
基于LabVIEW的锤片式粉碎机噪声测试分析
2017-03-09 02:45曹丽英张跃鹏张玉宝
中国测试 2017年2期
曹丽英,张跃鹏,张玉宝
(内蒙古科技大学机械工程学院,内蒙古 包头 014010)
基于LabVIEW的锤片式粉碎机噪声测试分析
曹丽英,张跃鹏,张玉宝
(内蒙古科技大学机械工程学院,内蒙古 包头 014010)
针对传统噪声测量仪器的不足,利用传感器技术和虚拟技术相结合的方法,以B&K公司的传声器、放大器和NI公司的数据采集卡为硬件,搭建硬件采集平台并编写虚拟仪器应用程序,实现对粉碎机噪声信号的实时采集、声压级分析、1/3倍频程分析以及计权分析。测试结果表明:粉碎机平均噪声为94.2dB(A),噪声信号中主要包含6种不同的频率成分,主要来源于47Hz/180Hz/200Hz/361Hz/893Hz/1263Hz频率段的信号。最后,用B&K公司的2250精密型声级计在上述相同环境下做1/3倍频程频谱测量,二者所测结果基本吻合,确定系统的精确性,为后续噪声源识别和降噪提供基础。
采集平台;LabVIEW;粉碎机;信号分析
0 引 言
随着全球工农业的发展,噪声污染已成为人类的一大公害,噪声治理迫在眉睫。目前,锤片式粉碎机是饲料工业中应用最广泛的一种粉碎机机型,具有结构简单、适应性强、生产率高的特点[1],但粉碎机也是饲料加工厂最大的噪声源。因此,研究粉碎机产生噪声的原因及治理方法有重要的意义。
关于噪声,国内外学者们进行了大量的理论分析及实验研究,Vlastimir等[2]用软计算方法代替数值模拟评估噪音风力发电机水平,刘晓娟等[3]对车体表面进行振动与噪声信号时频分析,进而利用相干分析得出相干分析谱图,Xi等[4]利用测试技术和多体动力学技术识别内联四缸柴油机的噪声源和振动源,Louis等[5]在冲击激励下测量系统各元素,然后用信号处理的方法提取对整个系统影响较大的信号源,Shu等[6]采用层次诊断与相干功率谱分析的方法来识别复杂的柴油机噪声源,其主要借助传统测量仪器集中研究振动噪声,对气动噪声研究甚少。关于粉碎机噪声研究,目前主要集中在筛分效率[7-8]等方面,系统地对粉碎机进行噪声测试研究还较少。
LabVIEW是NI公司开发的一种基于G语言的图形化编程语言,针对虚拟仪器技术具有性能高、扩展性强等特点[9],本文通过LabVIEW编程开发了一套噪声测试分析系统,利用传感器技术和虚拟技术相结合的方法,应用少量硬件,实现对粉碎机噪声信号的测试与分析。
1 系统组成
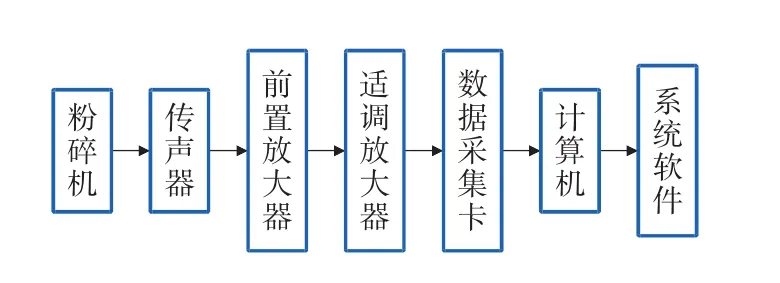
图1 信号采集系统组成原理图
2 软件设计
本系统软件部分用LabVIEW2013编程软件开发。通过对信号进行实时采集、频谱测量,便可直观地了解噪声频谱特性。
2.1 信号采集
信号采集是测试信号从模拟信号转变成计算机信号能够接收和处理数字信号的过程。噪声信号采集系统用DAQmax节点函数进行编程,采集程序的程序框图,如图2所示。
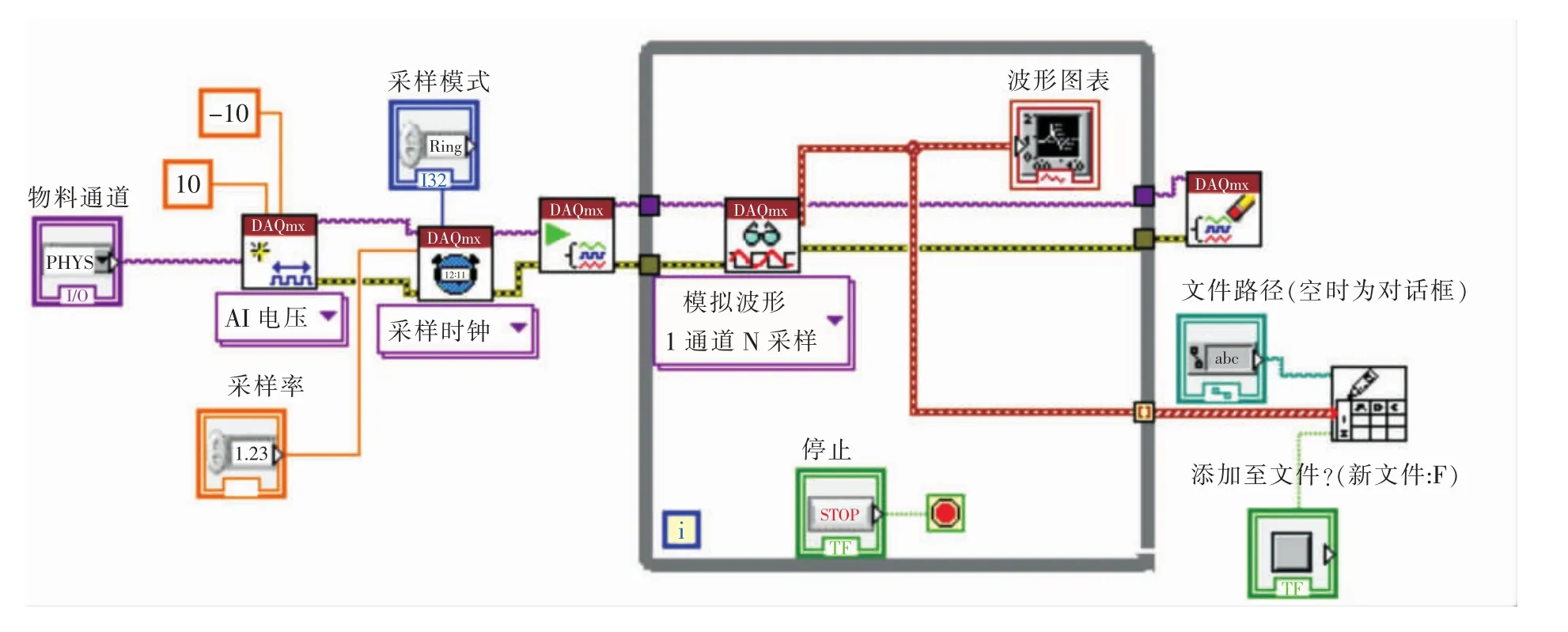
图2 采集程序的程序框图
2.2 标定系数的确定
系统采集数字信号的大小并不表示声压信号的大小,故必须找到它们之间的关系,以便求出声压信号的大小。若声压信号包含的频率在麦克风的平坦频带内,则声压信号p(t)与其对应的数字信号D(t)成线性关系,即p(t)=kD(t)[10]。
系统选用的传声器平坦频率范围为 6.3 Hz~20kHz,而粉碎机噪声一般为低、中频噪声[11],可见,该频带完全可以满足线性转换条件。用声级校准器产生1kHz,Lk=94dB(1自由场)声信号进行标定。确定标定系数的程序如图3所示。
2.3 声压、声压级分析
主要有三方面的因素:①由于浸出中上清含有一定的杂质砷、锑、锗等,同时二段压滤机跑漏的液体和球磨机溢流出的矿浆,经过地坑泵泵入一段净化槽,其中含有一定的锑。另外,一段净化溶液中含有Cu2+, Cu2+具有降低Co超电势,增大锌钴微电池电势差,从而增大置换过程的热力学推动力的作用,锑、铜的存在,给钴的置换反应创造了条件。②一段净化配置2台80 m3反应槽,锌粉仅在1#槽加入,且过量加入,锌粉分配比例不合理。③一段净化总反应时间为1.2~1.5 h,为钴的置换提供了充足的反应时间。另外,一段净化无法实现渣与液体的快速分离。
与无声波传播时相比,当介质中有声波传播时介质内最大的压力变化为声压,一般取测量声压的均方根值,即:
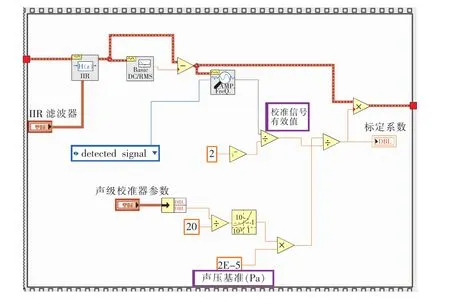
图3 标定系数的确定

式中:T——积分时间,s;
p(t)——介质内压力变化值,Pa。
则可得声压级的计算公式为

式中:Lp——声压级,dB;
P0——参考声压,P0=2×10-5Pa。
声压、声压级是表示声音强弱的物理量。根据声压、声压级的定义及LabVIWE提供的函数,即可方便地求出以上两个参数。
2.4 1/3倍频程分析
为分析噪声的频率成分,需要进行频谱分析。将人耳的听觉范围20Hz~20kHz划分为32个频带,测出每个频带的噪声强度便可获得噪声频谱图。
本文采用1/3倍频程滤波器来实现。倍频程滤波器是指滤波器的上下截止频率根据频带的上下限自动调整的带通式滤波器[12]。求出各个频带的声压,再求得频带声压级得到1/3倍频程频谱图[13]。 1/3倍频程分析程序,如图4所示。
2.5 A计权分析
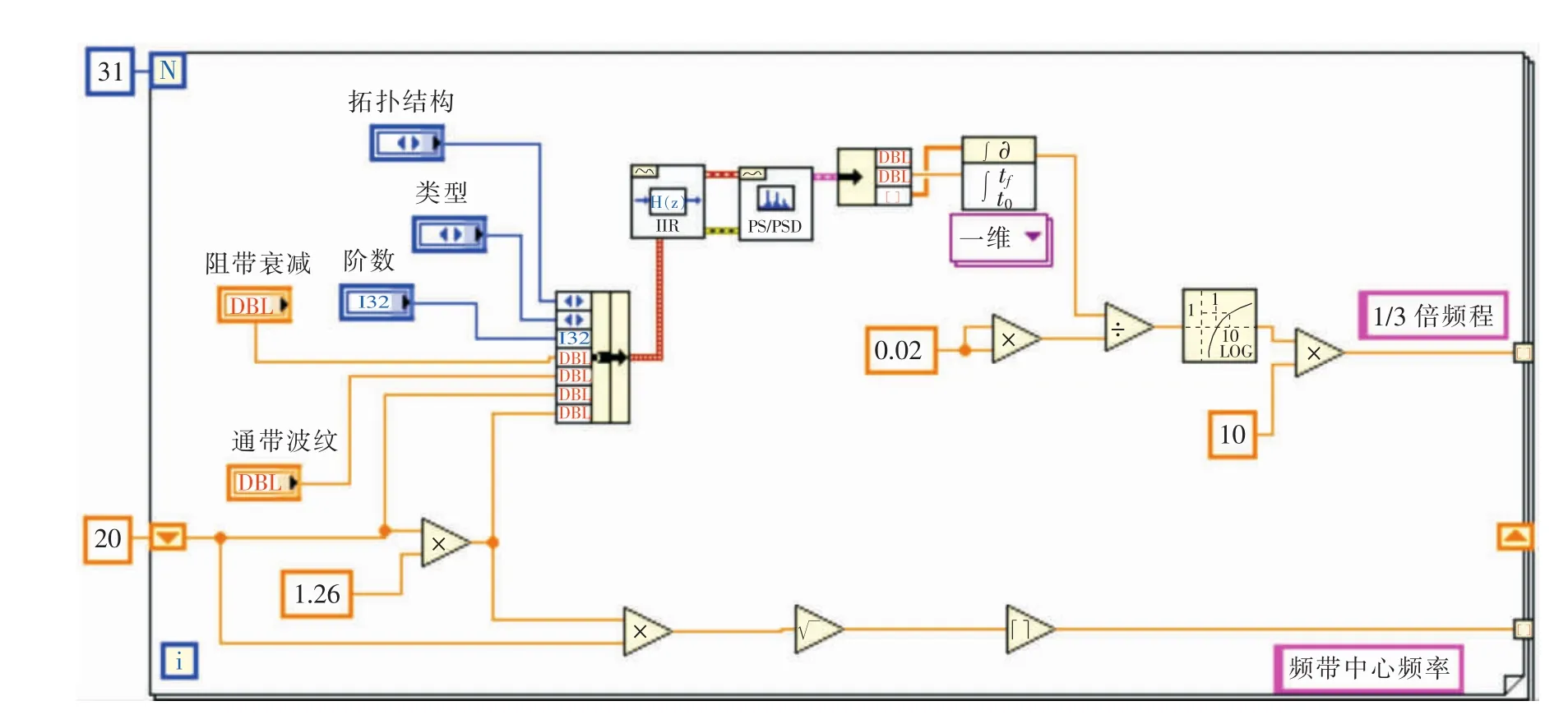
图4 1/3倍频程分析程序
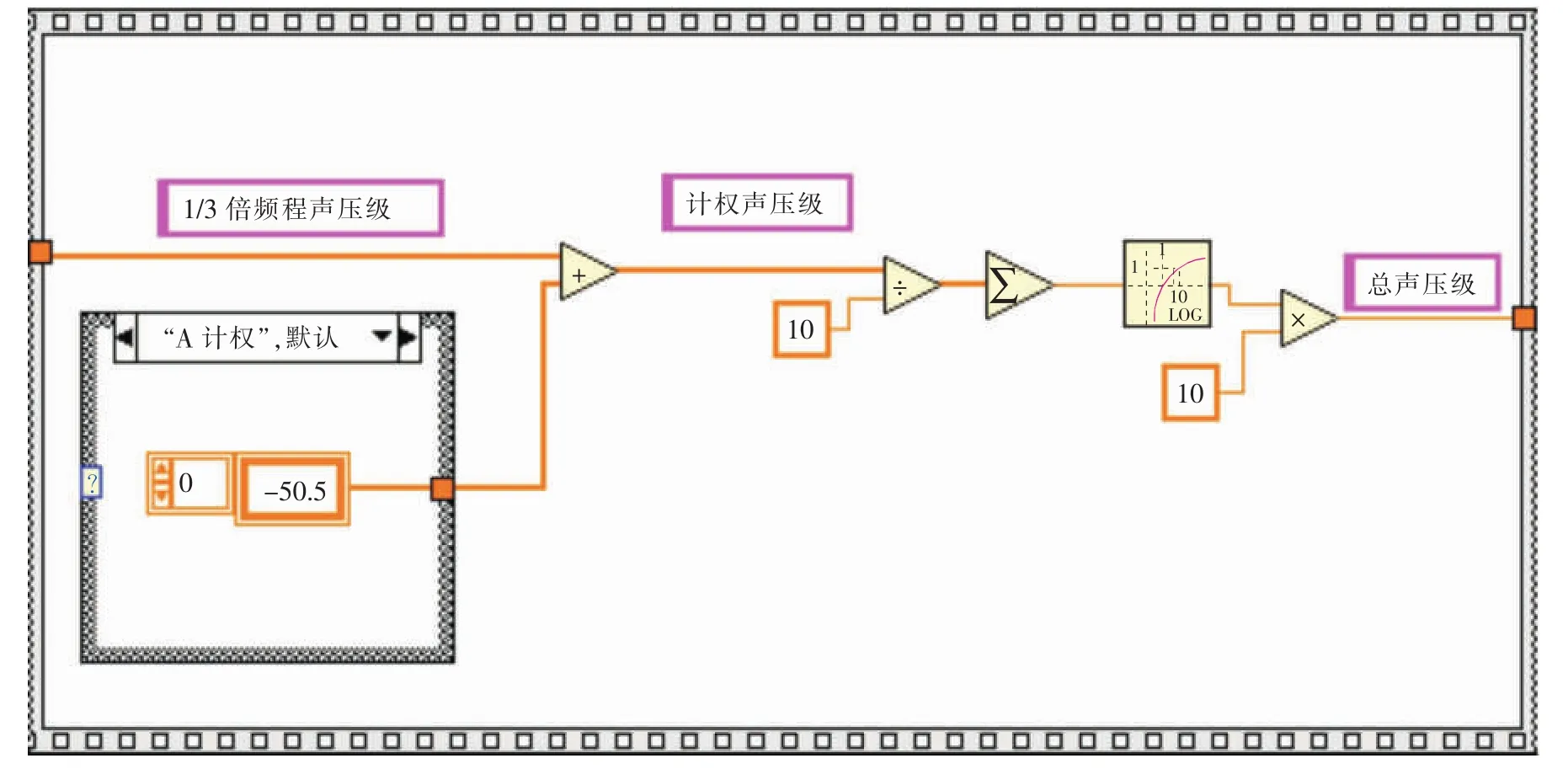
图5 A计权分析程序
声压级仅反映声音强度对人响度感觉的影响,不能反映声音频率对响度感觉的影响[14]。由于A声级能较好地反映于人耳的听感特性,因此是目前广泛应用的一个噪声评价量[15]。在1/3倍频程分析中已经求出各频带的声压级将1/3倍频程的频带声压级进行计权修正值,就可求出其计权频带声压级,然后利用便可求出噪声的计权声压级[16]。A计权分析程序如图5所示。
3 测试分析
根据噪声测试标准GB/T 6971——2007《饲料粉碎机试验方法》,将粉碎机远离墙壁或其他反射物进行声压级测量,在距粉碎机表面0.5 m处、与转轴同一水平面布置4个测点。
用传声器对准粉碎机表面,在粉碎机空载和负载两种工况进行测试分析,测得空载和负载工况下的噪声平均声压级分别为95.2dB(A)和94.2dB(A)。频谱测量结果,如图6所示。
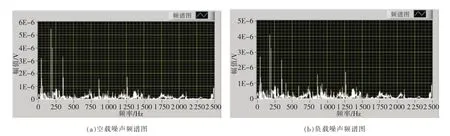
图6 粉碎机的噪声信号频谱图
为确定系统的准确性和可靠性,用B&K公司的2250精密型声级计在上述相同环境、空载工况下做1/3倍频程频谱测量,测得的试验数据如图7所示。
测试结果与精密声级计测量结果进行比较,可得出:
1)对整机进行噪声声压级测试,空载时比负载时声压级大,最大差值为1.2 dB(A),可以初步判定空气动力性噪声占主要地位。
2)空载和负载的主要频谱结构非常相似,说明物料的加载与否对主要噪声源的主要特征影响很小,只改变峰值大小。
3)粉碎机噪声信号中主要包含了6种不同的频率成分,主要来源于47Hz/180Hz/200Hz/361Hz/893Hz/ 1263Hz频率段的信号,每个频率信号对应的能量不同,可为粉碎机噪声源识别提供依据。
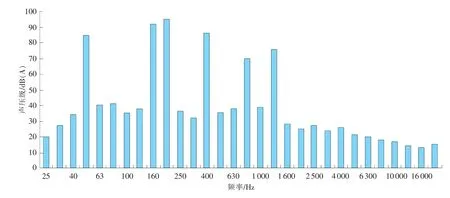
图7 空载噪声的1/3倍频程频谱
4)声级计测得空载噪声声压级为93.8dB(A),与测试系统空载采集的噪声声压级和噪声频率基本吻合,证明系统的可靠性。
4 结束语
本文基于传感器技术和虚拟技术搭建了一套噪声测试分析系统,并对锤片式粉碎机进行了噪声测试,测得空载噪声声压级为93.8dB(A),得到了粉碎机噪声的主要频率,并初步判定空气动力性噪声占主要地位。用精密型声级计与测试系统进行对比测量,得到的噪声声压级和噪声频率基本吻合,确定系统的可靠性,为粉碎机噪声源识别提供依据。
由于实验条件限制,实验所取测点不够多,为取得更精确的结果,还需在粉碎机进出料口布置测点,并考虑电机对噪声的影响,下一步进行噪声源识别需验证空气动力性噪声是否占主要地位以及粉碎机结构对噪声的影响。
[1]曹丽英.新型锤片式粉碎机物料分离特性的模拟与测试分析[D].呼和浩特:内蒙古农业大学,2010.
[2]VLASTIMIR N,DALIBOR P,LIP Y P,et al.Potential of neuro-fuzzy methodology to estimate noise level of wind turbines[J].Mechanical Systems and Signal Processing,2015,67(9):715-722.
[3]刘晓娟,潘宏侠.相干分析法在机械设备噪声源识别中的应用[J].电子测试,2010(7):19-22.
[4]XI J X,FENG Z M.Vibration and noise identification methods for a diesel engine[J].Journal of Mechanical Science and Technology,2015,29(1):181-189.
[5]LOUIS L,FREDERIC L.Noise source identification for mechanical systems generating periodic impacts[J].Applied Acoustics,2008,69(9):812-823.
[6]SHU G Q,LIANG X Y.Identification of complex diesel engine noise sources on coherent power spectrum analysis[J].Mechanical Systems and Signal Processing,2007,21(1):405-416.
[7]BARNWAL P,SINGH K K,SHARMA A,et al.Influence of pin and hammer mill on grinding characteristics, thermaland antioxidantpropertiesofcoriander power[J].Journal of Food Science and Technology,2015,52(12):77-83.
[8]曹丽英,贺龙,张玉宝.锤片式粉碎机物料粒度分布特性对透筛效率的影响规律研究[J].饲料工业,2014,35(23):11-16.
[9]彭勇,潘晓烨,谢龙汉.LabVIEW虚拟仪器设计及分析[M].北京:清华大学出版社,2011:271-294.
[10]安军,唐东炜,梁启志.基于声卡的机床噪声虚拟仪器测试分析系统的开发[J].机床与液压,2009,37(10):168-171.
[11]王娟.9R-40型揉碎机噪声分析研究[D].呼和浩特:内蒙古农业大学,2010.
[12]邓可远.噪声分析中FFT算法的设计与实现[D].西安:西安电子科技大学,2013.
[13]张登攀,高志强.噪声1/3倍频程计权声级算法[J].河南理工大学学报,2013,32(6):709-712.
[14]吴胜举,张明哲.声学测量原理与方法[M].北京:科学出版社,2014:171-179.
[15]李增光.机械振动噪声设计入门[M].北京:化学工业出版社,2013:23-37.
[16]马侠霖,蔡铭.虚拟音频信号分析仪设计与实现[J].噪声与振动控制,2012(1):261-264.
(编辑:李妮)
Test and analysis for noise of a new hammer mill based on LabVIEW
CAO Liying,ZHANG Yuepeng,ZHANG Yubao
(Institute of Mechanical Engineering,Inner Mongolia University of Science and Technology,Baotou 014010,China)
Aiming at the shortcomings of the traditional noise measuring instruments,this article used the method that combines sensor technology and virtual technology,taking B&K company’s microphone,amplifier and NI company’s data acquisition card as hardware,built hardware platform,written the application program of virtual instrument and realized the real-time acquisition of the mill noise signals,sound pressure level analysis,1/3 octave analysis and weighted analysis.Test results showed that the average noise of the mill was 94.2dB(A),and noise signal mainly contained six different frequency components,mainly coming from 47Hz/180Hz/200Hz/361Hz/893Hz/1263Hz frequency signal.Finally,B&K company’s 2250 precise sound level meter was applied to 1/3 octave spectrum measurementin the same environment,the measured resultswere basically consistent,determining the accuracy of the system and providing the basis for subsequent noise recognition and noise reduction.
acquisition platform;LabVIEW;mill;signal analysis
A
:1674-5124(2017)02-0064-05
10.11857/j.issn.1674-5124.2017.02.013
2016-05-21;
:2016-06-29
国家自然科学基金(51105189)内蒙古自然科学基金(2014MS0534)
曹丽英(1980-),女,内蒙古呼和浩特市人,副教授,博士,主要从事农业机械工程测试与控制、机械设计与制造方面的研究。
猜你喜欢
科技与创新(2022年21期)2022-11-04
电子世界(2022年1期)2022-07-23
压电与声光(2022年3期)2022-07-16
机械设计与制造(2022年4期)2022-04-28
电子测试(2022年4期)2022-03-17
汽车工程(2021年12期)2021-03-08
科学技术创新(2020年19期)2020-07-03
电脑知识与技术·经验技巧(2020年5期)2020-06-22
中国医学物理学杂志(2020年3期)2020-04-06
航天电子对抗(2019年4期)2019-06-02
