
海岛合股DTY丝加弹工艺探索
2017-02-28 01:22周方颖曹雪莲
丝绸 2017年2期
周方颖, 贺 婕, 曹雪莲
(1.江阴职业技术学院 化学纺织工程系,江苏 江阴214405;2.江苏盛虹科技股份有限公司,江苏 吴江 215227)
研究与技术
海岛合股DTY丝加弹工艺探索
周方颖1, 贺 婕1, 曹雪莲2
(1.江阴职业技术学院 化学纺织工程系,江苏 江阴214405;2.江苏盛虹科技股份有限公司,江苏 吴江 215227)
利用海岛丝极度细化柔软的特点和高收缩涤纶FDY丝紧密性好的特点,在TMT-33H小样机上,以在线生产状态及离线物理性能检测指标值作为评判依据,将155.56 dtex(140 D)/24f的海岛POY丝与36.67 dtex(33 D)/12f的高收缩FDY丝加工成128.89 dtex(116 D)/36f海岛合股DTY丝。通过该加弹工艺的探索,得出加弹小样机的生产工艺为车速650 m/min,牵伸比为1.35,假捻速比D/Y为1.80,第一热箱温度为195 ℃,第二热箱温度为170 ℃,第二超喂率为7.10%,第三超喂率为8.14%,该工艺条件下丝条的在线生产状态及离线物理性能检测指标值均能满足要求。
海岛丝;FDY丝;DTY丝;加弹工艺;牵伸比
涤纶低弹丝(简称DTY)是涤纶长丝的一种变形丝类型[1],它是以聚酯切片为原料,采用高速纺制涤纶预取向丝(POY),再经牵伸假捻即加弹加工而成。DTY丝除具有一般涤纶断裂强度和弹性模量高、热定形性优异、回弹性好、耐热性、耐光性、耐腐蚀性强、易洗快干等特点之外,还具有蓬松性高、隔热性好、手感舒适、光泽柔和等特点,是针织、机织加工的理想原料,适宜制作服装面料、床上用品及装饰用品等。
在现今的原料市场上,由于海岛丝极度细化的特点,可以获得许多特殊的织物风格,其织物手感柔软,悬垂性好,质地轻薄,逐渐成为原料新宠。因此,探索海岛丝与其他纤维合股的加弹工艺将成为有益的尝试,为产品开发提供借鉴。
1 实 验
1.1 原 料
1.1.1 海岛丝与FDY丝
海岛合股丝采用目前流行的海岛型超细纤维[2-3],岛的组分为聚酯,海的组分为可溶性改性聚酯,岛在纤维中呈长丝状;海岛丝纤度为155.56 dtex(140D),岛数目为24,海与岛的比例为20︰80。同时,采用高收缩的FDY丝,收缩率为67%,紧密性能好,利用这一特点可以生产出各种各样具有特殊风格的织物,且FDY丝可以与其他纤维进行包覆、混纤、并捻等作用,使织物3D效果明显,风格新颖。
参照市场所见样品,选定155.56 dtex(140 D)/24f海岛POY丝及36.67 dtex(33 D)/12f高收缩 FDY丝作为原料,由江苏盛虹科技股份有限公司提供。
1.1.2 合股丝
在合股丝中,海岛丝作为芯丝,手感柔软,高收缩FDY丝包缠在外,其紧密性能好,使织物具有较好的保温性能;并且对合股丝采用重网的方式,使单丝之间的结合牢度更高。
海岛丝与FDY丝合股示意如图1所示。

图1 海岛丝与FDY丝合股示意Fig.1 Diagram of sea-island filament wrappedby FDY filament
1.2 设 备
TMT-33H加弹小样机(日本TMT机械株式会社),该设备加装的零罗拉和双丝道特点适合进行合股丝的加弹加工。
1.3 工艺方案
尝试在小样机上先进行海岛丝的加弹工艺探索,并以在线生产状态和离线物理性能指标值作为评判依据,以此优化工艺;在此基础上,加入高收缩FDY丝进行包缠,同样以在线生产状态和离线物理性能指标值作为评判依据,最终获得满足产品质量要求的加工工艺。
2 结果及分析
2.1 初定工艺
首先尝试海岛丝的加弹工艺,参照加弹主要工艺参数[4]及类似产品初定工艺[5-8],如表1所示。由于海岛丝比较纤细,为保证顺利加工,在工艺中采用较小的牵伸比。同时,为了避免海岛丝产生毛丝现象,采用较低的假捻速比D/Y。
在此工艺条件下,观察生产过程中丝的平稳状态,同时利用张力传感器在线测试丝条张力的情况,最终检测加弹丝的各项物理性能。选择三个测试点测试其张力[9],如表2所示。
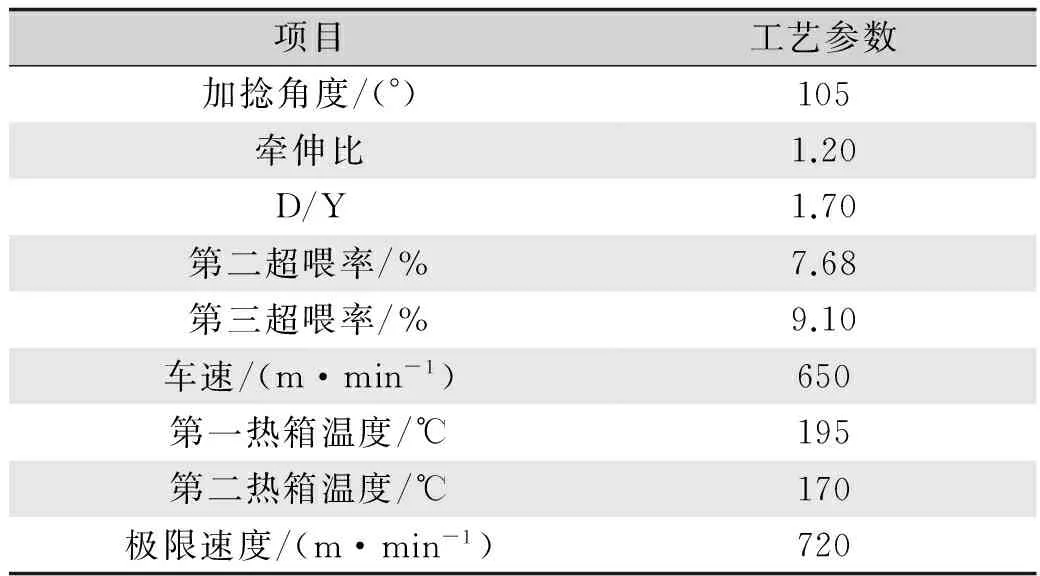
表1 海岛丝加弹工艺Tab.1 Draw-texture processing for sea-island filament
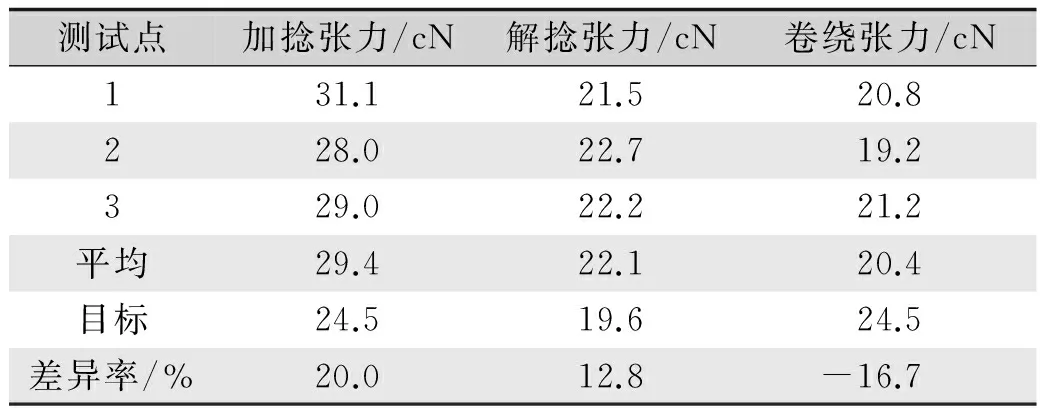
表2 各测试点张力Tab.2 Tension at each test point
通过在线观察和测试,极限速度做到720 m/min时丝条出现抖动,这种抖动不利于后加工的退绕。抖丝在生产中属于异常,一旦出现这种情况,已经没有必要对产品进行物理性能的检测。另外,各项张力的目标范围均超过规定偏差10%的范围,所以此次试验工艺参数的设定不能满足产品要求,需要进行工艺调整,消除生产中丝条的抖动现象,降低张力偏差。因为假捻速比D/Y控制解捻张力,D/Y增加,解捻张力下降,测试解捻张力的平均值与目标值相差12.8%,因此,需要将D/Y适当增加。第三超喂率主要控制卷绕张力,该值上升,卷绕张力下降,测试卷绕张力的平均值低于目标值16.7%,所以需将第三超喂率减小。
2.2 修改工艺
在初定工艺的基础上,对海岛POY丝的加弹工艺进行修改调整。
2.2.1 调整牵伸比
鉴于初定工艺时,海岛丝已能在1.20的牵伸比条件下进行生产,加工中出现的抖丝现象及张力差异率较大的问题与牵伸比关联度小,因此修改工艺时将牵伸加大至1.30。
2.2.2 调整假捻速比D/Y
适当增加D/Y,使丝条的解捻张力下降,最终与目标值相接近。
2.2.3 调整第三超喂率
适当减小第三超喂率,使丝条的卷绕张力增加,最终与目标值相接近。修改后的工艺条件如表3所示。

表3 修改的海岛丝加弹工艺Tab.3 Modified draw-texture processing for sea-island filament
同样,观察生产过程中丝的平稳状态,同时利用张力传感器在线测试丝条张力的情况,最终检测加弹丝的各项物理性能。合股丝的张力测试结果如表4所示。

表4 各测试点张力Tab.4 Tension at each test point
由于在张力测试时,发现丝条卷绕张力测试值与目标值偏差仍然超出10%,这将影响丝卷的定长,因此有必要对第三超喂率进行调整。
本次试生产过程中,当小样机的极限速度达到800 m/min时,丝条并未出现抖动或断丝现象,表明该工艺生产出的DTY丝已经能满足后道生产加工的需求。对其进行物理性能检测,检测的各项指标结果如表5所示。

表5 修改工艺获得海岛DTY丝的物理性能Tab.5 Physical properties of sea-island filament after modification
2.3 确定工艺
2.3.1 合股DTY丝的加弹生产过程
合股丝的生产是在海岛丝加弹的基础上,在其外层包绕高收缩FDY,使产品紧密有弹性,3D效果明显。海岛POY丝与FDY丝制成合股DTY丝的示意图如图2所示。
从图2可以看出,海岛POY丝经加弹加工,高收缩FDY丝由零罗拉喂入,经另一不加弹丝道,两种原料在重网前汇合,经重网加工使单丝的结合牢度提高,最终形成海岛合股DTY丝。
2.3.2 合股DTY丝加弹工艺
在修改工艺的基础上,进一步确定海岛POY丝(155.56 dtex/24f)及FDY丝(36.67 dtex/12f)合股丝的加弹工艺,并对合股DTY丝的各项物理性能进行测试。

图2 海岛合股丝加弹过程示意Fig.2 Diagram of draw-texturing process for sea-island wrapped filament
2.3.2.1 确定牵伸比
在小样机上的试制表明,海岛POY丝在牵伸比为1.30的条件下能够正常生产。对于合股DTY丝的牵伸比,可按下式计算:
海岛合股DTY丝的线密度=
海岛POY线密度/牵伸比+FDY丝线密度
(1)
将合股丝线密度、海岛丝线密度及FDY丝的线密度数据代入(1)中,得到:
牵伸比=
(2)
式中:0.8是海岛丝中岛所占的比例。
2.3.2.2 调整第三超喂率
与前面第三超喂率的调整方式相同,应减小修订工艺的第三超喂率,增加卷绕张力,使成品丝卷的定长满足要求。海岛合股DTY丝加弹工艺如表6所示。
同样,选择三个点进行张力测试,结果如表7所示。极限速度达到840 m/min时,丝条未表现出抖动或断丝现象,判断为正常。从表7可以看出,合股DTY丝的各项张力测试值与目标值偏差已经在10%的范围内。

表6 海岛合股DTY丝加弹工艺Tab.6 Draw-texturing process for sea-island filament
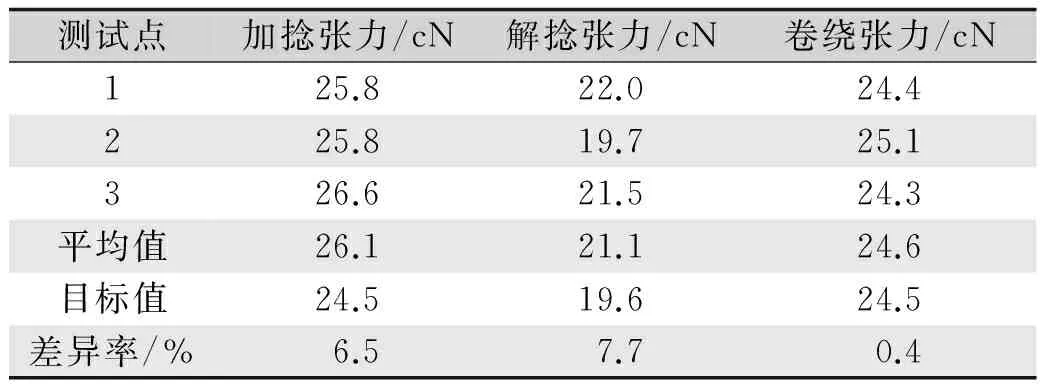
表7 各测试点张力Tab.7 Tension at each test point
对合股DTY丝物理性能进行测试,结果如表8所示。从表8可以看出,合股DTY丝的各项物理性能接近目标值,其中,较高的沸水收缩率是加入高收缩FDY丝的结果。以这种丝为原料,最终可以获得紧密性好、厚实且弹性良好的织物效果。

表8 合股DTY丝各项物理性能Tab.8 Physical properties of sea-island filament wrapped DTY filament
3 结 论
1)海岛合股DTY丝在原料上选用海岛POY丝和高收缩FDY丝,经过加弹加工,除了可以获得普通的卷曲变形外,还因海岛丝的柔软及FDY丝的高收缩性,使织物柔软、紧密、有弹性,3D效果明显。
2)在小样机上探索海岛合股DTY丝的加弹工艺,结果显示车速650 m/min,牵伸比1.35,假捻速比D/Y 1.80,第一热箱温度195 ℃,第二热箱温度170 ℃,第二超喂率7.10%,第三超喂率8.14%时,海岛合股DTY丝在线生产状态及离线物理性能检测指标值最佳。
3)在加弹机上进行生产,需首先完成对加弹机的设备改造,即加装另一路丝FDY的喂入罗拉和导丝器,以便将FDY丝引入生产线路中,完成合股DTY丝的生产。
[1]肖长发,尹翠玉,张华,等.化学纤维概论[M].2版.北京:中国纺织出版社,2005:84-86. XIAO Changfa, YIN Cuiyu, ZHANG Hua, et al. Man-Made Fibre Conspectus[M]. 2nd Ed. Beijing: China Textile & Apparel Press,2005:84-86.
[2]张泉,俞建勇,王其.海岛丝织物开纤工艺的研究[J].产业用纺织品,2004(8):31-34. ZHANG Quan, YU Jianyong, WANG Qi. Study on the technology of alkali treatment for fabrics made of sea-island filament[J]. Technical Textiles,2004(8):31-34.
[3]陈俊盛,吴金福.海岛丝的生产工艺及检验方法[J].中国检验检疫,2004(6):22-23. CHEN Junsheng, WU Jinfu. Processing technology and inspection method for sea-island filament[J]. China Inspection and Quarantine,2004(6):22-23.
[4]李允成,徐新华.涤纶长丝生产[M].北京:中国纺织出版社,1989:614-618. LI Yuncheng, XU Xinhua. Polyester Filament Production[M]. Beijing: China Textile & Apparel Press,1989:614-618.
[5]雷新,祝成炎,沈惠英,等.低沸水收缩率涤纶DTY网络丝的制备与工艺探讨[J].现代纺织技术,2015,23(4):5-8,12. LEI Xin, ZHU Chengyan, SHEN Huiying, et al. Discussions on preparation and process of polyester DTY interlaced yarn with low boiling water shrinkage[J]. Advanced Textile Technology,2015,23(4):5-8,12.
[6]段晋文,张凌清.各种织物对DTY丝的要求及加弹工艺探讨[J].纺织导报,2009(12):42-44. DUAN Jinwen, ZHANG Lingqing. Requirements of various fabrics on PET-DTY and its texturing process[J]. China Textile Leader,2009(12):42-44.
[7]方明礼.22dtex/24f细旦涤纶低弹丝生产工艺探讨[J].合成纤维工业,2008(2):54-55. FANG Mingli. Discussion of production process of 22 dtex/24f fine denier PET low-elastic yarn[J]. China Synthetic Fibre Industry,2008(2):54-55.
[8]汪正贵,胡祖明.箱包布专用丝制造工艺研究[J].合成纤维,2007(4):38-41. WANG Zhenggui, HU Zuming. Study on process of preparation the filament for boxes and bags[J]. Synthetic Fibre in China,2007(4):38-41.
[9]于建华.33H在线张力控制系统原理及应用[J].制造业自动化,2005(6):64-67. YU Jianhua. Theory and application of tension control system online for 33H[J]. Manufacturing Automation,2005(6):64-67.
[10]韩斌.涤纶DTY沸水收缩率的测定误差[J].纤维标准与检验,1991(11):19-23. HAN Bin. Measurement error of boiling water shrinkage for polyester DTY filament[J]. Fibre Standards and Inspection,1991(11):19-23.
Technology exploration of draw-texturing processing for sea-island wrapped DTY filament
ZHOU Fangying1, HE Jie1, CAO Xuelian2
(1.Chemistry & Textile Engineering Department, Jiangyin Polytechnic College, Jiangyin 214405, China;2.Jiangsu Shenghong Science and Technology Co., Ltd., Wujiang 215227, China)
Because of advantages of the softness of sea-island filament and high density of high-shrinkage FDY, this paper states the process which is performed on TMT-33H sample machine to manufacture 155.56 dtex(140 D)/24f sea-island wrapped by 36.67 dtex(33 D)/12f FDY into 128.89 dtex(116 D)/36f DTY filament on the basis of online production status and test indexes of offline physical properties. Finally, the optimal technical conditions were obtained: speed 650 m/min, draft ratio 1.35, false twist ratio D/Y 1.80, temperature of the first heater 195℃, temperature of the second heater 170℃, the second over feeder ratio 7.10%, and the third over feeder ratio 8.14%. Under such conditions, online production status and test indexes of offline physical properties can meet requirements.
sea-island filament; FDY filament; DTY filament; draw-texturing processing technology; draft ratio
10.3969/j.issn.1001-7003.2017.02.005
2016-06-01;
2016-12-12
周方颖(1970-),女,副教授,主要从事纺织生产与质量控制的研究。
TS154.6
A
1001-7003(2017)02-0020-05 引用页码: 021105
猜你喜欢
建材发展导向(2023年3期)2023-02-06
山东陶瓷(2021年5期)2022-01-17
昆钢科技(2021年6期)2021-03-09
电子产品世界(2021年5期)2021-02-09
纺织科学研究(2017年7期)2017-07-25
化纤与纺织技术(2015年1期)2015-12-26
合成技术及应用(2015年3期)2015-12-11
郑州大学学报(工学版)(2014年6期)2014-03-01
河南科技(2014年19期)2014-02-27
浙江中西医结合杂志(2013年4期)2013-11-08
