
钢箱梁T型角焊缝焊接工艺
2017-02-23 10:51:40李晖
山西建筑 2017年1期
李 晖
(山西一建集团有限公司,山西 太原 030012)
钢箱梁T型角焊缝焊接工艺
李 晖
(山西一建集团有限公司,山西 太原 030012)
结合呼和浩特市快速路环线BRT工程实例,介绍了钢箱梁的整体制作思路,针对T型角焊缝质量要求及作业难度,论述了T型角焊缝焊接工艺,并制定了腹板的坡口形式与焊接方法等,有效保证了钢箱梁T型角焊缝的焊接质量。
钢箱梁,T型角焊缝,坡口,焊接工艺
随着社会经济的飞速发展,为了建造更大、更长的各种超大型结构物来满足人们对生活空间的追求。大跨度钢结构随之发展起来。然而,要保证大跨度钢结构得以健康快速的发展,就必须提升大跨度钢结构的设计、制作及安装水平。本文以钢箱梁制作为题材,分析了钢箱梁T型角焊缝的焊接工艺。
1 工程概况
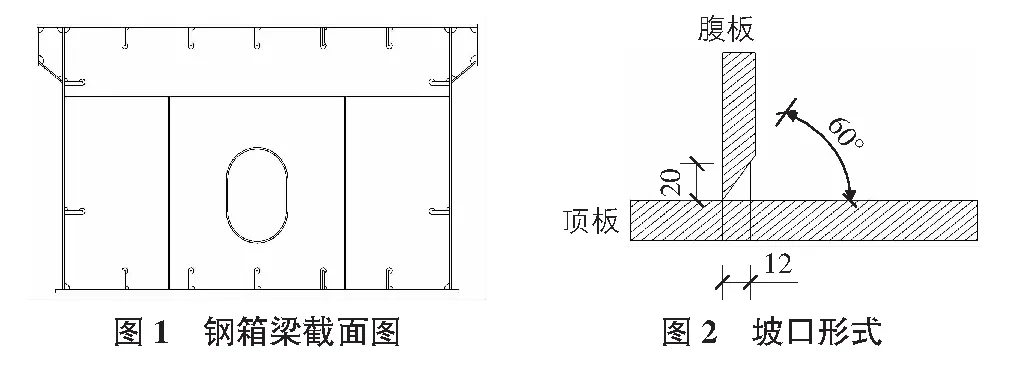
呼和浩特市快速路环线BRT工程桥梁采用简支结构,其中30 m跨径主梁梁高为1 747 mm(跨中),45 m跨径主梁梁高为3 355 mm(跨中),采用抗扭刚度较高的单箱单室结构,梁宽为3 000 mm。梁须设置预拱度,中心预拱度均为42 mm,预拱度曲线按二次抛物线设置。结构用钢采用Q345qD(见图1)。
2 钢箱梁整体制作思路
钢箱梁制作采用倒置法,具体步骤为:1)在台架上组对、焊接顶板。台架预先设置抛物线预拱度42 mm。2)组装横隔板及顶板加劲肋。预先将横隔板上的加劲板焊接完成。3)组装腹板,形成U型钢箱梁。腹板预先在台架上整体组对焊接,画出预拱度抛物线,按线切割完成后组装。4)横隔板及加劲肋的焊接。先焊接横隔板与顶板、腹板的角焊缝,再焊接长条加劲肋。长条加劲肋必须从一侧顺次焊接,严禁两侧同时施焊。5)腹板与顶板T型角焊缝的焊接。腹板开坡口,方向朝钢箱梁内侧。先在钢箱梁内侧焊接打底,然后在钢箱梁外侧清根后焊接。焊缝等级为一级,100%超声波探伤。6)组装底板,钢箱梁组装成型。先将底板上的加劲肋焊接后再组装底板。7)将底板点焊牢固后,钢箱梁翻转180°。钢箱梁摆正后,焊接腹板与底板的T型角焊缝。方法与腹板与顶板的T型角焊缝的焊接一致。8)钢箱梁焊接完成后,首先对箱梁内部进行除锈、打磨、喷漆。然后组装端封板。最后对钢箱梁外侧进行除锈、打磨、喷漆。
3 T型角焊缝质量要求及作业难点
在钢箱梁整体制作过程中,第5)步和第7)步中T型角焊缝
的焊接是钢箱梁制作的重点和难点。焊缝质量要求全融透,质量等级为一级,100%超声波探伤。
T型角焊缝焊接时需要侧向下焊接,视线有死角,增加了焊接难度,对坡口的角度要求较高。在进行第7)步T型角焊缝焊接时,作业空间属于半封闭,作业光线不足,焊接烟尘不能及时疏散。作业环境恶劣,增加了作业难度,严重影响了焊缝质量。
4 T型角焊缝焊接工艺
针对T型角焊缝焊接的质量要求和作业难点,制定了详细焊接工艺。主要步骤如下:腹板坡口→腹板组装→焊缝钢箱梁内侧焊接→焊缝钢箱梁外侧清根、焊接→焊缝验收。
4.1 腹板坡口
腹板坡口的型式和角度的选择是保证T型角焊缝质量的重要环节。坡口型式选用单V型,无钝变。根据二氧化碳气体保护焊机的焊接枪头喷咀尺寸19 mm以及有效出丝长度12 mm,最终确定坡口开设角度为60°(图2为坡口形式)。
4.2 腹板组装
腹板组装是T型角焊缝焊接的前序工序,腹板组装过程中必须做好如下几点,为T型角焊缝的焊接打好基础。
1)腹板组装前,必须用角磨机将腹板与顶底板结合处的油漆、杂物清理干净。2)使用火焰切割开设腹板剖口后,使用角磨机清理剖口处的氧化渣、氧化皮。3)腹板组装过程中,严禁在剖口内侧点焊固定。
4.3 焊缝钢箱梁内侧焊接
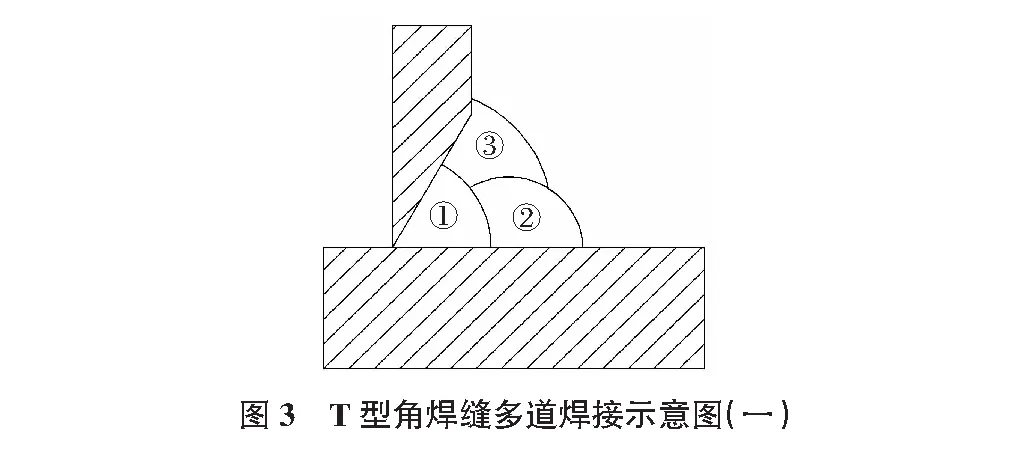
T型角焊缝钢箱梁内侧焊接俗称打底焊,包含打底焊接和盖面焊接两部分,均采用二氧化碳气体保护焊接。
从图3 T型角焊缝多道焊接示意图可以看出共包含3道焊接:第①道进行打底焊接,由于姿势局促,容易产生作业疲劳,因此采用小电流,速度稍慢,保证焊肉与母材充分融合,焊接电压25 V,焊接电流250 A。第②,③道是盖面焊接,焊接速度稍快,焊接电压30 V,焊接电流300 A。
在钢箱梁内侧进行焊接T型角焊缝时,作业空间为半封闭,照明光线不足,焊接烟尘不能顺利排放。工人在作业时,眼口鼻离焊点较近,故吸入烟尘较多,常常感觉较累,容易疲乏。为保证焊接质量,改善作业环境,采取以下措施:
1)在钢箱梁内部设置电压36 V的照明。
2)在钢箱梁出口处,设置通风机,促使钢箱梁内侧空气流通顺畅,焊接烟尘及时排放。
3)工人在钢箱梁焊接作业时,必须正确佩戴防护罩。
4)设置专职监护人员,随时与作业人员沟通。
4.4 焊缝钢箱梁外侧清根、焊接
T型角焊缝清根是指去除母材及打底焊接时产生的气孔、夹渣、裂纹等焊接缺陷,形成如同坡口形式的焊接空间,如图4所示。
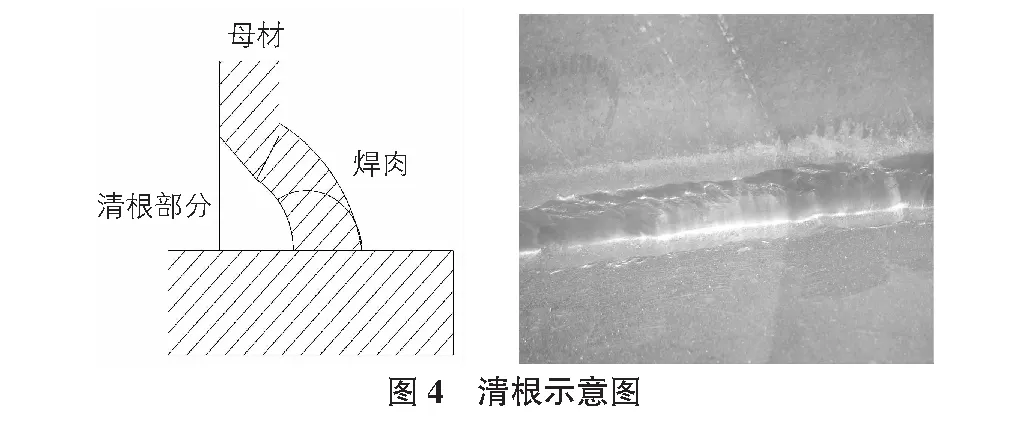
待清根完成,即出现金属光泽,无气孔、夹渣、裂纹。使用角磨机将清根部分的氧化皮、杂物清除干净后,即可进行焊接,T型角焊缝钢箱梁外侧焊接采用二氧化碳气体保护焊接。
从图5 T型角焊缝多道焊接示意图可以看出共包含3道焊接:第①道进行打底焊接,由于姿势局促,容易产生施工疲劳,因此采用小电流,速度稍慢,保证焊肉与母材充分融合,焊接电压25 V,焊接电流250 A。第②,③道是盖面焊接,焊接速度稍快,焊接电压30 V,焊接电流300 A。

4.5 焊缝验收
焊缝验收包含外观质量验收以及无损检测。T型角焊缝外观成型为45°斜角,焊缝表面平整,不得出现缺肉、气孔、咬边。
焊缝无损检测采用超声波探伤,焊缝质量等级为一级,检测比例为100%。探伤前,应清除焊接工作表面飞溅物、氧化皮、凹坑及锈蚀等。焊缝两侧探伤面的修整宽度一般为100 mm。焊缝中常见的缺陷有:气孔、夹渣和裂纹,根据荧光屏上得到的缺陷波的形状和反射波高度的变化结合缺陷的位置和焊接工艺对缺陷进行综合估判。
探伤过程中发现缺陷,要及时返修。根据发现的问题,分析原因,及时制定措施,避免重复产生问题。
气孔产生的原因主要是焊丝清理不干净,气体保护焊时保护气体纯度低、户外作业未采取防风措施等。如果焊缝中存在着气孔,对弯曲和冲击韧性会有比较明显降低。防止这类缺陷的措施有:坡口及其两侧清理干净,采取防风措施,并要选用合适的焊接电流、电弧电压和焊接速度等。
夹渣产生的原因有:焊接电流过小,速度过快,熔渣来不及浮起,被焊边缘和各层焊缝清理不干净等。防止措施有:正确选用焊接电流,焊接件的坡口角度不要太小,焊前必须把坡口清理干净,多层焊时必须层层清除焊渣;并合理选择运条角度焊接速度等。
裂纹产生的原因是:焊接时熔池的冷却速度很快,造成偏析;焊缝受热不均匀产生拉应力。防止措施:限制母材和焊接材料中易偏析元素和有害杂质的含量,主要限制硫含量,提高锰含量,改善偏析程度;改进焊接结构形式,采用合理的焊接顺序,提高焊缝收缩时的自由度。
5 结语
呼和浩特市快速路环线BRT工程钢箱梁T型角焊缝经呼市国检局抽检验收达到合格,焊缝外观平整,焊脚尺寸符合要求,超声波探伤达到一级焊缝质量。
通过分析T型角焊缝焊接的详细步骤和工艺特点,不仅保证了钢箱梁T型角焊缝的焊接质量,而且为其他焊缝的施工提供了宝贵的施工经验。
On welding craft for T-shaped angle in steel box girder
Li Hui
(ShanxiNo.1ConstructionGroupCo.,Ltd,Taiyuan030012,China)
Combining with BRT project of the express road rings in Hohhot, the paper introduces the overall manufacturing ideas for the steel box girder, indicates the welding craft of T-shaped angle according to its quality requirement and construction difficulties, and manufactures the groove forms and welding method of web plates, so as to ensure the welding quality of the T-shaped angle joints.
steel box girder, T-shaped angle crack, groove, welding craft
1009-6825(2017)01-0117-02
2016-10-26
李 晖(1985- ),男,工程师
TU758.16
A
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06 09:27:12
中国金属通报(2022年1期)2022-06-02 02:09:56
工程建设与设计(2021年11期)2021-07-28 06:33:46
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09 06:12:18
工程与建设(2019年4期)2019-10-10 01:45:38
城市道桥与防洪(2019年5期)2019-06-26 00:55:38
上海公路(2018年3期)2018-03-21 05:55:50
北方交通(2016年12期)2017-01-15 13:52:39
大型铸锻件(2015年4期)2016-01-12 06:35:27
