重整气变压吸附提氢装置运行问题分析及应对措施
2017-02-16 10:56:12陈晓梅
石油化工应用 2017年1期
陈晓梅
(盘锦北方沥青燃料有限公司,辽宁盘锦124221)
重整气变压吸附提氢装置运行问题分析及应对措施
陈晓梅
(盘锦北方沥青燃料有限公司,辽宁盘锦124221)
本文分析了盘锦北方沥青燃料有限公司68 000 m3/h重整气变压吸附提氢装置的运行情况。该装置开工不到一年内出现了产品氢纯度低和杂质脱除率不合格的问题。经分析发现产品氢气中C5组分含量高,C5组分已经穿透吸附器最上层分子筛,造成吸附剂床层整体性能下降。优化操作条件并将现有催化剂再生,解决了产品不合格问题,实现装置长周期稳定运行。
重整氢;变压吸附;运行情况;对策
盘锦北方沥青燃料有限公司重整气提氢装置设计处理原料气能力为68 000 m3/h,以重整气为原料,采用四川天一科技股份有限公司变压吸附(简称PSA)制氢技术,可制得纯度99.9%以上的产品氢气,然后送至系统氢气管网。2015年10月开工初期,PSA装置运行情况良好,但自2016年7月以来出现了产品氢气纯度不合格的情况。本文通过对PSA装置的运行情况进行分析,发现了氢气纯度低的原因,并采取相应措施解决问题,保证了装置的正常平稳运行。
1 装置设计原理及运行能力
1.1 装置设计原理及流程
变压吸附分离技术的原理是利用吸附剂对气体分子的吸附选择性,具有在相同压力下易吸附高沸点、强极性组分,不易吸收低沸点、弱极性组分的特性,实现气体混合物的分离和吸附剂的再生。对同一种组分在高压下吸附量增加(即吸附组分),低压下吸附量减小(即解吸组分)。在吸附剂选择吸附的条件下,加压吸附原料气中的CH4、C2H6、C3H8、C4、C5、C6等杂质组分,而氢气等不易吸附的组分则通过吸附床层由吸附器顶部排出,从而实现气体混合物的分离,而通过降低吸附剂床层的压力使被吸附的CH4、C2H6、C3H8、C4、C5、C6等组分脱附解吸,使吸附剂得到再生,同时达到制取氢气的目的[1]。
PSA装置的工艺流程(见图1)。原料重整气在2.0MPa下进入装置,首先进入气液分离器分离液态物质,再经过计量进入10台吸附器、1台解吸气缓冲罐和1台解吸气混合罐组成的PSA-H2系统,采用10塔常压冲洗再生工艺流程。每台吸附器采用多次均压的方式尽可能的回收有效成分。
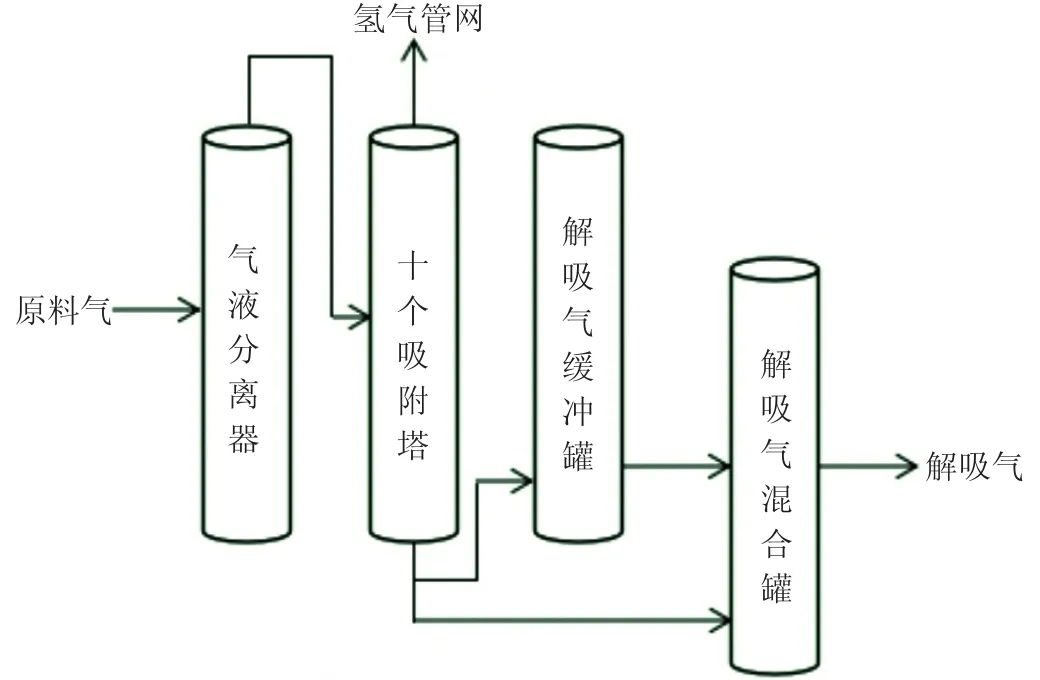
图1 PSA装置的工艺流程图Fig.1 The process flow diagram of PSA unit
1.2 装置设计及运行能力
PSA装置主要设计工艺控制指标(见表1)。
1.3 吸附剂装填方案
由于床层内的吸附剂自下而上所吸附组分的吸附能力逐渐减弱,上层吸附剂对吸附性强的组分的解吸能力也弱,这样就需要下层吸附剂对上层吸附形成保护层,避免强吸附性的组分进入上层吸附剂而无法解吸。每个吸附塔内的吸附剂的吸附能力是有限的,还需要控制每个吸附塔的吸附时间和处理量。
本公司68 000 m3/h的PSA装置共10台吸附器,采用四川天一科技有限公司的吸附剂,装填方案(见表2)。
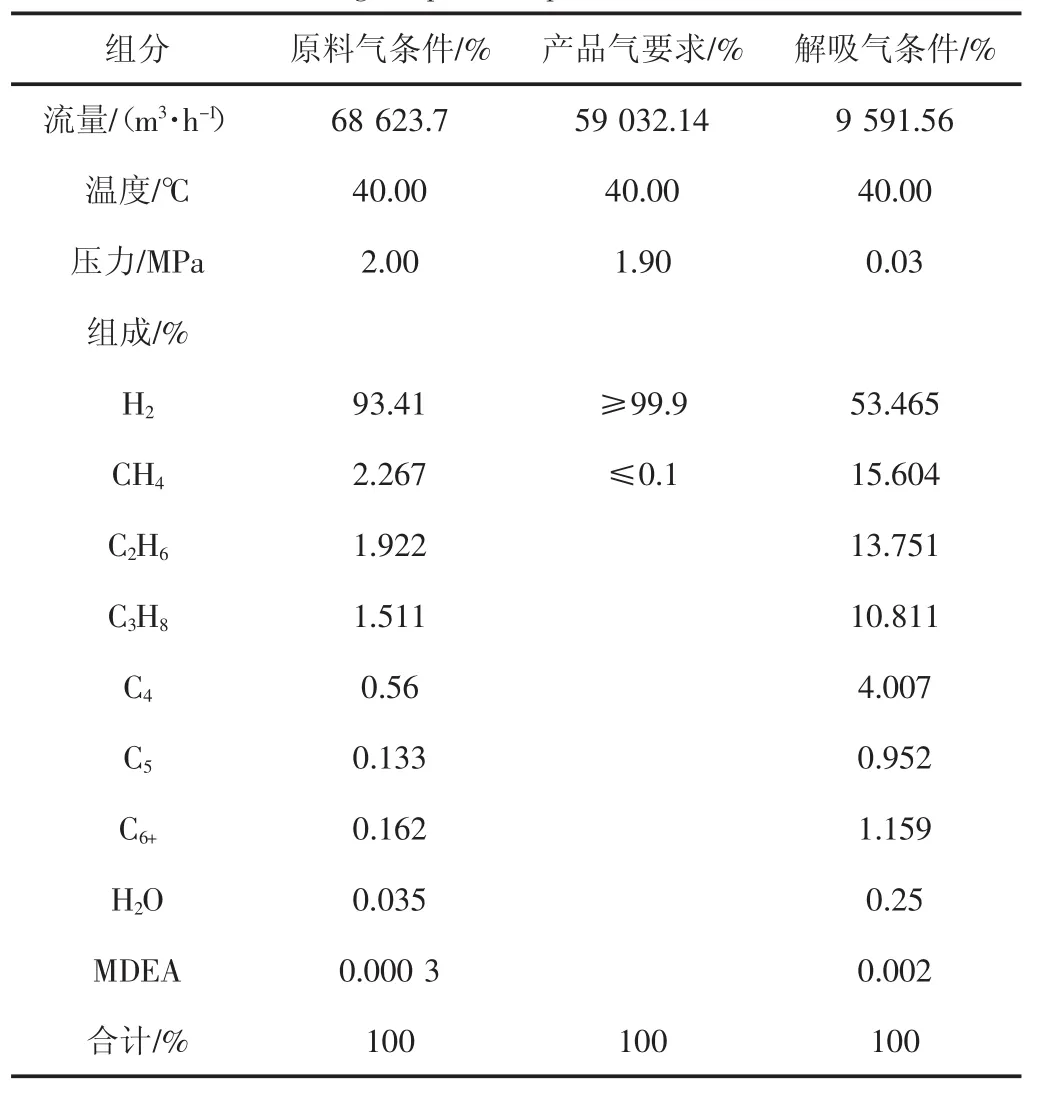
表1 PSA装置设计工艺指标Tab.1 The designed process specifications of PSA unit
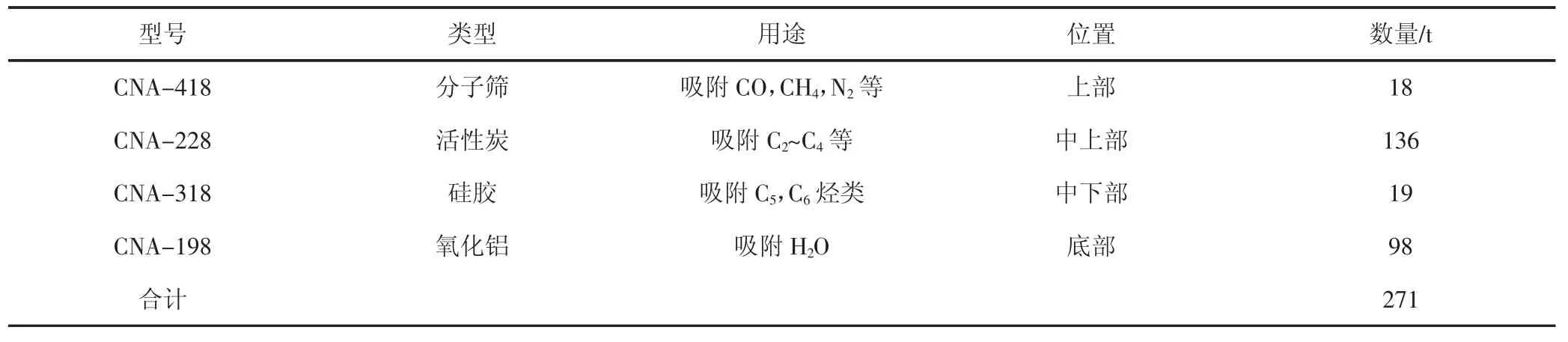
表2 每个塔内吸附剂的装填方案Tab.2 The loading diagram of various adsorbents in every single column
2 装置目前存在的问题
2015年10月开工初期,装置在半负荷条件下运行,单位吸附剂的处理能力大于设计能力,产品氢气纯度超过设计要求,后期装置负荷逐渐增加到设计值。但是自2015年6月以来,装置出现产品气中氢气纯度不达标,解吸气中氢含量高的问题,严重影响了装置的正常操作。6月以来PSA装置典型的运行数据(见表3),产品氢气纯度为94.72%,仅比原料气氢气浓度略高不足1%,而解吸气中的氢气浓度高达75.3%,杂质脱除率低。这说明此期间产品氢气已经严重不合格,吸附C1小分子的分子筛可能失活,造成产品气中C1组分脱除率低。由于产品气中也含有大量C2~C5组分,说明这些较重组分在最下层氧化铝吸附剂上没有被完全吸附,已经穿透到最上层的分子筛,最终从吸附塔穿透随产品氢气一起进入氢气管网。分子筛等吸附剂吸附较重的分子后在低压下很难脱附,而是永久地保存在吸附剂孔道内占据吸附位,造成床层吸附剂失效,吸附床层整体性能下降。
3 原因分析及应对措施
3.1 原料气组成
原料气重整氢中出现的液体,一般是高碳烃液化形成,如果前面没有及时分离除去,时间久了会进入吸附塔内,对吸附剂性能造成影响(见表3)。从表3的PSA原料气组成可以看出,原料带液较多,可能是原料气中高碳烃或MDEA等大分子组分含量较大。长时间运行后高碳烃或MDEA大分子组分进入床层吸附剂内部微孔中,导致吸附剂性能受损,吸附剂性能下降[2]。此外,从表3可知,原料气设计进料温度为40℃,然而实际运行温度为外界温度,尤其是冬季,实际运行温度在零度以下,这样也会造成原料带液严重。
为此,本公司开始对PSA装置进行调整工作。首先降低装置处理量运行,处理量调整至20 000 m3/h,然后将吸附塔逐一切出,并用氮气进行冲洗再生,冲洗压力维持在30 kPa左右,每个塔的冲洗时间为12 h。经过以上处理后,装置运行效果明显提高,处理量也提升至约50 000 m3/h,氢气纯度96%~97%。处理后的分析数据(见表4)。
通过对比表3和表4处理前后产品气数据可以看出,C2组分的脱除率已经大幅提高,大部分C2以上组分已脱除,说明经过常温氮气逐塔冲洗再生后,吸附剂活性已有所恢复。但C1组分的脱除率仍然不高,原因是分子筛类吸附剂由于被高碳烃杂质穿透时间过长,大部分吸附甲烷的分子筛孔道内吸附了难以再生的大分子高碳烃组分,利用简单氮气吹扫再生的在线处理方式很难完全恢复分子筛的活性,只有通过离线的吸附剂再生处理手段才能恢复其大部分活性。通常的离线再生方式是采用固定床加热再生工艺,即随着吸附剂床层温度的升高,所吸附的烃类以气体的形式从催化剂颗粒和吸附剂床层内脱附,最终被氮气等吹扫气体带离吸附剂床层。再生设备一般采用立式固定床再生塔,加热介质为纯度>99.9%的氮气,氮气露点要求<-60℃,每吨吸附剂需要氮气量为300 m3/h~450 m3/h,再生时间18 h~24 h。

表4 处理后PSA产品分析数据Tab.4 The analysis data of PSA products after treatment
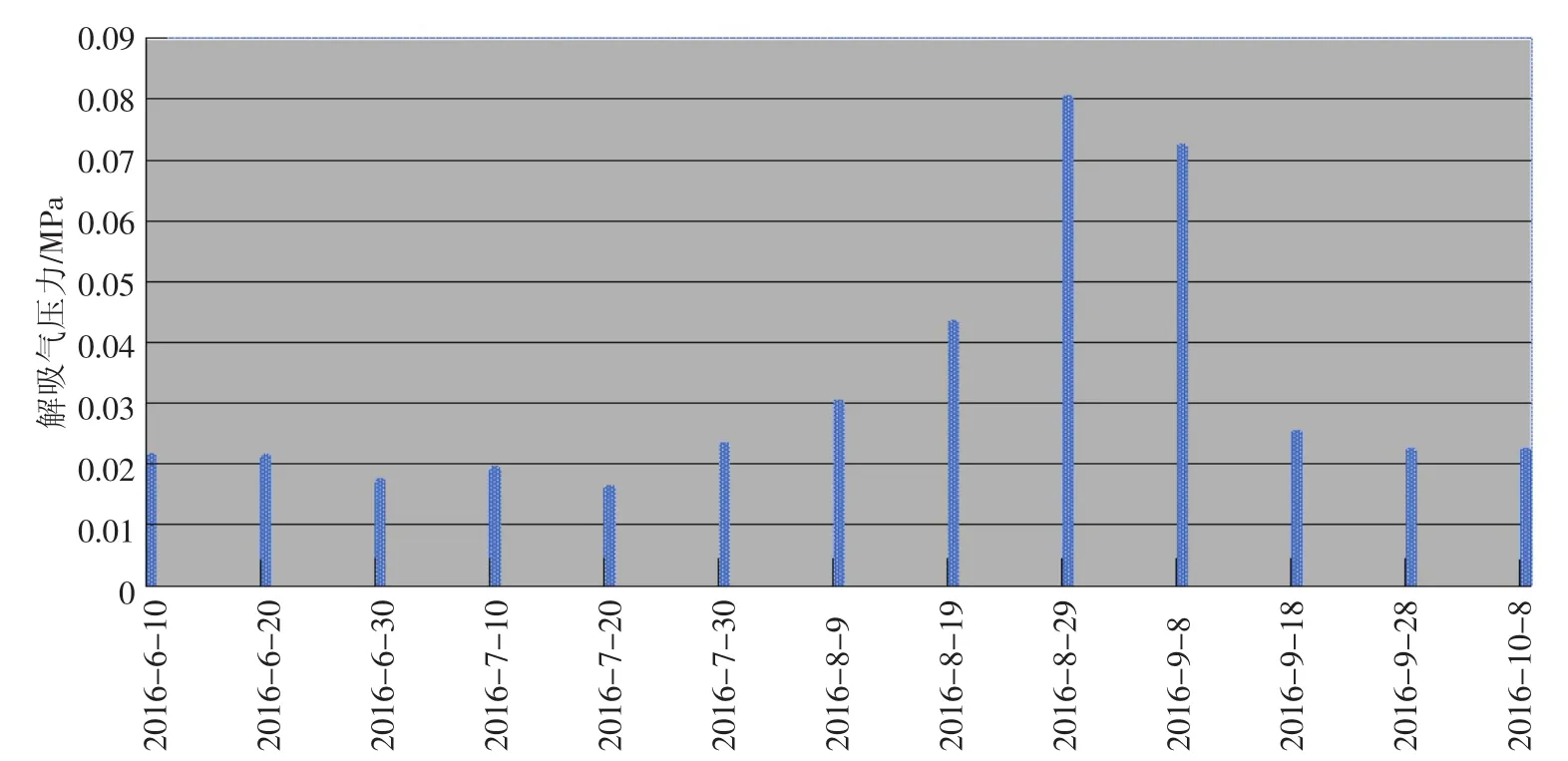
图2 PSA装置解吸气压力变化趋势Fig.2 The pressure variation of desorption gas for PSA unit
3.2 解吸气压力变化
自今年6月以来近四个月PSA装置解吸压力随温度变化的趋势(见图2)。从图2中可以看出,装置运行后期,即7月开始解吸气压力有升高趋势,并在8月末开始一直高于设计值0.03 MPa(见表1),长时间保持在0.08 MPa的较高压力状态。这样高的解吸压力,大大降低了解吸效果,导致吸附剂无法完全解吸再生,吸附剂性能逐渐下降[3]。
4 处理建议
经过将失活吸附剂离线再生以及调整操作后,目前PSA装置已正常运行,当前处理量为60 000 m3/h,产品氢气纯度可达99.99%。针对原料带液问题,在原料气分液罐前管线加伴热,保证原料进料温度40℃,防止原料带重烃类液体,造成吸附剂性能下降。此外,在操作中注意保证解吸气压力不低于0.03 MPa,防止长时间解吸压力过低造成吸附剂吸附解吸能力下降,影响产品氢气的纯度。
[1]王爱平.50 000 m3/h变压吸附分离制氢技术工业应用[J].广州化工,2010,38(4):195-201.
[2]秦建峰.变压吸附氢提纯装置的运行问题分析及对策[J].石化技术与应用,2009,27(4):345-347.
[3]薛德莲.变压吸附氢气提纯装置运行工况浅析[J].化工技术与开发,2012,41(3):59-61.
中国石油全面供应国Ⅴ成品油
1月1日,中国石油向社会全面供应符合国Ⅴ标准的车用汽柴油。目前,中国石油26家直炼企业均具备国Ⅴ生产能力,西部3条长输管道均已完成置换,各销售企业油品置换基本完成。
按照国家有关部委要求,2017年1月1日起,全国全面供应国Ⅴ标准车用汽柴油,同时停止销售低于国Ⅴ标准的汽柴油,以应对严峻的大气污染形势,加快推进成品油质量升级,改善空气质量。原国Ⅳ标准下的90号、93号、97号分别更换为国Ⅴ89号、92号、95号,同时新增98号汽油,柴油标号不变。
近年来,我国油品质量升级速度逐步加快,用10年左右的时间走过了欧美国家近20年走过的道路。国Ⅴ标准成品油污染物排放水平相当于欧洲正在实施的第五阶段排放标准。据官方统计,油品升级后,目前在用车的总体排放污染物可减少10%至15%,每年可减排氮氧化物约30万吨。根据中国汽车技术研究中心工程研究院测试,由97号汽油改为95号汽油后,油耗仅有0.4%的增幅。
同时,中国石油还在北京地区销售京Ⅵ标准油品。目前,加油站标识更换、加油站管理系统更新调试已全部完成,北京机动车将用上更清洁的油品。
(摘自中国石油新闻中心2017-01-01)
Analysis of operational status and solutions to pressure swing adsorption hydrogen unit for reformer gas
CHEN Xiaomei
(Panjin North Asphalt Fuel Co.,Ltd.,Panjin Liaoning 124221,China)
This paper analyzed the operational status of 68 000 m3/h pressure swing adsorption unit for reformer hydrogen in Panjin north asphalt fuel Co.,Ltd..A few issues appeared in less one year since start-up,including low hydrogen concentration and impurity removal rate.It was found that C5have penetrated the top molecular sieves,leading to the high C5concentration in product H2.Similarly,it resulted in poor adsorption and desorption performance for the whole absorbent beds.Qualified product H2and long-term stable operation were achieved after optimizing operational conditions and adsorbent regeneration.
reformer gas;PSA;operational aspect;comtermeasure
TE966
A
1673-5285(2017)01-0149-04
10.3969/j.issn.1673-5285.2017.01.038
2016-11-14
陈晓梅,女(1982-),辽宁抚顺人,研究生学历,工程师,主要从事炼油工艺技术管理工作,邮箱:13654130576@163.com。
猜你喜欢
天津大学学报(自然科学与工程技术版)(2024年3期)2024-01-20 15:16:40
当代化工研究(2022年3期)2023-01-18 08:43:50
新疆大学学报(自然科学版)(中英文)(2022年5期)2022-12-07 14:01:56
电气技术(2022年4期)2022-04-28 03:09:10
四川化工(2020年2期)2020-05-20 10:46:42
兵工学报(2019年6期)2019-08-06 01:06:46
北方音乐(2017年4期)2017-05-04 03:40:08
保健与生活(2017年5期)2017-02-27 00:32:17
祝您健康(2016年2期)2016-02-24 15:36:16
电源技术(2015年5期)2015-08-22 11:18:24