
链轮焊接辅助工装设计
2020-05-25 02:56王艳丽
价值工程 2020年13期
王艳丽


摘要:大功率传动链轮结构整体焊接结构,链轮轴组在工作中还要承受整个设备的最大扭矩,整体强度要求高。焊接工艺焊接时链轮整体预热,温度250-300℃,焊接过程中焊接温度较高,工作环境恶劣,影响焊接质量,同时焊接需要顺时针、逆时针交替焊接,人工翻转费时费力,所以需要制作好用的辅助工装,负责焊接时时工件旋转,操作舒适,符合人机工程学。
Abstract: In the overall welding structure of the high-power transmission sprocket structure, the sprocket shaft group must withstand the maximum torque of the entire equipment during work, and the overall strength demand is high. In welding process, the whole sprocket is preheated during welding, and the temperature is 250-300℃. The welding temperature is high during the welding process, and the working environment is bad, which affects the welding quality. At the same time, welding needs to be clockwise and counterclockwise alternately and Manual flipping takes time and effort, so it is necessary to make a useful auxiliary tooling, which is responsible for the rotation of the workpiece when welding, and the operation is comfortable and ergonomic.
关键词:旋转轴;支撑板;旋转盘;人机工程学
1 概述
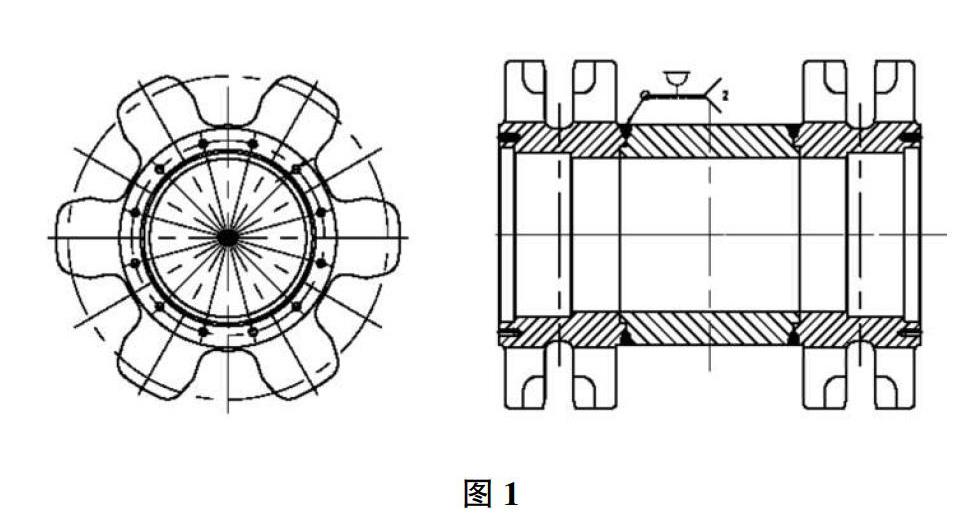
矿用链轮是矿用刮板输送机、转载机传动的重要部件。大功率傳动链轮结构如图1所示链轮轴组,考虑到热处理设备能力与加工衬板,选择整体焊接结构,由于输送机牵引链由链轮驱动,链轮旋转时,轮齿依次与链环啮合牵引刮板链连续运动起到输送作用;链轮轴组在工作中还要承受整个设备的最大扭矩,主要承受滑动和碾压力,承受脉动载荷与附加载荷,工况条件十分恶劣,焊缝容易受力开裂,焊接强度直接影响链轮使用性能和寿命,其寿命只有整机寿命的1/4~1/3,所以提高寿命的重要途径之一是提高此类结构焊接质量。
2 工装结构设计
2.1 产品结构分析
如图1所示链轮结构,链轮轴组(焊接结构),两端为链轮,中间位链轮轴,链轮与轴采用过渡配合装配在一起,应为轴外壁厚度尺寸较大,所以选择U型窄间隙焊道。此类坡口形式深度,焊道宽度尺寸小,手工焊接具有操作难度。链轮轴组焊接时圆周方向施焊,为保证焊接质量,焊接时需要顺时针、逆时针交替焊接,链轮轴组重量一般在600-1000kg,焊接时链轮整体预热,温度250-300℃,焊接过程中焊接温度较高,操作困难工作环境恶劣,同时要求工件可自由转动,随时可停,由于此类结构批量小,一般采取人工操作,焊接时人工翻转费时费力,工件容易磕碰,同时存在安全隐患,所以需要制作好用的辅助工装,链轮能够自由转动,操作方便。
2.2 工装设计
工装设计根据使用,采用套筒结构,将链轮套在轴上,轴可以带动链轮转动。考虑到人工焊接因素,工装高度更符合人机工程学,操作舒适,高度设定在600-700mm高,同时配以高脚旋转椅。
首先设计轴部总体结构,如图2所示主视图所示,整体工装以轴为主体部位,转动但要求精度不高,同时考虑到工件的装卡问题,轴便于随时装卸。如图3所示,轴部选择轴、套形式、间隙配合,间隙1-2mm,上部选择半开放结构,便于装卸用来装卡工件。再轴的一侧设计有挡板,放置工件及轴部轴线传动,避免造成不合格品,影响操作安全性,使工装安全可靠。
旋转轴部需要旋转,实现链轮圆周转动,位置操作者自行控制,所以走的一端引用汽车方向盘的结构原理,如图2左视图所示,选择方向盘上均匀焊接拨叉,拔插选择强度合适、长度合理的钢筋,采用圆盘上均布焊接6根拔叉,强度能够长期承载旋转力和瞬间踩踏力。
旋转轴(轴部)如图2中A-A所示,结构为旋转轴部分选择直径较细的钢管,两端与支撑架轴套配合旋转;外部轴套选择厚壁钢管,两侧加盖,细轴与外部轴套焊接为一体,保证旋转轴的整体结构强度,也可选择整体轴加工,中间通过厚壁钢管加粗,是因为链轮轴组重量较重,避免旋转轴由于链轮轴组重量产生的自重产生弯曲。
根据人机工程学原理,推荐用于身高155-160mm的男性人坐着手工操作的最佳区高度600-650mm,腿脚活动空间最佳650-700mm,所以根据链轮操作组的焊工平均身高,最终选择工装高度设定在600-700mm高(从旋转轴中心到工装底部距离),故选择底部支撑部分(见图2序号2),两端设计支撑板,支撑板同时设计套类功能,负责旋转支撑。底座部分焊有槽钢,此处不选择板类,线接触代替面接触,可避免地面不平造成工装不稳固,便于工装吊运,同时工装整体重量轻,整体外观简单、轻便、可靠。
2.3 工作原理
如图2所示,旋转轴旋转轴与支撑部分配合如图3所示,半开放式轴套配合,可拆卸。旋转轴部分放置到支撑架部份上,通过自重,保证旋转轴不会向上传动,保证工装平稳。
使用时,以天车将工件套在滚筒体上,在放置到旋转轴上,如图4所示,操作者坐在高脚旋转椅上,一是方向盘上均匀焊接拨叉,用脚控制方向盘转动旋转轴,实现链轮圆周转动,位置操作者自行控制,顺时针、逆时针交替焊接,充分保证焊接质量,二是通过工装,操作者与工件保持适当的距离,避免工件热量的炙烤,人体感觉舒适,焊接操作稳定,提高焊接质量。配合高脚旋转椅,操作者随意旋转,选取放置焊接材料、保护装备等。
3 结语
链轮轴组套工装旋转轴上,方向盘上均匀焊接拨叉作为方向盘,操作者通过方向盘转动滚筒体,可控制圆周任意位置停止,实现链轮圆周焊接。整个工装高度适合操作者做高脚椅用脚转动,保证链轮圆周焊接可靠性,提高焊接质量。整套工装简单实用,安全可靠,并且结合人机工程学,考虑操作舒适性。通过产品结构分析、整套工装设计原理剖析、人机工程学等,形成一套工装设计思路,为今后工装设计提供可靠性设计方法。
参考文献:
[1]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2004.
[2]田锡唐.焊接结构[M].机械工业出版社,1996.
[3]吴宗泽,罗圣国.机械设计课程设计手册[M].高等教育出版社,1995.
[4]熊兴福,舒于安.人机工程学[M].清华大学出版社,2016.
猜你喜欢
经纬天地(2022年3期)2022-07-20
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年2期)2017-05-04
山东工业技术(2016年24期)2017-01-12
大学教育(2016年12期)2017-01-03
光学精密工程(2016年4期)2016-11-07
