
双膜工艺运行要点及典型故障处理
2017-02-16 10:56郝红霞
石油化工应用 2017年1期
郝红霞
(中国石化长城能源化工(宁夏)有限公司,宁夏银川750001)
双膜工艺运行要点及典型故障处理
郝红霞
(中国石化长城能源化工(宁夏)有限公司,宁夏银川750001)
双膜系统运行过程中,污堵、结垢、机械损伤、化学损坏是影响膜使用寿命的主要原因。结合脱盐水处理工艺,介绍了系统运行中的注意事项及典型故障处理措施。
双膜系统;运行要点;故障处理
超滤+反渗透(UF+RO)双膜法广泛应用于脱盐水、污水回用工程中,但常由于各种原因造成膜元件的污堵、结垢、污染、氧化等,使膜的性能衰减、使用寿命降低。本公司脱盐水装置采用预处理+超滤+两级反渗透(UF+RO)的双膜工艺,RO产水量达到1 200 m3/h。笔者结合公司脱盐水装置稳定运行三年的经验,介绍了双膜系统在运行中的注意事项以及双膜系统典型故障的发现、判断、具体处理过程[1-4]。
1 脱盐水装置处理工艺(见图1)
双膜装置包括预处理装置、UF、RO及其辅助系统。UF膜产品采用了德国滢格T-RackⅡ七孔膜组件,一级RO膜产品采用海德能公司PROOCTM10抗污染复合膜元件、二级RO膜产品采用海德能公司ESPA2 MAX超低压复合膜元件。
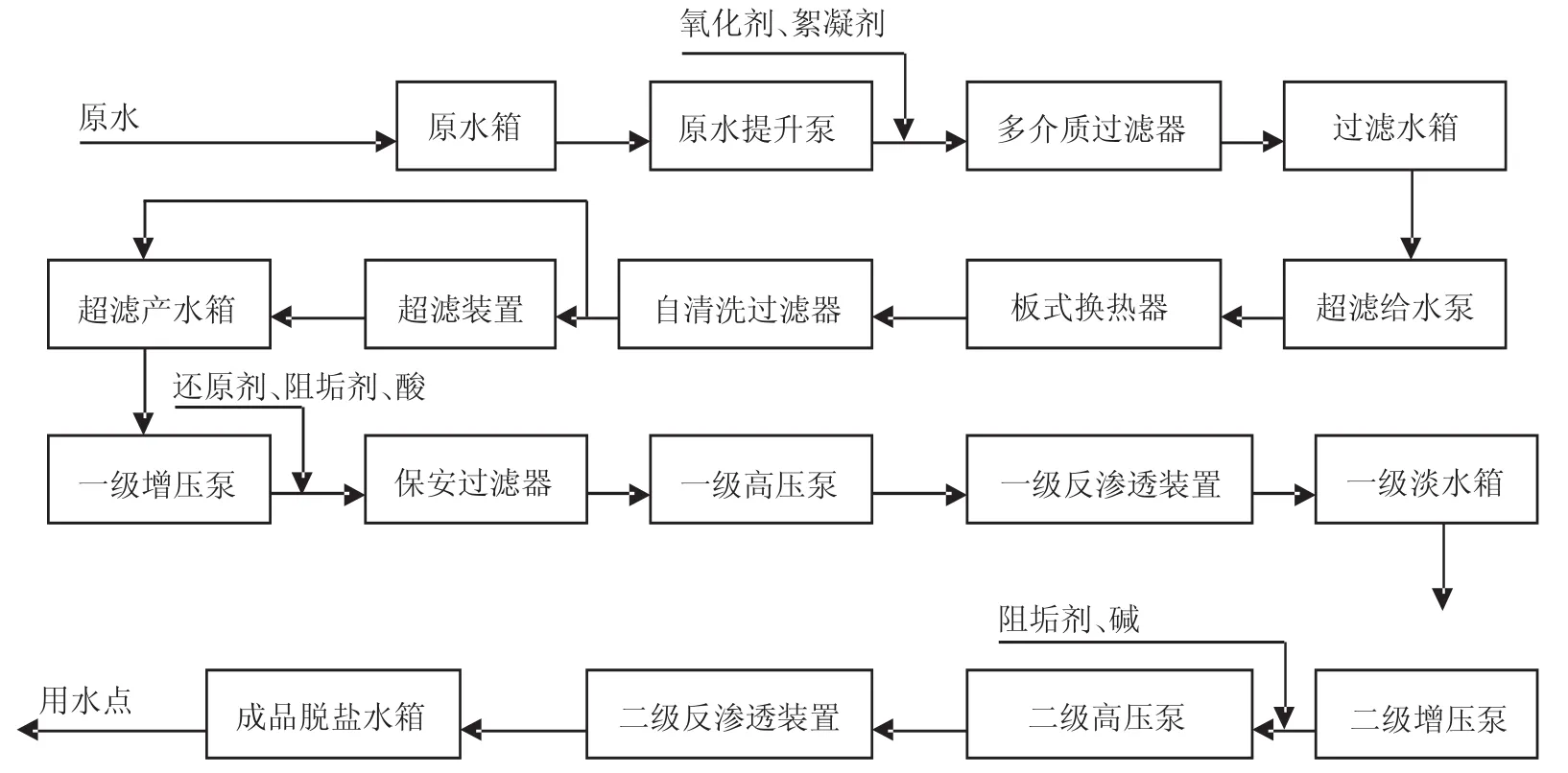
图1 脱盐水装置工艺流程示意图
2 运行中注意事项
(1)运行中应控制好膜通量和回收率。UF膜设计通量≤60 L/(m2·h),回收率90%;一级RO膜设计通量≤18 L/(m2·h),回收率75%;二级RO膜设计通量≤35 L/(m2·h),回收率90%。有效的控制好膜通量、回收率可以防止膜结垢和膜污染。
(2)温度应不低于5℃,最高不能超过40℃。当温度超出此范围会引起膜性能下降,必须采取通风及其他有效的措施进行降温。
(3)监测预处理系统产水(UF装置的给水、RO装置的给水)的浊度及SDI,避免污染物对RO膜的危害而影响到系统的运行。UF进水浊度≤5 NTU,一级RO进水浊度≤0.2 NTU、进水SDI≤3。若所测指标远远大于日常测定值,则可证明预处理出现异常,必须对预处理系统进行检查,必要时可以采取清洗等措施使其恢复状态。
(4)UF运行中产水流量在正常反洗后仍然较低、进出水压差>0.15 MPa,运行周期缩短,需要对UF系统进行化学清洗;RO正常运行中出水量下降10%~15%、压差增加10%~15%、脱盐率下降10%~15%,需要对RO系统进行化学清洗,不同污染物应采用不同的清洗药剂,一般先采用高pH清洗液清洗油类和微生物污染,然后采用低pH清洗液清洗无机垢类或金属氧化物污染,清洗时最好分段进行,清洗与运行方向相同;特殊污染物的清洗经分析需进行针对性清洗。
(5)应在满足产水量与水质的前提下,不要超出规定以上的回收率、运行压力和浓水流量。
(6)UF装置停运超过24 h,每天进行一次10 min通量为50 L/(m2·h)的过滤,每天进行一次60 s通量为230 L/(m2·h)的反洗(加余氯含量2 mg/L NaOCl溶液);停运超过7 d,需用0.75%亚硫酸氢钠溶液进行冲洗,将亚硫酸氢钠溶液留在组件中,每隔4周,更换亚硫酸氢钠溶液,在系统重新投入使用前,需对系统进行冲洗以除去组件内的保护溶液。
(7)RO装置停运超过5 d~30 d,需每天用给水进行冲洗,同时注意将气体从系统中完全排除;停运超过30 d,需用2%的亚硫酸氢钠溶液进行保护,在系统重新投入使用前,用低压给水冲洗系统1 h,再用高压给水冲洗5 min~10 min,并在冲洗时将产水排放阀全部打开。
苍峄铁矿带位于鲁西隆起南缘尼山凸起的南缘,尼山-白彦断块凸起与陶枣断陷盆地之间[1-2],是山东省内非常重要的成矿带,属沉积变质型铁矿(“鞍山式”铁矿)[2]。自20世纪50年代以来,该区陆续开展过不同程度的地质勘查工作[2],先后发现和评价了多处大中型铁矿床,2007年后,山东省鲁南地质工程勘察院、山东省地质科学研究院沿苍峄铁矿带(白水牛石)向东陆续又发现了王埝沟铁矿床、凤凰山铁矿床和沟西铁矿床。笔者通过分析以往勘查成果,认为其成矿受原始矿源层和褶皱构造、断裂构造作用控制,探讨了铁矿形成过程及成矿模式。
(8)当RO系统停机时,因膜内部的水已经处于浓缩状态,需用RO产品水冲洗膜表面,以防止污染物沉积在膜表面,影响膜的性能。因此每次RO膜系统停机时,需要进行延时停机冲洗。
(9)在每次更换保安过滤器滤芯后必须将过滤器出口处下排快速接头或排污阀打开。用正常运行流量的1/2进行排放,时间为5 min,以免前段漏沙进入RO系统划伤膜表面。当过滤器运行压差达到0.15 MPa时,必须更换滤芯,以免影响系统正常运行。
(10)反渗透系统开机应在进水压力小于0.4 MPa条件下冲洗5 min~10 min。
3 典型故障处理
3.1 预处理系统故障分析及处理
预处理单元对于整套装置的安全稳定运行具有十分重要的作用。当多介质出水浊度大于5 NTU,应分析过滤流量、絮凝剂加药量是否合适、反洗是否彻底。当保安过滤器进口压力超过0.4 MPa,进出口压差超过0.15 MPa时,应分析滤芯上是否有大量微生物繁殖或截留大量污染物,检查杀菌剂加药系统,并对系统进行冲击性非氧化性杀菌剂的投加。
3.2 UF系统故障分析及处理
UF系统是RO系统良好运行的最好预处理方法。当出现透膜压差偏高或上升过快,应分析进水水质是否恶化或系统污堵需进行化学清洗,检查进水水质调整有关反洗参数及检查系统运行累计时间。当出水浊度高或SDI高,应分析膜丝是否有断丝现象或产水箱受到污染,对UF膜元件出水口和产水箱出口分别检测SDI值,清洗产水箱,对UF膜元件进行完整性检测,如发现断丝应及时修补。
3.3 RO系统故障分析及处理
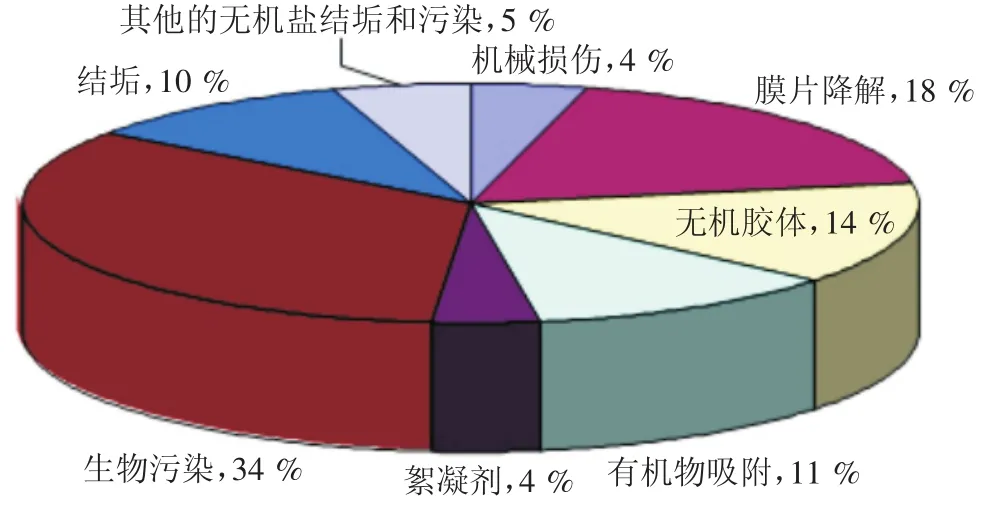
图2 反渗透膜性能因素分析图
3.3.1 颗粒物及无机胶体污染如果发现系统压力增大、脱盐率降低,则可能发生颗粒物及无机胶体污染。可以通过对进水SDI进行检测,如进水SDI>3,应引起重视,并对SDI膜片和保安过滤器上的截留物进行分析。方法是打开膜壳,观察第一段的前几支膜元件进水端表面的沉积物,当发现胶体污染,应根据污堵类型对膜进行清洗,并加强保安过滤器的监控和更换(见图3)。

图3 保安过滤器滤芯被颗粒污染
3.3.2 微生物污染如果发现系统产水量降低、脱盐率下降、压降增加,则可能发生微生物污染。此时可以通过检测进水TOC和COD来进一步作判断,如TOC、COD较大则表示存在微生物污染。方法是打开压力容器后,可以发现用手触摸膜壳壁和受污染的膜,有一种滑腻的感觉并伴有臭味。微生物污染是膜系统最常见的问题,可以通过对系统进行清洗和消毒进行恢复,并对预处理设施进行优化,或者采用抗污染膜元件(见图4)。

图4 膜被微生物污染
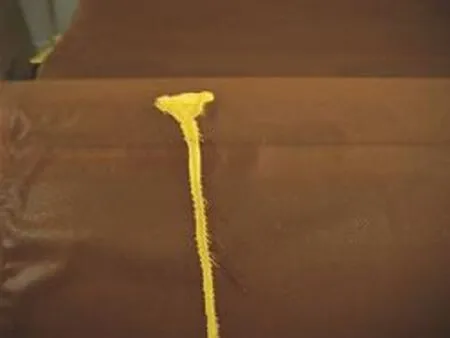
图5 膜元件被铁污染
3.3.3 铁污染如果发现系统脱盐率下降、产水量降低、透盐率增加,则可能发生铁污染。此时可以通过打开压力容器,发现膜元件端面呈红褐色,或将膜元件解剖后,膜表面呈红褐色。铁污染会加速膜的氧化导致膜元件不可恢复的损伤,可以将膜系统用酸NaHSO3(pH<5)或H3PO4以及柠檬酸清洗恢复,日常运行中应加强进水水质分析,出现异常及时采取有效措施(见图5)。
3.3.4 结垢如果发现系统产水量低、脱盐率下降、压降增加,同时膜元件变重,且故障点主要发生在后段,则可能发生结垢。此时可以对RO进水硬度、pH值、碱度、系统回收率进行分析,数据是否偏高,同时可以打开最末段的膜壳,观察最后一支膜及其附近膜壳内壁,是否有白色的垢物,用手触摸有一种粗糙的感觉。发生结垢后,对垢样进行化学分析,针对不同的垢类,可采用酸进行清洗恢复、运行中降低进水的三高(高硬度;高pH;高碱度)和系统回收率、调整阻垢剂的加入量等方法进行处理。
3.3.5 膜氧化如果发现系统脱盐率大幅下降,同时伴随产水量增加,膜元件解剖后,Fujiwara实验中实验溶液变成粉红色,原子光谱化学分析法(ESCA)发现氯元素,且故障主要发生在第一段,则可能发生膜氧化。此时应检测进水中余氯或ORP,当指标超标时,说明发生膜氧化的可能性极大。当发生膜氧化,只能将被氧化的膜元件进行更换,并检查氧化剂和还原剂的加药设备,确保系统进水的氧化物含量(余氯、ORP指标)合格。
3.3.6 产水背压如果发现系统脱盐率大幅下降,有时候伴随产水量增加,膜元件解剖后,膜表面出现气泡和分层,则可能发生产水背压。此时应检查系统产水管道上的止回阀安装位置是否合理、清洁结束后产水阀门是否开启、进水中是否有颗粒物。发生产水背压现象后因膜元件被损伤,必须更换膜元件(见图6)。
3.3.7 O形圈、膜封套泄漏如果发现系统产水量正常或上升、透盐率增加、压差正常,则有可能是O形圈、膜封套泄漏。此时应测定每个膜壳的产水电导率,找到有产水不合格的膜壳。然后,对产水不合格的膜壳进行管内产水电导率探测,以检查内连接件和适配器处的O形圈是否泄漏,如果发现泄漏,可以更换O形圈,也可将O形圈缠上生料带达到密封效果。如果是膜封套泄漏,只能更换膜元件。
3.3.8 其他石油、润滑剂、凡士林及洗涤剂、汽油类及稀释剂等润滑剂会导致产水管破裂,从而使产水水质严重下降。建议装膜过程中不使用甘油和纯水外的任何润滑剂。
4 结语
宁能化脱盐水装置于2012年5月4日试车投入运行。在实际运行过程中,因前期负荷较低,系统的开启率不足50%,为避免在低负荷工况下运行膜性能的衰减,车间制定详细的定期轮换运行方案,确保每天对停运设备进行冲洗、置换,对投运设备严格按照操作手册进行操作。运行1年半后请海德能膜厂家对膜进行综合评估及首次化学清洗指导,目前该装置运行稳定,各单元出水水质完全达到设计要求。

图6 产水背压造成膜片损坏
[1]反渗透和纳滤膜产品技术手册[G].日东电工,2012.
[2]金熙,项成林,齐冬子.工业水处理技术问答[M].北京:化学工业出版社,2010.
[3]宁良荣.反渗透系统故障分析及处理[J].工业水处理,2009,29(11):90-93.
[4]邵刚.膜法水处理技术及工程实例[M].北京:化学工业出版社,2002.
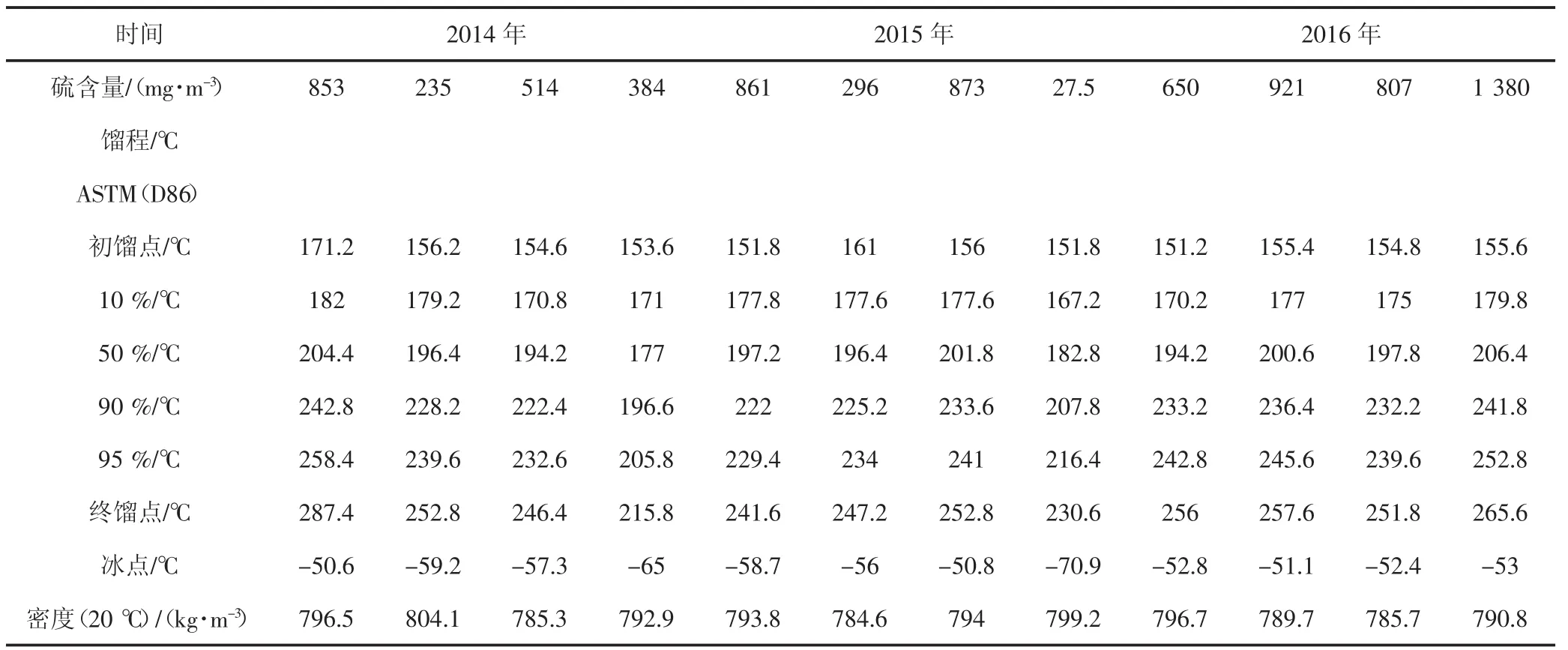
表5 产品性质统计数据表(续表)
5 总结
140万吨/年航煤加氢装置自2014年2月首次开工以来,已经安全、平稳运行32个月,可生产出质量符合GB 6537-2006要求且性质稳定的航煤产品,说明该装置的设计、建设、生产运行均取得成功。装置采用由抚顺石油化工研究院研发的催化剂FH-40B,具有良好的活性和稳定性,根据32个月以来催化剂平均失活速率约0.68度/月,预测可完全满足第一周期的生产需要。
参考文献:
[1]中化泉州石化公司.中化泉州石化140万吨/年航煤加氢装置工艺技术规程[G].
[2]李大东.加氢处理工艺与工程[M].北京:中国石化出版社,2005:954-962.
TQ085.4
A
1673-5285(2017)01-0145-04
10.3969/j.issn.1673-5285.2017.01.037
2016-10-09
郝红霞,女(1974-),大学本科学历,工程师,主要从事化学水处理、污水处理、中水回用处理技术工作,现在宁能化公司生产技术科水处理工艺管理工作,邮箱:hhxyxy@163.com。
猜你喜欢
湖北农业科学(2022年9期)2022-06-01
中国农村水利水电(2022年4期)2022-04-12
草业科学(2022年12期)2022-03-27
水利与建筑工程学报(2020年5期)2020-10-28
新农村(2017年5期)2017-05-22
浙江柑橘(2016年1期)2016-03-11
当代化工研究(2016年8期)2016-02-16
石油化工(2015年11期)2015-08-15
新疆农垦科技(2015年1期)2015-07-07
