基于T urbo PM A C卡和触摸屏的喷涂机器人控制系统研究
2017-03-08 05:58陈润六赵峰惠邹晓晖郑小民王红州占晓煌
装备制造技术 2017年12期
陈润六 ,赵峰惠 ,邹晓晖,郑小民 ,王红州 ,占晓煌
(1.江西制造职业技术学院,江西 南昌 330095;2.江西现代职业技术学院,江西 南昌 330095)
喷涂机器人是一种具有典型涂装特征的自动化设备。目前,在国内的制造业中,喷涂工艺是一项非常重要且常用的工序。它不仅能改善工件的外观视觉效果,还能保护工件内部的材料不受外界环境影响。采用喷涂机器人一方面可以把从业人员从有毒气体中解放出来,另一方面还可以降低企业的经营成本,当然还可以提高喷涂质量和工作效率。美国minihit公司、fudge公司和德国的hatel公司[1]早在三十年前就开始应用了喷涂机器人,而目前国外品牌主要有德国的KUKA、日本的FANUC和瑞典的ABB等,国内主要有沈阳的新松机器人公司和深圳的荣德机器人公司等[2,3]。
本文控制的对象采用带有两个平行四边形结构的并联机构(由广西凯纵机械制造有限公司提供,以下简称KZ-PT001,如图1所示)来实现机器人的六自由度运动,这种构型所有伺服电动机均安装在机架上,杆件可制成轻杆,机构动力学性能较好,能满足高速高精度喷涂的要求。该机构结构简单紧凑,运输安装方便,工作可靠,不仅适用于小型普通喷涂作业,还可用于大型或重型结构喷涂作业。
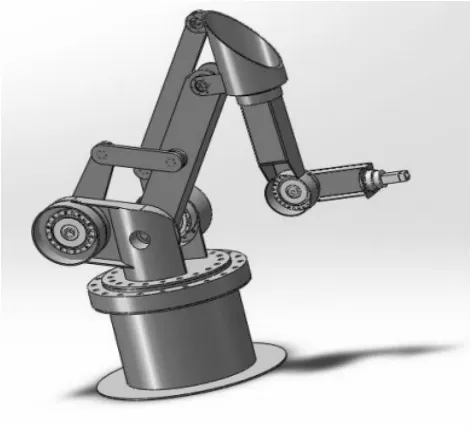
图1 K Z-P T001喷涂机器人并联机构的Pro/e结构图
传统的机器人控制系统是基于设计者自身的生产目的而创建的独立结构系统,其采用了封闭的体系结构,包括专用的微处理器、操作系统、计算机和机器人语言。这种结构不但开发周期长,成本高、升级换代也很困难[4]。本文介绍了一种基于PMAC卡的开放式机器人控制系统,具有良好的扩展性和开放性,能适应不同类型机器人的开发与调试。
1 总体方案的设计
(1)控制流程。本项目采用触摸屏作为上位机,PMAC运动控制卡作为下位机,伺服系统采用松下交流伺服驱动器和松下交流伺服电机。控制流程如图2所示。
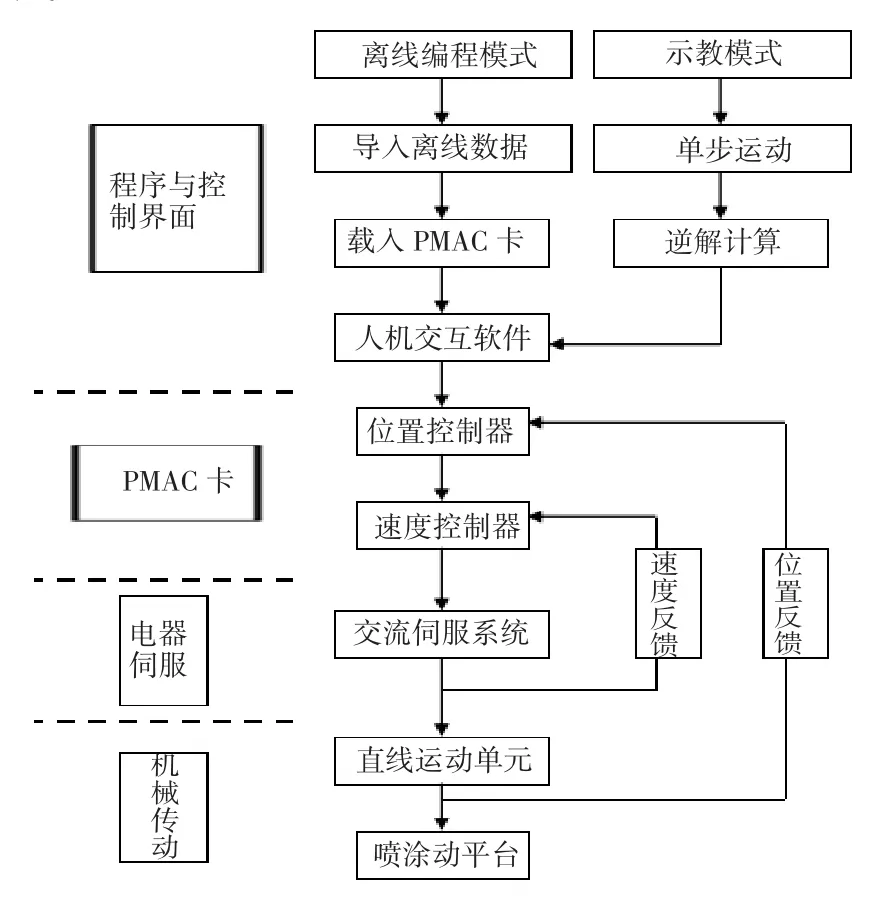
图2 控制流程图
(2)控制系统原理。在SolidWorks中构建虚拟样机,将轨迹规划获得的数据载入Motion模块进行仿真运动,导出csv格式文件即为各驱动单元的运动数据。将上述离线数据编译成Pewin32可识别的代码,写入PMAC卡。运动程序启动后,PMAC卡将以PVT运动模式规划各个数据点的路径并实现平滑运动,即通过接口电路,各驱动轴的移动数据将被送到伺服驱动系统,其控制电机使驱动轴进行联动,并在同一时间按照预定的速度到达各轴的规划位置,驱动喷涂动平台实现预定位姿。
2 硬件系统组成
硬件系统包含哪些部分。连接图如图3所示。
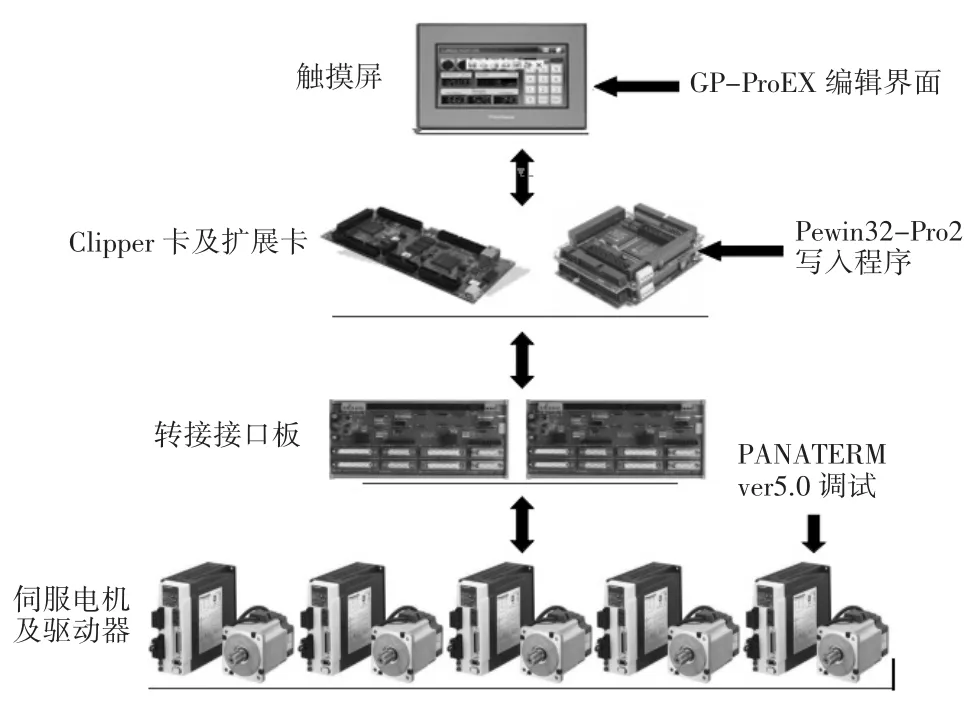
图3 硬件连接示意图
2.1 T urbo PM A C卡
本文采用的是PMAC卡中性价比高的Turbo PMAC2-Eth-Lite控制器(又称“Clipper”),它在提供强大控制功能的同时,保持了低价和整合的特点。其采用的Turbo CLIPPER2 CPU提供了32个通用数字I/O,采用RS232串行和通用的以太网通讯方式,可通过选择轴扩展卡对I/O端口及伺服通道进行扩展,这方便了用户进行上位机和控制器的连接。另外,Clipper卡有自带的软件Pewin32-Pro2,可通过它对变量进行设置并编写程序。其中,Jog Ribbon窗口负责对伺服电机进行手动进给运动;Terminal窗口负责在线命令交互;Position窗口可检测伺服电机位置。在新建pmc文件后,可将编译好的程序代码和设置好的变量下载到 Clipper卡中并保存[5,6,7]。
2.2 扩展板卡选型
本系统选用Delta Tau中国公司设计的四通道DTC-8B转接接口板,它提供DB端子与客户端连接并通过扁平电缆和 J4(JMACH2)及 Clipper J3(JMACH1)连接。该板卡通过对输出信号进行光耦隔离,如脉冲信号、使能信号、用户自定义标志位信号、报警信号、编码器反馈信号、回零信号、方向信号、位置比较相、正限位信号、负限位信号等,防止烧坏I/O口及主板,从而起到保护主板的作用。另外,由于各通道端子的定义都是相同的,极大地方便了用户对通道的选择和接线。
本系统还选用了ACC-34AT接口板,它提供了16路输出和16路输入,主要负责开关量信号的输出输入,主要通过的M变量来控制,该M变量被赋予了存储器地址。
2.3 伺服系统构建
本系统采用的伺服电机及减速器如表1所示。松下伺服电机可采用USB2.0接口与伺服驱动器进行通讯,其自带的调试软件PANATERM ver5.0可对单个电机进行实时监控、调试与报警消除。

表1 伺服电机及减速器清单
2.4 触摸屏选型
本系统采用日本进口的Proface触摸屏中的GC-4401W型号,其采用24 V直流电源供电,Clipper卡上的J2串口和触摸屏的COM1串口可通过RS-232C数据电缆进行连接。它能对Clipper卡中的P(全局通用的用户变量)、Q(针对坐标系系统的用户变量)、I(初始化和设置变量)、M(提供用户访问存储器和I/O)变量进行读取和写入。通过该款触摸屏自带的GP-Pro EX4.0软件,可以很方便的进行人机交互界面的设计。
3 软件系统设计
本软件系统的功能主要由Clipper卡自带的存储区和旋转缓冲区来完成,触摸屏仅作为变量的通讯和管理使用。具体功能如下:
3.1 离线与示教功能实现
如果采用PC作为上位机,则可使用Clipper卡自带的函数库作为高级语言如VB、VC++等的通讯桥梁来完成运动程序或变量的编辑工作。但如果将算法和程序通过PC来调用,实时性差是一个很严重的问题。
而Clipper卡的强大之处在于,它自身就是一台小型计算机,而且实时性很强。因此,本系统将所有的数据处理工作都交给Clipper卡,用触摸屏来取代PC,仅作为人机交互和变量的通讯使用。
(1)离线功能的实现:将上文提到的离线数据用PVT运动指令编写成运动程序,载入Clipper卡,用触摸屏点击启动运动程序后,将会激活存有运动程序的内置PLC循环时钟,从而使运动程序开始运行。
(2)示教功能实现:类似于离线功能,所不同的是嵌入运动程序中的运动学逆解算法运行后,需要一个用来存储计算数据的地方,并能实现边计算边运行。这用到了Clipper卡的旋转缓冲区功能,可设置需要缓冲的数据字节数:
DELETE GATHER
&3 DEFINE ROT 200
&2 DEFINE ROT 1000
&1 DEFINE ROT 20
使用旋转缓冲区的关键在于,知道缓冲区中还有多少程序没有执行,以便及时下载后续程序,保证运动的连贯性。
3.2 人机交互界面
通过Proface触摸屏自带的GP-Pro EX4.0软件,可以很方便的进行人机交互界面的设计,实际运行的主界面如图4所示。主要有:状态监测层、数据存储层、运动控制卡层、运动学计算及轨迹规划层和功能层,如图5所示。

图4 人机交互界面
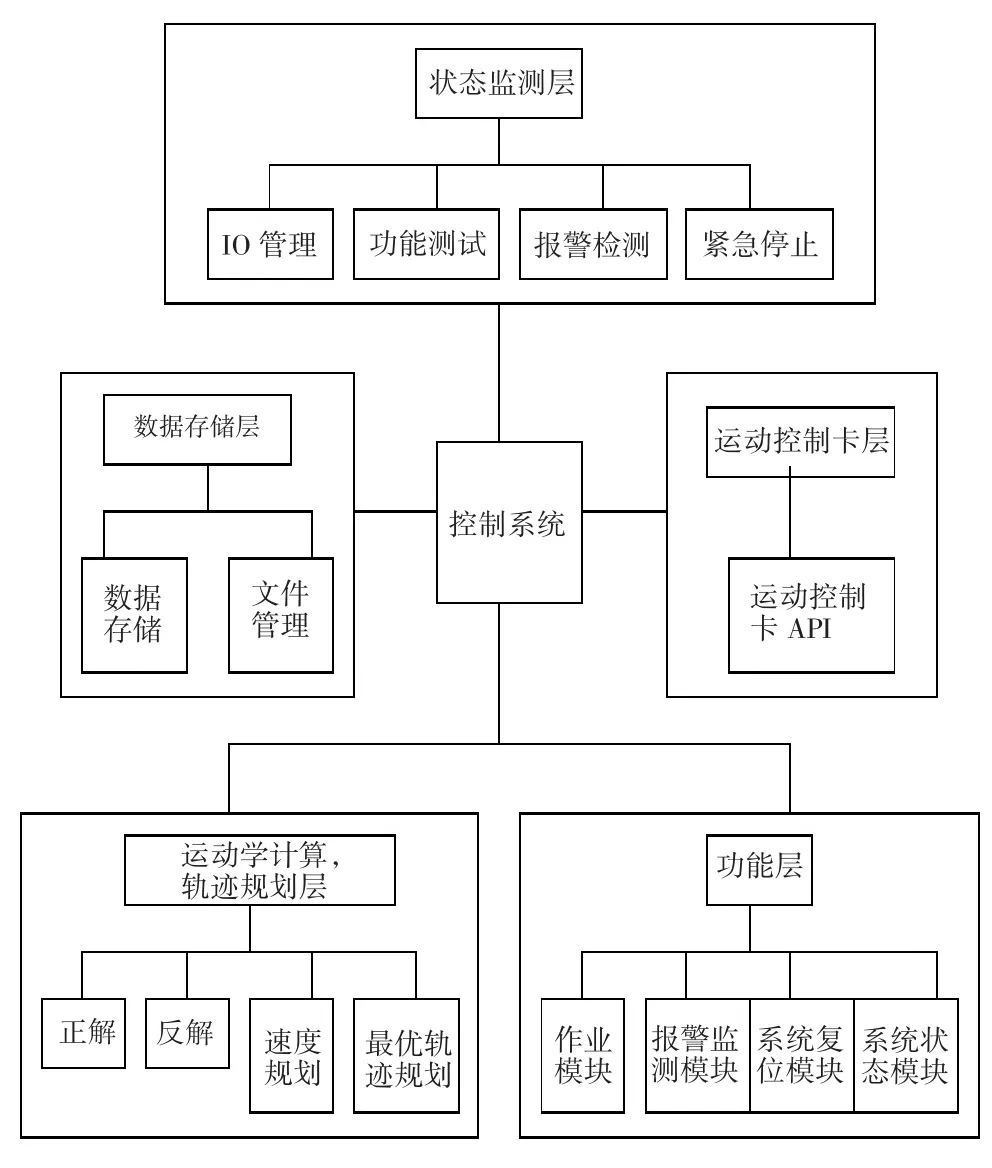
图5 人机交互界面总体模块图
4 系统运行
本系统软硬件完成设计、编辑和组装后,在广西凯纵机械制造有限公司KZ-PT001喷涂样机现场进行试运行,并参加了展览。分别运行了写入的两段运动程序和使用了示教功能,喷涂枪头均能够按照预定轨迹完成喷涂作业,图6为展览现场,图7为控制柜实体。
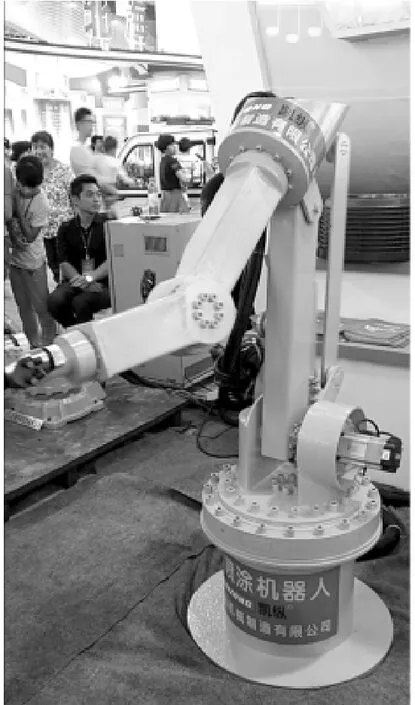
图6 展览现场
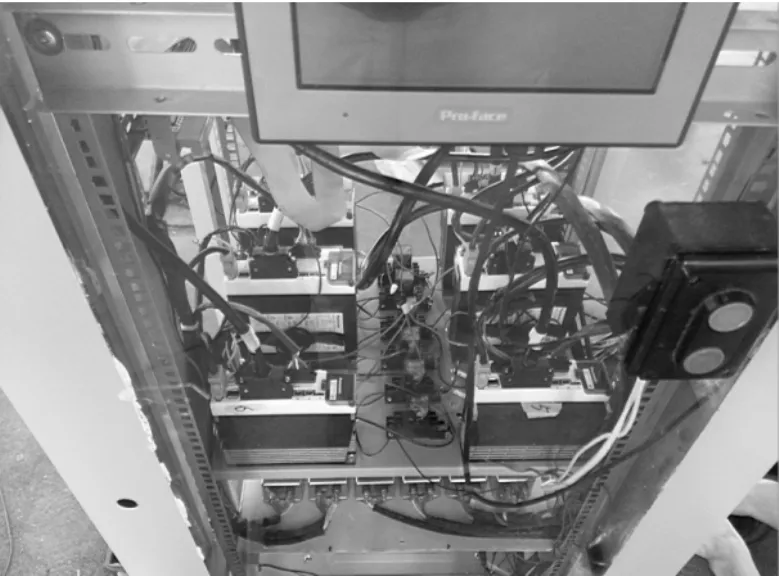
图7 控制柜实体
5 结束语
本项目采用了PMAC卡中高性价比的型号Turbo PMAC,用触摸屏代替了传统的PC作为上位机使用,系统不仅满足了喷涂机器人用于复杂工况的需求,还缩短了操作人员掌握的时间,减少了开发的周期和成本。当然,该卡自身内置的PLC功能和强大的计算能力也为脱离PC提供了条件。
[1]Xianglin Zhou,Xiangkun Wu.Deposition behavior ofmultiparticle impact in cold spraying process[J].International Jour nal of Minerals Metallurgy and Materials,2010,79(05):635-640.
[2]潘丽霞.论工业机器人的发展与应用[J].山西科技,2010,25(03):22-23.
[3]白金元,徐滨士,许 一,等.自动化电弧喷涂技术的研究应用现状[J].中国表面工程,2006,19(05):267-270.
[4]王丽丽,刘向东,杨 少.基于PMAC的喷涂机器人控制系统的研究[J].制造业自动化,2006,28:164.
[5]Delta Tau(中国).Turbo PMAC用户手册(中文版).北京:Delta Tau Data Systems,Inc.(中国)[Z].2014.
[6]Delta Tau(中国).Turbo_PMAC软件参考手册中文版.北京:Delta Tau Data Systems[Z].Inc.(中国),2011.
[7]Delta Tau(中国).中文 Clipper控制器硬件手册.北京:Delta Tau Data Systems[Z].Inc.(中国),2012.
猜你喜欢
防爆电机(2021年4期)2021-07-28
微特电机(2020年11期)2020-12-30
铁道通信信号(2020年6期)2020-09-21
装备制造技术(2019年12期)2019-12-25
铁道通信信号(2019年3期)2019-04-25
电子制作(2018年19期)2018-11-14
电子制作(2018年17期)2018-09-28
知识就是力量(2018年7期)2018-07-11
电子制作(2016年1期)2016-11-07
燕山大学学报(2015年4期)2015-12-25