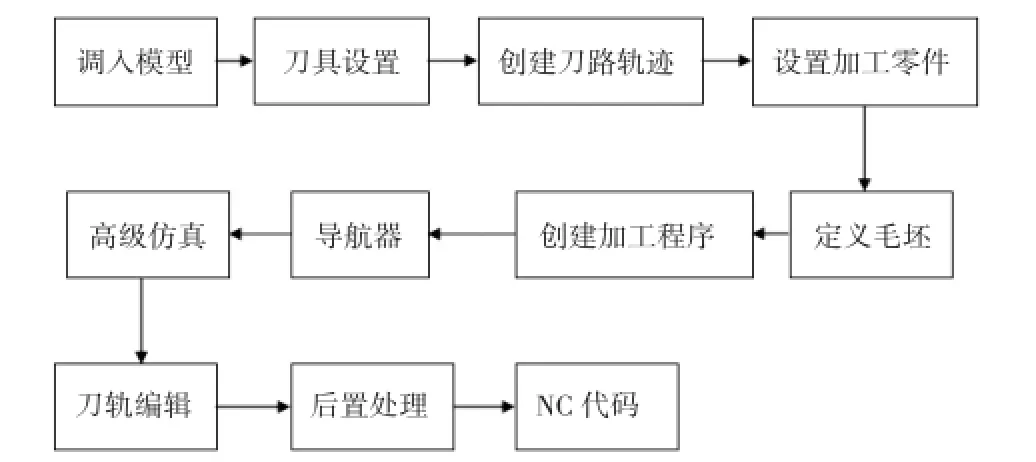
图1 Cimarton CAM数控编程流程
前置处理:从调入模型到刀轨编辑,得到的还只是由刀位轨迹所生成的相对于工件坐标系的刀位文件,而不是数控程序[2]。通常把前面的这些过程统称为前置处理。
后置处理:得到刀位文件后,只有将刀位文件转换成指定数控机床能执行的数控程序,并通过通信的方式输入数控机床后,才能进行零件的数控加工。从刀位文件转换成数控程序的过程就是后置处理[3]。
2 Cimatron多轴数控编程的后置处理
对于多轴数控加工而言,刀位文件主要包括刀位点坐标和刀轴矢量。在后置处理中,需要将他们转换成特定机床的运动坐标[1]。而不同类型的多轴数控机床,其运动关系是不同的,所以转换算法也是不同的。多轴数控编程的后置处理就是要针对特定的数控机床,通过特定的转换算法,对刀位文件进行逐个解释和执行,从而最终获得正确的数控代码。如图2所示。

图2 后置处理流程
由于在多轴数控加工中,不同机床的配置和要求不同,不同数控系统的规则和功能也不同。并增加了转动轴,不同多轴数控机床之间的转动轴形式有较大的差异。所以,根据具体多轴数控机床各轴之间的相互运动关系以及其它机床特性,在进行后置处理时所生成的NC代码并不能适用于所有类型的多轴数控机床。
3 Cimatron后置处理工具的开发
Cimatron系统附带了一个后置处理器开发工具GPP2.GPP2提供一套完整的语法规则,通过编写相应程序,GPP2能够编译生成任何数控机床的后置处理器。
GPP2的内部程序主要实现如下几方面的具体功能:(1)机床定义;(2)算法处理;(3)文件输出。
GPP2主要由df2和ex2两部分组成。df2是一个对话框文件,可以在对话框中进行相应参数的设置。ex2是一个程序编译器,是GPP2中的核心部分,它可以通过编译相关程序得到dx2文件。
GPP2的运行流程,如图3所示。
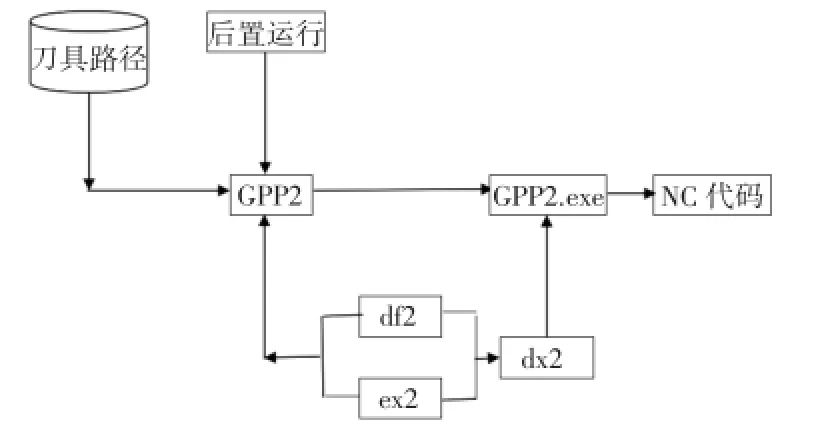
图3 GPP2的运行流程
通过ex2编译最终得到的dx2文件就是针对特定机床运动坐标的、符合用户需要的后置处理器。ex2内部主要模块和结构,如图4所示。下面主要介绍几个其最基础的语法定义。

图4 ex2的模块和结构
Declaration:主要对后置处理器做一些基础的说明,包括名称、保护、格式、界面以及模型等。
NEW_LINE_IS:数控代码的起始说明。
BEGINNING OF PROC到END OF PROC:主要包括换刀、直线运动、圆弧运动、子程序、连刀等。
Machine Definition:是指旋转轴的定义和机床结构定义。旋转轴的定义包括两个部分:基本定义和特性参数定义。
基本定义主要是指第四轴和第五轴的定义。第四轴的定义:用“M5_A_LETTER”来表示。第四轴通常是机床直接驱动轴,可以绕机床X、Y、Z中的任意一轴旋转。第五轴的定义:用“M5_B_LETTER”来表示。第五轴是在第四轴的基础上被驱动,既可以是回转台或者摆头,也可以绕机床X、Y、Z中的任意一轴旋转。
特性参数定义:主要包括轴的限位、轴是否无限制周期旋转、轴是否通过软件来重置。分别用变量M5_A_MIN_ANG M5_A_MAX_ANG=(Num Value)、M5_A_CYCLIC=(TRUE_/FALSE_)、M5_A_RESETA BLE=(TRUE_/FALSE_)来定义。其中,轴是否通过软件来重置的重置值由M5_A_RESET_FROM M5_A_RESET_TO=(Num Value)来定义。
机床结构的定义主要包括三部分:类型、旋转轴、旋转轴方向。
多轴数控机床的常用结构有:双转台型、双摆头型、摆头及转台型。这三种结构分别用“TABLE_TA BLE”、“HAND_HAND”,和“TABLE_HAND”表示。
旋转轴和旋转轴方向分别通过AX5_PX、AX5_MX,AX5_PY、AX5_MY,AX5_PZ、X5_MZ来定义。以上分别表示绕着X轴的正方向和负方向旋转,绕着Y轴的正方向和负方向旋转,绕着Z轴的正方向和负方向旋转。五轴数控机床需要分别定义两个旋转轴以及旋转轴方向,如“AX5_PX AX5_PZ”,前边轴为第四轴,后边轴为第五轴。如果是四轴数控机床,则通过用“AX5_NONE”来定义第五轴,从而使第五轴无效的方式实现四轴数控机床的定义。
4 五边形螺杆的多轴数控编程及加工
利用Cimatron CAD系统对五边形螺杆进行三维建模,并使用GPP2后置处理工具针对五轴双转台数控机床(如图5所示)开发出其相应的后置处理器,实现了五边形螺杆的多轴数控编程及加工,如图6所示。
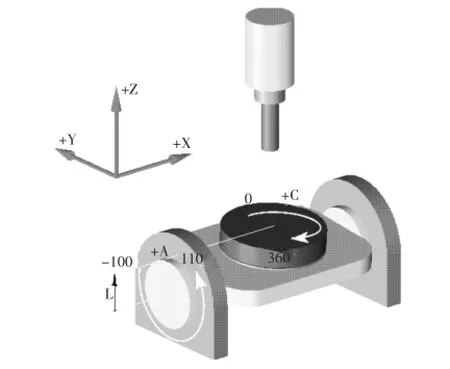
图5 五轴双转台数控机床几何模型
五边形螺杆
图6五边形螺杆多轴加工实物图
5 结束语
多轴数控编程的后置处理需要将前置处理的刀位文件转换成机床的运动坐标。而不同多轴数控机床的运动关系不同,导致转换算法不一致。为了实现特定多轴数控机床的数控编程,需要特定的后置处理方式。本文基于Cimatron CAM系统,分析了它的数控编程功能和编程流程。研究了Cimatron CAM系统多轴数控编程的后置处理过程,和其后置处理工具GPP2的开发流程、方法以及编程方式,并针对五轴双转台数控机床开发出其相应的后置处理器,实现了五边形螺杆的多轴数控编程及加工。
[1]刘日良,张承瑞,宋现春,等.5轴数控机床坐标系统的一个特例及其后置处理方法[J].机械设计与制造工程,2002(3):61-62.
[2]雷大江,周茂书.五轴联动数控加工后置处理器的定制[J].中国工程物理研究院科技年报,2004(1):126-127.
[3]刘雄伟.数控加工理论与编程技术[M].北京:机械工业出版社,2000.
Research on the Development of Cimatron Multi Axis NC Programming and Post Processing Tools
XIE Bo
(Guangdong Polytechnic Institute,Guangzhou Guangdong 510091,China)
The multi axis NC programming in cimatron software CAM system is analyzed and studied.Analysis of the function and the programming process of cimatron CAM system,cimatron CAM on the post processing system for multi axis NC programming,and the process and methods for the development and utilization of the post processing tools and programming methods,and in the production practice after repeated exploration,according to the specific model of multi axis NC machine tool developed by the post processor the Pentagon screw,multi axis NC programming and machining.
cimatron;NC programming;post processing;pentagon screw
TG659
:A
:1672-545X(2017)01-0236-03
2016-10-16
谢波(1985-),男,湖南长沙人,讲师,硕士研究生(工学),研究方向:多轴数控编程。
猜你喜欢
经纬天地(2022年3期)2022-07-20
广东第二课堂·小学(2021年11期)2021-12-06
少儿美术·书法版(2021年8期)2021-10-20
能源工程(2021年2期)2021-07-21
电脑报(2021年1期)2021-06-25
数学大王·趣味逻辑(2021年2期)2021-02-09
疯狂英语·新悦读(2020年3期)2020-06-17
价值工程(2020年13期)2020-05-25
科技创新与应用(2019年23期)2019-09-04
科教导刊·电子版(2019年15期)2019-07-19
