
基于UG8.5的舍弃式螺旋刀刀体的四轴数控加工
2017-03-25 05:28:29梁丰吕辉
装备制造技术 2017年1期
梁丰,吕辉
(河源职业技术学院,广东河源517000)
基于UG8.5的舍弃式螺旋刀刀体的四轴数控加工
梁丰,吕辉
(河源职业技术学院,广东河源517000)
分析了舍弃式螺旋刀的结构特点,介绍UG8.5的四轴加工技术对舍弃式螺旋刀刀体的数控编程和加工工艺的规划,并分析了数控编程中加工策略的选择及参数的设置,解决了斜面精度无法保证(在舍弃刀片安装完成后,其圆跳动无法满足加工要求)的加工工艺难点,取得了良好的加工效果。
舍弃式螺旋刀刀体;UG;四轴数控加工
舍弃式螺旋刀与传统焊接式硬质合金刀片相比,避免了焊接造成的内部组织的变化而降低切削性能,而且舍弃式螺旋刀设计有数个切削刃,当加工过程中一个切削刃崩缺不能继续工作时,可以极其方便地转换刀片角度使用另一个刀片刃口继续进行加工,直到刀片上的全部刃口报废为止。这样,舍弃式螺旋刀与传统焊接刀片相比,无论加工效果、使用成本上都有着无可比拟的优点。随着计算机的发展,在欧美发达国家应用于木材加工行业的舍弃式螺旋刀从粉末冶金技术到刀片加工技术已经突破,舍弃式螺旋刀的应用日趋成熟,国内家具制造业也逐步引进并开始应用[1]。本文旨在介绍舍弃式螺旋刀刀体的加工工艺及加工方法,希望能为企业生产提供相应借鉴。
1 工艺分析
舍弃式螺旋刀结构如图1所示,其零件的毛坯(精料)最大尺寸为¢97×150,材料为7系航空铝,表面光洁度较高,此工件有螺旋槽,侧平面还有孔,顶部有半圆球,根部还有个半圆槽,有一系列的特征,如果在三轴机床上很难一次性把所有的面都加工到位,可能要多次装夹加工,对于效率上来说相对慢很多,并且多次装夹产生误差,使工件精度达不到理想效果,并且根部半圆槽须用到四轴加工,通过以上分析,此工件采用四轴加工,一次装夹可以切削加工所有的面。
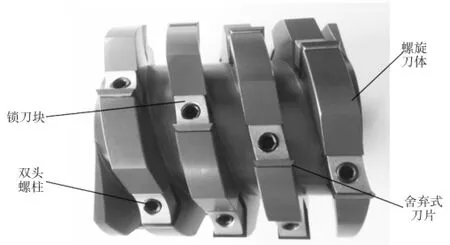
图1 舍弃式螺旋刀的组成
根据舍弃式螺旋刀刀体的结构特点,特制订舍弃式螺旋刀刀体的加工工序为:刀体螺旋槽粗加工—刀体成型槽粗加工—刀体螺旋面粗加工—刀体螺旋面精加工—刀体螺旋槽面侧壁精加工—刀体成型槽底面精加工—刀体成型槽侧壁精加工—刀体成型槽斜面精加工—螺纹孔定位孔加工—加工螺纹孔—螺纹孔攻丝。
2 加工准备
2.1 加工设备的选取
根据加工要求及河源职业技术学院实训室现有的条件,选用了HARDINGE四轴加工中心(操作系统为FANUC数控系统,回转轴为A轴),哈挺四轴加工中心主轴最高转速为12 000 r/min,机床刚性较好,加工精度稳定,能够满足刀体的加工需要。
2.2 工件的装夹
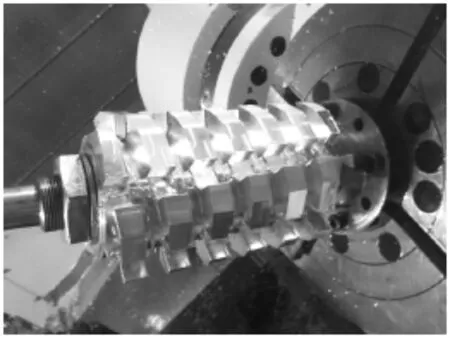
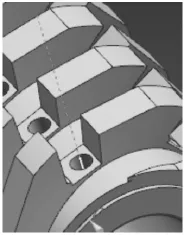
舍弃式螺旋刀刀体毛坯精料已经将中间的孔加工完成,为了便于加工,需要制作专门的夹具(芯轴及芯轴隔套),装夹时,现将芯轴固定在机床回转轴上,再将舍弃式螺旋刀刀体安装在芯轴上,芯轴隔套主要是根据舍弃式螺旋刀刀体的长度来调整定位。因为工件较为宽大,在前端加装一个顶尖来防止在切削的时候振动变形,同时在一条轴线上固定,使工件的精度达到要求。装夹模拟图如图2所示,实际装夹效果如图3所示。
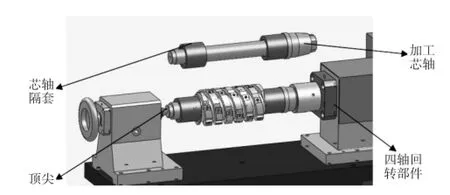
图2 舍弃式螺旋刀刀体的装夹
2.3 加工工序及关键工艺参数表
由于舍弃式螺旋刀刀体的材料为铝合金材料,其硬度较低,切削性较好,另根据模型各加工区域形状和结构特点,对其进行加工工艺分析,确定各加工工序使用的刀具及主要切削参数如表1所示。
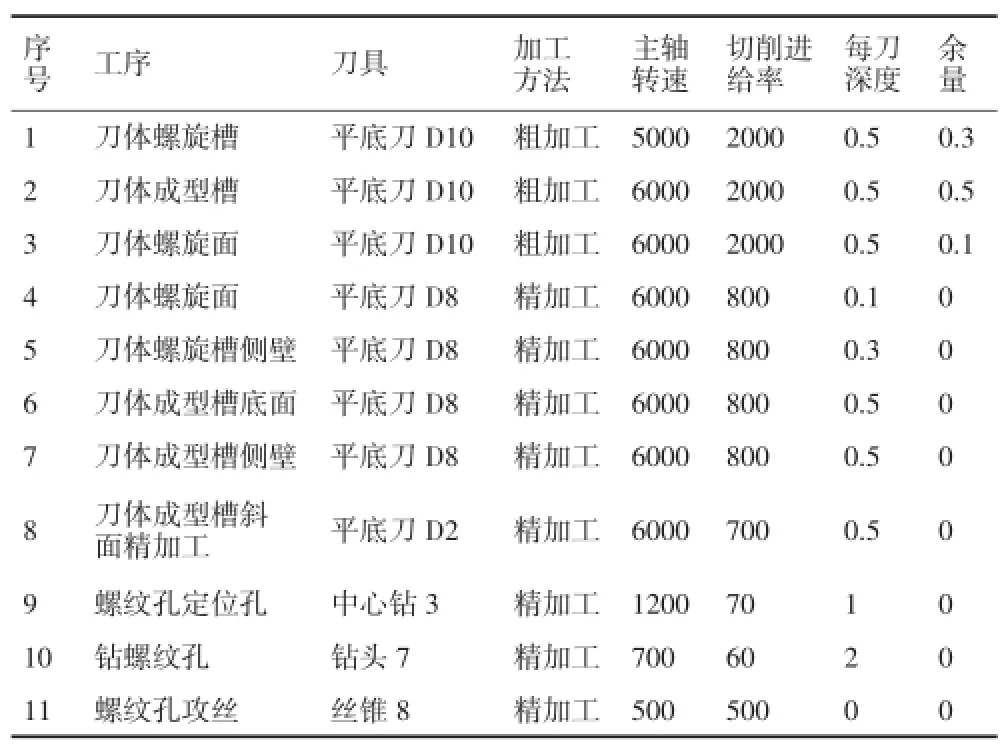
表1 加工工序使用刀具及主要切削参数表
3 数控加工工艺的制定与后置处理
本文数控加工工艺的刀路制定是基于UG8.5软件,该软件在实践加工中应用非常广泛。软件功能很强大,可以进行多轴数控加工。本文的多轴加工编程刀路采用了其中比较常用的基本加工策略和多轴加工策略[2]。
3.1 数控加工工艺的制定
(1)刀体螺旋槽粗加工,采用“可变轮廓铣加工”去除余料,留0.3余量进行精加工,生成的刀路如图4所示。
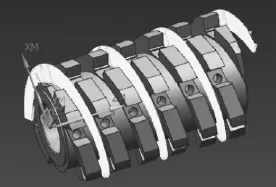
图4 刀体螺旋槽粗加工刀路
(2)刀体成型槽粗加工,采用“等高型腔铣”去除大面积余料,留0.5余量进行精加工,生成的刀路如图5所示。
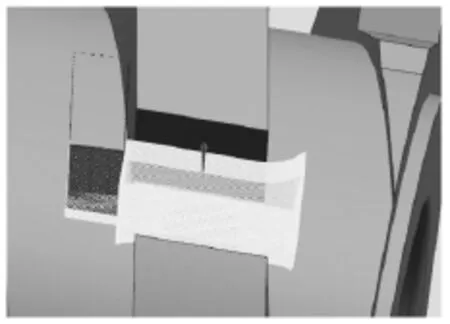
图5 刀体成型槽粗加工刀路
(3)刀体螺旋面粗加工,采用“平面铣”加工,留0.1余量进行精加工。
(4)刀体螺旋面精加工,采用“平面铣”加工,去除余量,生成的刀路如图6所示。
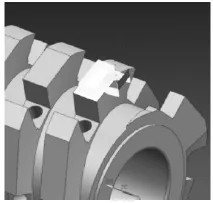
图6 刀体螺旋面加工刀路
(5)刀体螺旋槽侧壁精加工,采用“可变轮廓铣加工”去除余量。
(6)刀体成型槽底面精加工,采用“平面铣”加工,去除余量,生成的刀路如图7所示。
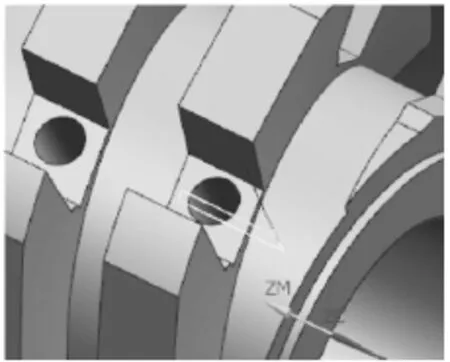
图7 刀体成型槽底面精加工
(7)刀体成型槽侧壁精加工,采用“等高型腔铣”加工,去除余量,生成的刀路如图8所示。
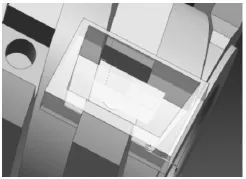
图8 刀体成型槽侧壁精加工刀路
(8)刀体成型槽斜面精加工,采用“等高型腔铣”加工,去除余量,生成的刀路如图9所示。在加工刀体成型槽斜面时刀具不能选择过大,不然会对刀体成型槽底面产生过切。另外加工时要保证刀轴与加工斜面垂直。
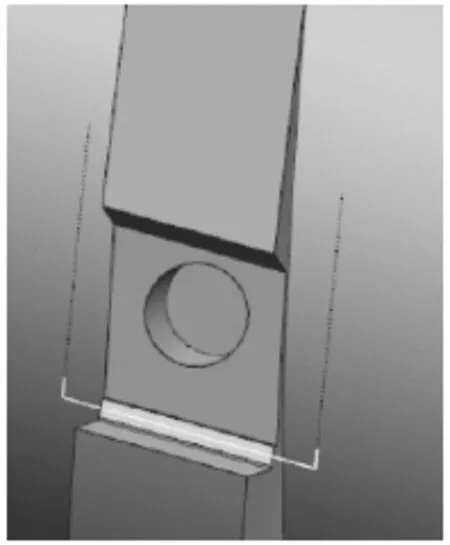
图9 刀体成型槽斜面精加工刀路
(9)螺纹孔定位孔加工,采用“标准钻G81”,确定螺纹孔的位置。
(10)螺纹孔加工,采用“标准钻,深孔钻G83”,生成的刀路如图10所示。
(11)螺纹孔攻丝,采用“标准钻攻丝G84”,对孔进行攻丝。
3.2 后置处理
由于选用的四轴数控机床编程相比三轴数控机床多了一个绕X轴旋转的A轴。为了保证加工的安全,用UG编程后还需进行仿真加工和后置处理。各特征刀路路径编程后,需要全部仿真加工进行初步校验,检查是否存有漏切、过切现象,初步检验是否满足加工要求。在仿真软件中进行刀路仿真时,有些安全隐患是看不出的,如夹具对刀具产生的干涉。因此在加工前,必须对机床后置处理和装夹干涉,按实际情况设置。后处理程序必需按照四轴数控机床的实际配置考虑,四轴数控机床的后置处理根据系统和机床型号不同而不同,不同类型的四轴数控机床要根据具体的机床运动轴配置(绕哪个轴为旋转轴)、数控系统和机床型号、工作台的行程等因素编制适合具体机床型号的后处理选项文件,这样产生的NC代码才能使用,否则刀路会产生乱刀,出现主轴与零件、机床相碰撞的情况[3]。
4 加工效果
按上述工艺参数设置,经试切、干涉检查确认无误后进入实体的加工阶段,加工好的舍弃式螺旋刀刀体如图11所示。其精度都达到了使用要求。
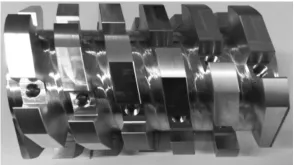
图11 加工完成的舍弃式螺旋刀刀体
5 结束语
通过对舍弃式螺旋刀的结构特点进行分析,确定了芯轴及芯轴隔套对刀体进行装夹的装夹方案。并通过UG8.5的四轴加工技术对舍弃式螺旋刀刀体的数控编程和加工工艺的进行了规划,确定了加工刀具及加工参数,加工程序经仿真加工及后置处理,顺利完成了舍弃式螺旋刀刀体的加工任务,取得了良好的加工效果。
[1]吕辉,廖晓明.多轴加工编程实例教程[M].西安:西北工业大学出版社,2016.
[2]寇文化.数控铣多轴加工工艺与编程[M].北京:化学工业出版社,2015.
[3]曹怀明.四轴数控加工实例详解[M].北京:机械工业出版社,2012.
Four-Axes CNC Machining of Abandoning Type Spiral Cutting Blade Based on UG8.5
LIANG Feng,LV Hui
(Heyuan Polytechnic,Heyuan Guangdong 517000,China)
The structural characteristics of abandoning type spiral cutter was analyzed in this paper.This paper also introduced the CNC programming and the planning of processing technology for abandoning type spiral cutting blade applying the Four-axes NC technology based on UG8.5.The CNC machining programming choices and parameter settings were also analyzed in this paper.The processing technology difficulties of cant precision unable assure were solved and a good machining results were achieved.
abandoning type spiral cutting blade;UG;four-axes cnc machining
TH162
:A
:1672-545X(2017)01-0174-03
2016-10-14
梁丰(1978-),男,黑龙江密山人,讲师,本科,主要研究方向:机电产品设计与制造。
猜你喜欢
模具工业(2024年1期)2024-01-30 08:27:34
东坡赤壁诗词(2023年1期)2023-05-30 13:07:54
风流一代·经典文摘(2022年4期)2022-04-20 18:21:14
湖北农机化(2020年15期)2020-10-13 00:24:10
制造技术与机床(2019年12期)2020-01-06 03:18:06
模具制造(2019年9期)2019-10-26 03:03:38
科技创新导报(2019年34期)2019-04-10 06:40:55
童话王国·文学大师班(2018年11期)2018-12-11 16:28:54
机械工程师(2018年3期)2018-03-21 01:39:09
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
