基于等效的单体包装机软件模块化设计研究*
2017-03-10 00:49吕健群温浩然史珊海
组合机床与自动化加工技术 2017年2期
吕健群,温浩然,史珊海
基于等效的单体包装机软件模块化设计研究*
吕健群,温浩然,史珊海
(广东省自动化研究所,广州 510000)
通过研究包装自动生产线中的单体包装机软件系统,以解决与包装机械企业合作中当下实际存在的相关问题。将包装自动生产线中的多类别的单体包装机通过等效理论进行等效处理,抽象化包装机,建立统一的简化模型。再以简化模型为对象,进行模型软件控制系统的模块化设计。将各模块分为固定模块和选定模块两大类,通过合理设计各模块之间的调度,实现单体包装机的控制、工艺等功能,进而实现规范包装机生产企业软件控制系统设计。最后从成本和效益等方面估计该研究的影响,能获得预期效果。
等效;单体包装机;软件;模块化
0 引言
包装是现代工业生产三大基本环节之一,因此包装机械在工业生产中有着重要作用。我国包装行业经改革开放三十余年的发展,已成为十大工业机械行业之一。但目前仍有总产值较低、整体质量稳定性不高、生产规模较小等诸多问题,与包装行业处于国际领先地位的意大利、德国、美国等国家差距还比较大。随着我国将智能制造标准化提上日程,并极力推进自动化生产线系统集成标准的制定,自动化包装生产线制造行业将迎来新的挑战和发展。
当下我国包装生产线中单体包装机虽有采用模块化设计的理念,但我国大多数为单机制造,各单机制造单位模块化开发模式大相径庭,以致生产线制造类型企业需要花费大量时间精力对单机进行处理,决解工艺流程、平台兼容、资料存留等一系列问题,严重阻碍生产线全自动化进程,造成定制灵活性不强,可靠性降低等问题。包装自动生产线是按照产品包装工艺过程,利用分流、合流、储存、传送装置把包装机以及辅助设备连接起来而形成[1],而包装机械按照主要功能分类有填充机械、灌装机械等等15大类[2]。虽然包装机械种类繁多,结构复杂,且组成不尽相同,但各包装机之间仍存在共性。本文通过对包装机械之间共性的分析,基于等效理论,类比电路学中的戴维南-诺顿定理,对自动化包装生产线中的单体包装机建立简化模型,并通过对简化模型的进一步分析,提出标准化单体包装机控制系统。从底层单体包装机设计开始,由下到上,解决包装生产线制造存在的信息流、整合衔接等关键问题,而不是仅仅追求所研究的单体包装机的自动化、柔性化和智能化等。各单体包装机研发制造单位采用统一或合作开放的基于等效的软件模块化设计模式,降低生产线制造行业开发和后续维护成本,提高生产线制造的定制灵活性、可靠性和自动化程度。
1 简化模型
电路学中,戴维南-诺顿定理指出,任何一个线性有源一端口网络,对外电路而言,可以用一个电压源(电流源)和一个电阻串(并)联组合等效替代[3]。而包装自动生产线[1]可抽象表示如图1所示(中间存储器可根据工艺需求添加或去除)。通过比较电路学中戴维南-诺顿等效电路一端口网络和包装自动生产线简化模型中的单体包装机,发现两者极其相似,包装机可以运用戴维南-诺顿定理的等效理念简化其包装工艺复杂过程,从而实现对种类繁多的包装机进行简化建模。因此提出单体包装机简化模型,由输入、输出和黑匣子组成单体包装机。任何一种单体包装机,对于包装自动生产线而言,可以用上一工序成品输入和本工序成品输出进行连接;中间处理过程,依功能不同,定义为不同的黑匣子。

1.被包装物品 2.包装机 3.中间存储器 4.成品图1 包装自动生产线简化模型
2 软件系统模块化
包装机简化模型建立,可以将包装自动生产线中种类、功能繁多的单体包装机复杂工序处理部分定义为黑匣子,将黑匣子中的各功能进行标准模块化,即可实现以单一模型替代类别繁多的包装机。单体包装机软件系统标准化模型如图2所示,主要围绕输入处理、输出处理和工艺处理功能来建立,并将工艺处理功能细分为多个标准模块,来构成包装机的标准软件系统。
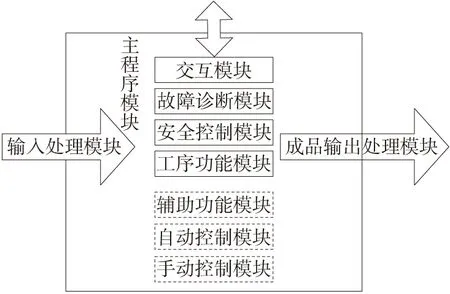
图2 模块化简化模型
2.1 固定模块
主程序模块,完成所有子模块的调度,是实现模块化设计的最基本模块。以最小系统模式进行构建。
安全控制模块,实现包装机安全技术要求的功能,例如急停控制、安全运行模式等功能,对于特殊产品还有卫生控制功能。此模块可在众多单体包装机械中通用。
通信接口模块,以不同硬件厂商共同支持的协议,如Modbus协议、TCP/IP协议等实现对当前工艺处理状态的信号交互、接受外部控制指令调节工艺处理节拍等。此模块开放信息,是装配包装生产线的关键模块之一。
输入控制模块,接受原材料或上一个处理工序传递过来的半成品,对其进行预处理。例如灌装机在接收吹瓶机传递过来的空瓶时,会对空瓶进行摆正等预处理动作,以方便灌装工序的进行。此处空瓶的摆正等处理动作在输入控制模块中实现。
输出控制模块,将工艺处理模块完成的工艺处理成品从单体包装机进行输出动作控制。
工艺处理模块,实现包装机对原材料或半成品的工艺处理功能,例如螺旋式供送机通过控制转轴旋转状态,实现产品的供送工艺的功能。
故障诊断模块,监测单体包装机工作状态,对包装机出现的异常情况做出响应,保证包装机安全有效的工作。故障诊断模块与通信接口模块之间形成松散公共耦合,故障诊断模块将诊断异常数据发出,通信接口模块获得异常数据,与外部组合系统或上层控制系统交互。
2.2 选定模块
自动控制模块、手动控制模块对于手动控制和自动控制的功能要求比较强的单体包装机,可以设计这两个模块添加到软件系统中。功能需求不强,则可在固定模块的主程序模块中集成。
辅助功能模块,根据客户特供需求开发的功能模块。例如报表打印、能耗、生产曲线、审计等辅助功能。
3 效益分析
3.1 节省成本
如图3所示,当企业在设计好合适开发模块后,软件系统开发总成本将取在低值。对于企业而言,将会有更多资本投入新产品、新技术的研发当中。
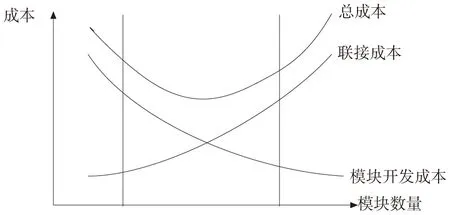
图3 模块数与开发工作量的关系图
软件系统采用模块化设计,能比较清晰直观的显示软件系统框架和实现。重复工艺动作可以直接采用优化稳定模块,降低开发成本,提高稳定性。同时可以减少技术、专利、人员流失风险,提高企业的核心竞争力。
3.2 良好兼容
之前由于硬件厂商不同,单体包装机械不能进行简易的联接组装包装自动生产线。目前市面上很多包装机之间是不能进行良好的组装匹配,因为开发软件控制系统时,并没有考虑到与其他产品的组装。本文提及的模块化设计强制实现通信接口模块,控制系统中开发兼容接口,实现不同平台包装机联接组装。
4 应用案例
表1是与某企业生产线相关的解决方案实例相关明细配置。该企业自动化生产线由多平台包装机组装而成,存在该类企业普遍有的问题,采用本研究的软件模块化设计,获得较理想效果。
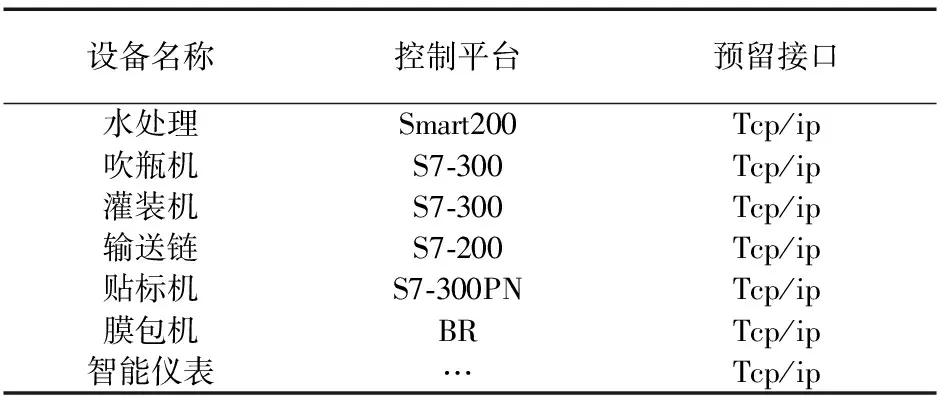
表1 设备及控制系统类型明细实例
5 结束语
本文从企业需求的角度进行软件系统模块化研究和设计,有效的解决了包装生产线装备企业遇到单体包装机械之间平台不兼容、信息不能互通、工序重复、定制性不强等问题,同时在减少企业研发生产成本、降低风险、提高稳定性等方面也有一定效果。
[1] Christine Connolly.Robots at the heart of Schubert packaging machinery lead to great flexibility[J]. Industrial Robot ,2007, 34(4):277-280.
[2] 赵霞.国外包装机械的发展现状[J].机械工业标准化与质量,2012(10):10-12.
[3] 戴宏民,戴佩燕,周均.世界包装机械的发展趋势及中国包装机械的发展对策[J].包装学报,2012,4(2):46-51.
[5] 柴莉娜,赵江敏,文蛟.浅谈我国军品包装标准化发展的问题及对策[J]. 装备制造技术, 2012(2):211-212.
[4] 孙智慧,徐克非.包装机械概论[M].2版.北京:印刷工业出版社,2007.
[5] GB/T 7311-2008,包装机械分类与型号编制方法[S].
[6] 蔡启仲. 电路基础[M]. 北京:清华大学出版社,2013.
[7] 吴杰明,袁山泉.软件工程应用实践教程[M]. 北京:清华大学出版社,2009.
[8] 徐鹏,肖衡,吴玉月,等.特殊物料包装生产线发展趋势及关键技术探讨[J].包装与食品机械,2014,32(6):44-48.
[9] 翟光,杨小平,梁斌,等. 基于等效理论的多夹心层蜂窝板模态分析[J]. 机械强度,2007,29(3):517-520.
[10] 王蕊. 基于PLC的模块化水厂自控系统设计[D]. 天津:天津大学,2012.
[11] 于东兴. 高速机器人饮料包装生产线技术及其关键装备研究[D]. 天津:天津大学,2011.
[12]李如虎.全自动柚子包装生产线的研究[D]. 广州:华南理工大学,2011.
[13] 卢志珍.基于PLC的全自动包装码垛生产线控制系统设计[D].无锡:江南大学,2008.
[14]张萌. 基于产品族的机械产品模块化配置设计关键技术研究[D].长沙:国防科技大学,2013.
[15]龙传泽,杨煜俊. 基于遗传算法的柔性机器人制造单元调度问题研究[J].组合机床与自动化加工技术,2015(11):141-144.
(编辑 李秀敏)
Based on Equivalence of Single Packaging Machine Software Modular Design
LV Jian-qun,WEN Hao-ran ,SHI Shan-hai
(Guangdong Institute of Automation, Guangzhou 510000, China)
Aiming at solving the actual problems of packaging machinery companies with in cooperation, our team do research of single packaging machinery software system designing in automatic production line. Seek equivalence of the diversity packaging machines in automatic production line by equivalence theory. Abstract packaging machines and establish unified simplified models. Then, conduct modular design of software control system of the simplified models. Divide the whole modules into two parts, the stable part and optional part. Comply the control, craft functions by reasonable designing of dispatching among the modules. Specify software control system of packaging machinery companies. The differences of the research from aspects, like costs and benefits, show the research can realize expected results at last.
equivalence; single packaging machinery; software; modular
1001-2265(2017)02-0134-02
10.13462/j.cnki.mmtamt.2017.02.034
2016-03-07;
2016-04-28
广州市科技计划项目:颗粒制品全流程优化控制关键技术研究(156200021)
吕健群(1973—),男,湖北武穴人,广东省自动化研究所高级工程师,研究方向为制造业信息化等,(E-mail)jq.lv@giim.ac.cn;通讯作者:史珊海(1989—),男,长沙人,广东省自动化研究所电气工程师,硕士,研究方向为自动化控制等,(E-mail)sh.shi@gia.ac.cn。
TH122;TG506
A
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
储能科学与技术(2022年2期)2022-02-19
今日农业(2021年13期)2021-11-26
矿产勘查(2020年3期)2020-12-19
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
三联生活周刊(2017年48期)2017-11-25
凿岩机械气动工具(2017年2期)2017-07-19
汽车实用技术(2015年8期)2015-12-26