
SX3-6833B型大前冲压力棒碳纤上销的应用
2017-02-27 09:42:08陈国亮
纺织器材 2017年1期
陈国亮,李 宏
(南阳纺织集团有限公司,河南 南阳 473000)
SX3-6833B型大前冲压力棒碳纤上销的应用
陈国亮,李 宏
(南阳纺织集团有限公司,河南 南阳 473000)
为了提高成纱质量,介绍SX3-6833B型大前冲压力棒碳纤上销的结构特点和工艺适应性,并对上销在实际应用中纤维的运动力学进行分析;通过3组对比试验及理论分析,指出:SX3-6833B型大前冲压力棒碳纤上销改变了后区牵伸型式、加大了上销前后开档,强度高、精度高、不易变形、抗静电、寿命长;符合纺纱牵伸浮游纤维控制工艺,在适当降低配棉等级的情况下能改善成纱质量;要从设备、工艺两方面进行攻关,探索出适用性强的操作方法。
上销;压力棒;平面牵伸;V型牵伸;摩擦力界;配棉等级
0 引言
上销是细纱机牵伸机构的重要器材,对纺纱质量影响很大,其应用能提高成纱质量,并带来一定的经济效益。在细纱机上使用SX3-6833B型大前冲压力棒碳纤上销,与传统上销相比,平面牵伸使用后区附加双压力棒的BYSX3-6833B型细纱上销,将后区牵伸型式由简单罗拉牵伸改为压力棒型曲线牵伸,搭配VYSX3-6833B型单压力棒V型牵伸上销;另外,SX3-6833B型大前冲压力棒碳纤上销前后开档加大,前沿向前延伸6 mm,通过多个品种的实践应用,其纺纱效果良好。
1 SX3-6833B型大前冲压力棒碳纤上销结构特点
SX3-6833B型大前冲压力棒碳纤上销具有强度高、精度高、不变形、抗静电、寿命长的特点,由上销架、压力棒、定位槽、定位舌、活动钳板、支撑小弹簧、上销弹簧及隔距块组合构成[1]。其与传统上销相比,有以下特点。
1.1 改变后区牵伸型式
使用附加压力棒细纱上销,后区牵伸型式由简单罗拉牵伸改变为压力棒型牵伸,这种改变一方面有利于增强对后牵伸区内须条的控制,使须条在压力棒表面形成包围弧,牵伸时须条张力使压力棒对该段包围弧上的须条产生垂直压力,使纤维间产生附加摩擦力界,增强须条的密集程度,且纤维的变速点分布更为集中和稳定,从而提高成纱质量[2]。另一方面有利于提高细纱机后区牵伸能力,进而提高细纱机总牵伸能力,为提高纺纱经济效益,开发赛络纺等产品提供良好的技术基础。
1.2 加大上销前后开档
SX3-6833B型大前冲压力棒碳纤上销的前后开档加大,前沿向前延伸6 mm,在下销前沿罗拉钳口的浮游区中增加一段包围弧,使上销前沿与被牵伸的须条纤维接触,迫使纤维束的通道形成曲线通道,类似压力棒隔距块形成的曲线牵伸[3]。
2 SX3-6833B型大前冲压力棒碳纤上销的工艺适应性
2.1 纺纱工艺
使用SX3-6833B型大前冲压力棒碳纤上销提升纺纱效果,需要配合相适应的纺纱工艺:① 加大后区牵伸(适合“两大一小”工艺);② 对压力进行重新分配;③ 对罗拉隔距、胶辊位置及直径变化敏感;④ 中上铁辊中心相对下罗拉中心后移,保证上胶圈同下罗拉和前胶辊互不干扰;⑤ 对粗纱定量和粗纱捻度进行优化;⑥ 缩小浮游区长度,如DL14270型上销定位槽中心到上销前沿距离为35.5 mm,SX3-6833B型则为39.5 mm。
2.2 纤维变速运动力学分析
图1为普通上销和大前冲上销的动力学分析,均为前罗拉和前胶辊牵伸,R为胶辊和罗拉接触点的胶辊半径,R1、R2为图1中须条与胶辊的接触点的胶辊半径。因胶辊有弹性,压力的作用下胶辊与下罗拉接触时会变形,那么R1>R;由于大前冲压力棒碳纤上销对须条有下压作用,须条与胶辊接触点会落在胶辊与下罗拉接触处,因此R1>R2≥R,由物理学分析可得,线速度的关系为vR1>vR2≥vR。因此,须条与胶辊接触点和胶辊与罗拉中心线接触点之间有速度差,造成纤维变速,不利于成纱质量。分析可知,使用大前冲压力棒碳纤上销引起的速度差异小,此原理和前区加压力棒隔距块一样。

a) 普通上销 b) 大前冲压力棒碳纤上销图1 两种上销动力学分析
3 纺纱实践分析
3.1 试验一
试验条件:品种为赛络纺C 14.6 tex K;机型为FA506型;平面牵伸。采用DL14270型与SX3-6833B型两种上销进行对比,试验工艺见表1。
表1 不同上销的试验工艺对比一

上销型号后区牵伸/倍加压/档罗拉隔距/mm后胶辊直径/mm浮游区长度/mm集合器DL142701.25218×3528.510.5使用BYSX3-6833B1.37118×3528.09.5使用
开始使用SX3-6833B型上销时,纤维牵伸不开,须条在细纱后区出现弯曲问题,断头多。解决措施:首先校准摇架压力,保证牵伸部件正常运转;其次加大前胶辊加压,后区牵伸倍数改为1.44倍,机台生活稳定。成纱质量指标对比见表2。
表2 不同上销成纱质量对比一
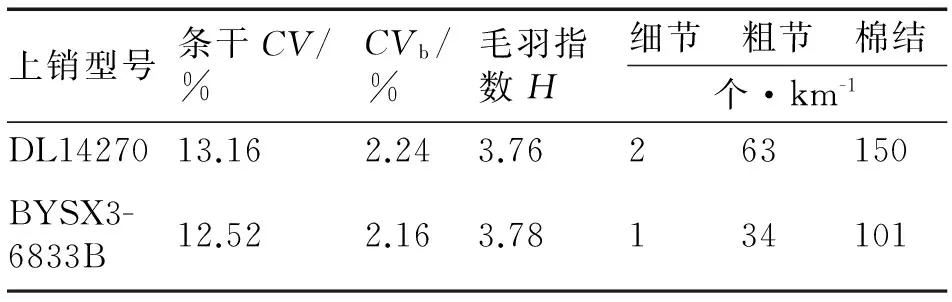
上销型号条干CV/%CVb/%毛羽指数H细节粗节棉结个·km-1DL1427013.162.243.76263150BYSX3-6833B12.522.163.78134101
3.2 试验二
试验条件:品种为集聚纺C 14.6 tex K;试验机型为FA506型改造集聚纺;平面牵伸。采用DL14270型与SX3-6833B型两种上销进行对比,试验工艺对比见表3,成纱质量指标对比见表4。
表3 不同上销的试验工艺对比二
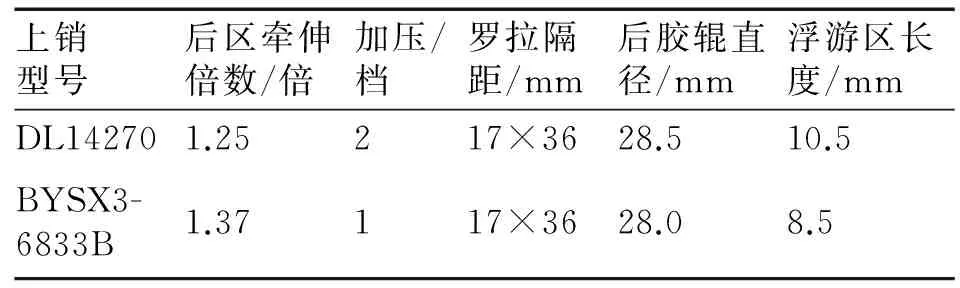
上销型号后区牵伸倍数/倍加压/档罗拉隔距/mm后胶辊直径/mm浮游区长度/mmDL142701.25217×3628.510.5BYSX3-6833B1.37117×3628.08.5
通过以上2个试验可知,使用BYSX3-6833B型双压力棒细纱上销,成纱条干CV值,粗、细节,棉结,毛羽等指标均优于普通上销。一方面是由于细纱后区采用压力棒曲线牵伸:① 使牵伸区内的纤维间产生附加摩擦力界,增加了须条的密集程度,增强了后牵伸区中部对须条尤其是对短纤维的牵伸控制力;② 纤维变速点分布更为集中且稳定,有利于降低牵伸不匀率,改善成纱条干CV值;③ 后牵伸区中部摩擦力界强度大、长度长,能使纤维两端受到较强的摩擦力而收紧,有利于弯曲纤维的伸直,并且可以有效防止捻回的重分布,避免纤维扩散,从而改善成纱内在结构和质量,提高成纱的品质指标。另一方面源于上销前沿向前延伸:① 通过上销前沿对须条的下压作用使纤维增加1个控制力,进而增强了纤维间的抱合力,加强了对浮游纤维运动有序地有效控制;② 缩短了浮游区,使纤维的变速点分布更加集中而稳定地靠近前钳口,避免提早变速,有利于改善成纱的条干均匀度;③ 上销前沿对须条纤维的作用随着须条的粗细而变化,须条直径粗,压力大,牵伸效率高,反之,牵伸效率低,即实现了粗节和棉结处的大牵伸,细节处的小牵伸,减少成纱的粗节和细节,又将因纤维缠绕和打结形成的棉结牵伸开,从而有效地降低纱疵,提高了成纱质量的整体水平[4]。
表4 不同上销成纱质量对比二
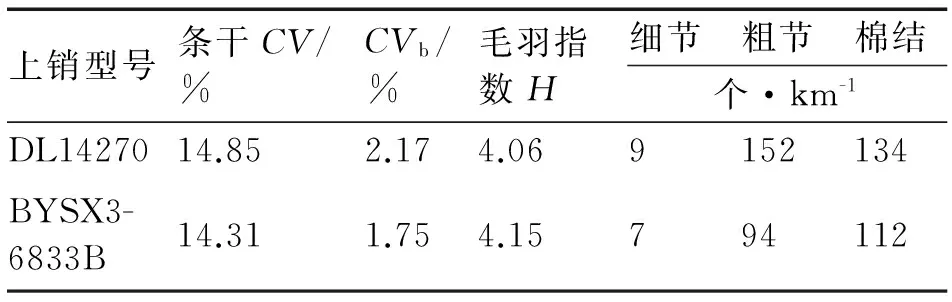
上销型号条干CV/%CVb/%毛羽指数H细节粗节棉结个·km-1DL1427014.852.174.069152134BYSX3-6833B14.311.754.15794112
3.3 试验三
试验条件:品种为C 14.6 tex T;试验机型为A512型;V型牵伸;罗拉隔距为16.5 mm×19.5 mm;前胶辊位置为+4 mm。成纱质量指标见表5。
表5 不同上销成纱质量对比三
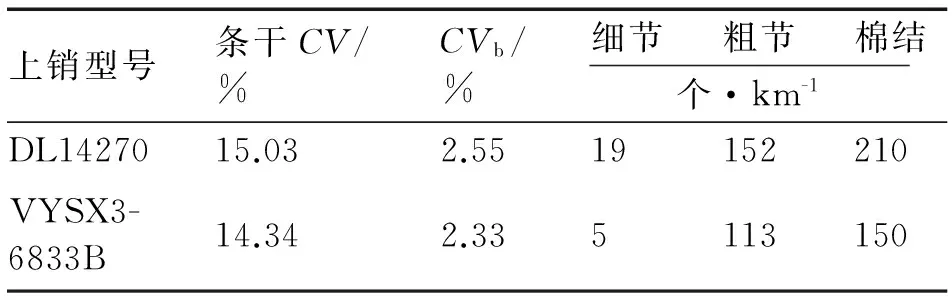
上销型号条干CV/%CVb/%细节粗节棉结个·km-1DL1427015.032.5519152210VYSX3-6833B14.342.335113150
从表5数据可知,VYSX3-6833B 型上销在V型牵伸后区附加了1根直径为10 mm的压力棒,它使细纱后区曲线牵伸进一步改变为压力棒曲线牵伸,不仅消除了中铁辊上胶圈的反包围弧,而且进一步加长了后罗拉上的包围弧长度,缩短了后区浮游区长度;同时,后区增加了1个摩擦力界,纤维的变速点因而更加集中和前移,后区牵伸的附加不匀率减小。
4 结语
SX3-6833B型大前冲压力棒碳纤上销符合纺纱牵伸浮游纤维控制工艺要求,在适当降低配棉等级的情况下能够改善成纱质量。上销在使用过程中需要不断优化工艺,从设备、工艺两方面进行攻关,探索出适用性强的操作方法,使其发挥应有的效用。
[1] 赵博,石陶然.DL-14270型尼龙上销应用实践[J].纺织器材,2004,31(6):24-25.
[2] 张瑾.细纱牵伸对成纱条干均匀度的影响[J].棉纺织技术,2003,31(4):40-42.
[3] 成立强.附加牵伸后区压力棒上销的发明机理及其应用前景[J].纺织器材,2006,33(4):12-14.
[4] 蔡志勇,陈名均,聂发辉. 应用后区压力棒上销的纺纱效果分析[J].纺织器材,2006,33(6):36-38.
Application of Top Apron Cradle SX3-6833B Series with Big Advance Pressure Bar of Carbon Fiber
CHEN Guoliang,LI Hong
(Nanyang Textile Group Co.,Ltd.,Nanyang 473000,China)
To improve yarn quality,introduction is made to the top apron cradle SX3-6833B series with big advance pressure bar of carbon fiber regarding the structure characteristics and process adaptability.Analysis is made to the fiber motion in mechanics.The theoretical analysis of the 3 groups of contrast experiments finds that top apron cradle SX3-6833B series with big advance pressure bar of carbon fiber change the drafting mode,and increase the front and rear shed of the top apron cradle with high strength,high precision,deformation resistant,antistatic and long service life,applicable in control of flying fibers,improving the quality of yarn in cotton blending of lower grade,yet good operation method is needed from two aspects of equipments and technology exploration.
top apron cradle;pressure bar;plane drawing;V type drawing;friction field;cotton blending grade
2016-05-04
陈国亮(1984—),男,河南商丘人,助理工程师,主要从事纺纱设备及工艺技术研究。
时间:2016-10-08 14:13
TS103.81+4
B
1001-9634(2017)01-0051-03
http://www.cnki.net/kcms/detail/61.1131.TS.
20161008.1413.032.html
猜你喜欢
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
小哥白尼·野生动物画报(2021年6期)2021-07-14 18:20:50
纺织器材(2020年1期)2020-03-24 09:14:34
数学大王·趣味逻辑(2019年10期)2019-11-06 03:16:22
国际纺织导报(2019年2期)2019-05-30 07:31:48
广州文艺(2017年8期)2017-09-13 17:07:28
纺织器材(2015年5期)2015-12-19 06:38:34
纺织器材(2015年4期)2015-12-19 06:37:30
河北传媒研究(2015年6期)2015-07-12 12:05:40
