
环保型脱漆剂EFS2500的应用
2017-02-15 06:46:03颜杰红
电镀与涂饰 2017年2期
颜杰红
(中航沈飞民用飞机有限责任公司,辽宁 沈阳 110179)
环保型脱漆剂EFS2500的应用
颜杰红
(中航沈飞民用飞机有限责任公司,辽宁 沈阳 110179)
通过失重,晶间腐蚀和晶端点蚀,增氢量,氧化膜腐蚀等试验以及对不同基体、不同表面处理膜层上不同漆膜的退除试验,考察了环保型脱漆剂EFS2500在飞机产品零件,特别是在不封闭处理的铬酸阳极化表面上的适应性。
飞机零件;铝基体;表面处理;脱漆剂;适用性
Author’s address:AVIV SAC Commercial Aircraft Company Limited, Shenyang 110850, China
已喷漆的零件需退漆返工的问题在所难免。这些零件需退漆、退膜,经适当的加工后再重新进行表面处理和喷涂。一般来说,退漆的方法大体上可分为两种:机械去除法和化学去除法。机械去除法又分为喷磨料和打磨2种。喷磨料去除的特点是效率高,但易使薄板零件产生严重变形。打磨去除虽变形量小,但金属去除量大,去除量难以控制。采用化学法退除漆膜不但可以避免大量去除零件表面的金属,而且不会使零件变形。但是在制造传统脱漆剂的过程中会使用大量的二氯甲烷作为溶剂,并添加各种酚类衍生物、铬酸盐及其他重金属盐[1],在使用时会产生能危害人体的蒸汽,污染大气,废弃物的处理也存在很大因难。另外,目前所用的脱漆剂无法退除不封闭的铬酸阳极化铝合金零件上的漆膜,每年都有大量需返工零件因无法退漆或喷磨料后变形而报废,有必要寻找新型脱漆剂来解决问题。本文尝试了一种环保型脱漆剂EFS2500,通过试验验证了其性能和适用性。
1 脱漆剂简介
EFS2500脱漆剂由Molecular-Tech涂料公司生产,是一种黏性的乳白色液体,略有芳香味,沸点为172 °C,相对密度1.001 ~ 1.007,pH 5.6 ~ 7.2。该脱漆剂中挥发性物质含量占质量的40%,挥发速率比醚类物质慢。它可在供应状态下直接使用,无需稀释,使用温度4 ~ 38 °C,推荐使用后用冷水清洗。使用时应在通风的环境下,操作人员需穿戴防渗透手套、防护眼镜及防护衣,应避免脱漆剂与皮肤接触。一旦接触,需先用肥皂和水清洗接触区域,再用水进行彻底冲洗。
2 实验
2. 1 材料
基材:2024-T3包铝(AMS-QQ-A-250/5),2024-T3裸铝(AMS-QQ-A-250/4),7075-T6511裸铝型材(AMS-QQ-A-200/11),7075-T6裸铝(AMS-QQ-A-250/12),7075-T6包铝(AMS-QQ-A-250/13),Ti–6Al–4V钛合金(AMS-T-9046)。
油漆:高固体分环氧底漆(基料牌号PR205,固化剂牌号ACT205),供应商PPG Aerospace (PRC-DeSoto);聚氨酯面漆(基料牌号CA8000,固化剂牌号CA8000B),供应商PPG Aerospace。
2. 2 仪器
FA1004N型电子天平,上海精密科学仪器有限公司;用于测量镀镉层厚度的TIME@2822型测厚仪,北京时代之峰科技有限公司;用于测量漆层厚度的MiniTest 700型测厚仪,ElektroPhysik Dr. Steingroever GmbH & Co. KG;LECO RH3型测氢仪,LECO Company (St. Joseph, MI)。
2. 3 前处理方法及喷漆工艺
按照ABP1-5057 (06) Conversion Coating of Aluminum标准进行阿洛丁1200S处理。铬酸阳极化(不封闭处理)参照ABP1-1023 (12) Chromic Acid Anodising of Aluminum标准进行。
按ABP4-1123 (22) Application of Corrosion Inhibiting Primer to an Internal or External Surface标准涂覆底漆。按ABP4-2127 (18) Application of Flexible Finish Scheme Incorporating a Chromated Primer to an Aircraft External Surfaces标准涂覆面漆。
依据ABP8-2299 (12) Pickling of Titanium Alloys进行酸洗处理。以上标准均属于Airbus UK Limited公司。
3 结果与讨论
3. 1 脱漆剂对基体材料的影响
3. 1. 1 浸蚀失重试验
按照Boeing公司的BAC5725 (E) Stripping Organic Materials标准,选取25 mm × 50 mm × 1 mm的2024-T3包铝、Ti–6Al–4V及镀镉试片各2个,清洗,干燥并称重。将它们分别浸泡在脱漆剂中24 h,然后取出,用自来水清洗,干燥并重新称重,计算浸泡前后的质量损失,结果见表1。

表1 失重试验结果Table 1 Weight loss test results
3. 1. 2 晶间腐蚀和晶端点蚀试验
由于铝合金中7075裸铝合金较易发生晶间腐蚀,选取2个尺寸为L = 30 mm的7075-T6511裸铝型材试样,分别在脱漆剂中浸泡40 min,然后按BSS7219进行试验。结果表明2个试样均未见晶间腐蚀和点蚀,满足晶间腐蚀≤12.7 μm,晶端点蚀深度≤25.4 μm的客户规范的要求。
3. 1. 3 对氧化膜的腐蚀性试验
实际生产中,民用飞机的包铝零件均用阿洛丁1200S铬酸盐转化处理,裸铝零件均为铬酸阳极化处理,因此选取4组不同材料的试片,每组2片,尺寸为75 mm × 250 mm × 1 mm,分别对它们进行不同的表面处理并彻底干燥,随后置于脱漆剂中浸泡7 d。取出后用干净的水清洗,彻底去除试片上的脱漆剂,然后在空气中自然干燥。目视检查试片上的氧化膜层是否有腐蚀。结果无论是采用阿洛丁1200S处理的2024-T3包和7075-T6包试片,还是采用铬酸阳极化未封闭处理的2024-T3裸和7075-T3裸试片,其上的氧化膜层均完整,无腐蚀现象。
综上所述,脱漆剂EFS2500的失重、晶间腐蚀、晶端点蚀及对铝合金氧化膜的腐蚀性能试验均满足要求,而且其性能远远高于客户指标的要求。它对钛合金、铝合金、铝合金的化学转化膜层和铬酸阳极化膜层几乎没有腐蚀,对镀镉层的腐蚀也较小。这是因为该脱漆剂是近似中性的,pH在5.6 ~ 7.2之间,不像通常使用的酸性脱漆剂或碱性脱漆剂那样由于酸碱性较强,在脱漆时不仅与漆膜的反应速率较快,与铝合金及其氧化膜的反应速率也较快,很容易造成铝合金零件腐蚀。在使用此种脱漆剂退漆的过程中不需要操作者一直在工作现场看管,定时查看即可,十分方便。
3. 1. 4 增氢量试验
选取3个由Ti–6Al–4V钛合金材料同一板材制成的25 mm × 50 mm × 1 mm试样,其中一个作空白试样,将另外2个试样放在脱漆剂中浸泡(20 ± 2) min后,漂洗并干燥。然后按ASTM E1447 Determination of Hydrogen in Titanium and Titanium Alloys by the Inert Gas Fusion Thermal Conductivity Method测试空白试样和浸泡过试样的氢含量,并按照Boeing公司的BAC5725 (E) Stripping Organic Materials标准计算氢含量的增加值。
经过脱漆剂EFS2500浸泡过的与空白钛合金试样的氢含量相同,均为67 ppm,增氢量值为0 ppm。这是由于EFS2500是近似中性的脱漆剂,在浸泡时几乎不会与钛合金材料发生反应而产生氢气。
3. 2 脱漆剂的适用性
3. 2. 1 不同材料以及不同表面处理膜上漆膜的去除
选择生产中常用材料制备的尺寸为75 mm × 250 mm × 1 mm的试片分别进行不同的表面处理并喷漆。底漆的干膜厚度为15 ~ 25 μm,面漆的干膜厚度为30 ~ 40 μm。喷漆后让涂漆试片室温放置至少3个月,再浸入EFS2500脱漆剂中,结果见表2。可见EFS2500可以完全退除钛合金、镀镉层及铝合金氧化膜上的环氧底漆和聚氨酯面漆。
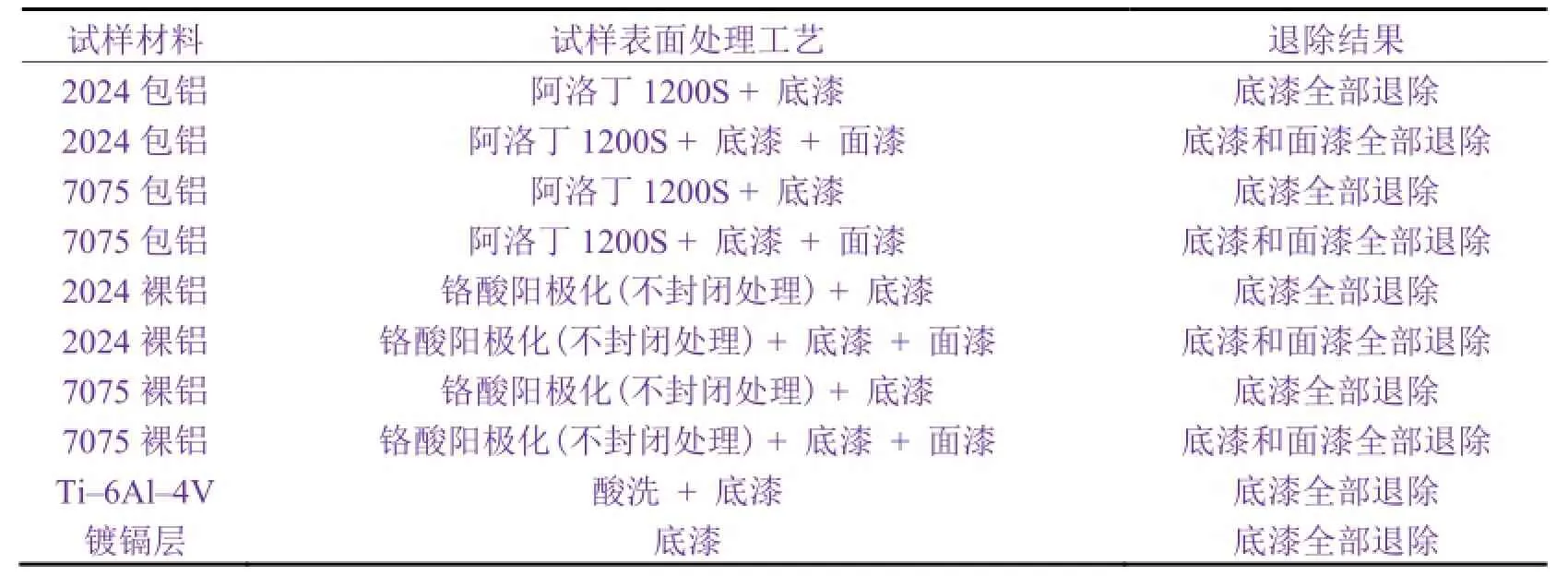
表2 脱漆剂对不同基材以及不同表面处理膜上漆膜的去除情况Table 2 Results of removing the coatings on different substrates and films obtained by different surface treatments by using the paint stripper
3. 2. 2 组件上漆膜的去除
根据实际情况,选择图号为D574-43709-208的由镀镉衬套(不涂漆)和7050材料制成的铝合金零件装配而成的组件进行退漆试验。装配前将铝合金零件进行不封闭的铬酸阳极化处理,然后涂覆环氧底漆PR205,底漆的干膜厚度为15 ~ 25 μm。漆膜固化7 d后,将铝合金零件与镀镉后经过铬酸盐钝化的衬套进行装配。在底漆干燥3个月以后,用EFS2500脱漆剂对该组件进行退漆。图1显示了D574-43709-208组件退漆前后的表面状态。
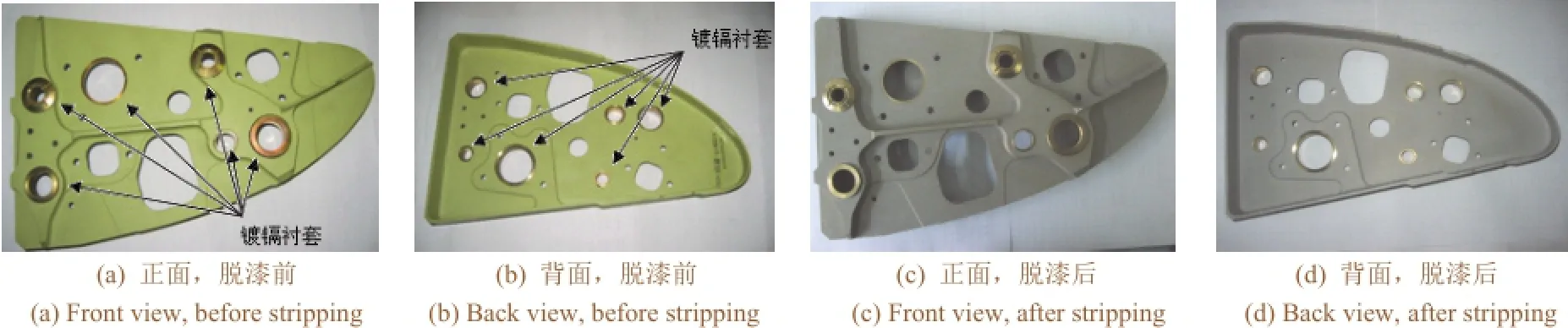
图1 D574-43709-208组件退漆前后的照片Figure 1 Photos showing assembly D574-43709-208 before and after stripping paint
从图1可见,漆膜退除得较为干净,而且虽然没有对镀镉的衬套进行防护,但退漆结束后,衬套上的钝化膜仍然光亮如新,与退漆前相比,外观几乎没有任何变化。这说明完全可以使用该脱漆剂退除带有镀镉零件的铝合金组件上的漆膜,并且在退漆前不需要对其做任何的保护,这样大大简化了组合件的退漆操作步骤。
漆膜与被涂物表面的结合强度主要取决于膜层与漆膜之间的化学键力、范德华力、静电引力和机械咬合力[2]。因为铬酸阳极氧化膜是多孔结构[3],与漆膜的机械咬合力强,仅靠脱漆剂的膨胀、渗透和软化作用清除未经封闭的氧化膜上的漆膜几乎不可能。EFS2500脱漆剂中含有氧化性物质──过氧化氢,与漆膜中的物质反应时产生大量氧气,促使已经软化的漆膜卷起,有利于脱漆剂渗透进基材与涂层之间[4],促使涂层脱落,因而应用范围广。然而笔者发现该脱漆剂的退漆速率相对较慢。提高脱漆剂的操作温度则可以加快其退漆速率。以退除未封闭的铬酸阳极化膜上的底漆为例,当退除温度为15 ~ 20 °C时,退除全部底漆需40 h,而将温度升至30 ~ 35 °C时,时间缩短为18 h,效率提高一半以上。
4 结语
环保型脱漆剂EFS2500的适用范围广,可用于退除钛合金、镀镉层及铝合金氧化膜上的环氧底漆和聚氨酯面漆。它不易腐蚀零件,对人体的伤害较小,使用较安全。当使用EFS2500脱漆剂进行退漆时,可通过加温的方法来提高退漆速率。该脱漆剂已通过英国空客公司的批准,被纳入到相关的客户的退漆文件[5]中。
[1] 陆培. 利于环境保护的新型退漆剂[J]. 航空制造工程, 1994 (2): 32, 34
[2] 李春渠. 涂装工艺学[M]. 北京: 北京理工大学出版社, 1993: 256.
[3] 高云震, 任继嘉, 宁福元. 铝合金表面处理[M]. 北京: 冶金工业出版社, 1991: 36.
[4] 李伟溢. 脱漆剂的研究进展[J]. 电镀与涂饰, 2004, 23 (3): 37-40, 46.
[5] Airbus UK Limited. Stripping of paints by chemical method: ABP4-4140 (1) [S]. [S.l. : s.n.], 2005.
[ 编辑:杜娟娟 ]
Application of the environmental-friendly paint stripper EFS2500
// YAN Jie-hong
The applicability of an environment-friendly paint stripper EFS2500 to aircraft parts, especially to unsealed chromic acid anodization surface was studied by weighing method, intergranular attack and end grain pitting test, measurement of increased hydrogen content, oxidation film corrosion test and stripping test for different paint films coated on different substrates and films obtained by different surface treatments.
aircraft part; aluminum substrate; surface treatment; paint stripper; applicability
TQ630
B
1004 – 227X (2017) 02 – 0106 – 04
10.19289/j.1004-227x.2017.02.009
2016–01–13
2016–09–07
颜杰红(1968–),女,湖南涟源人,研究员级高级工程师,研究方向为表面处理与涂漆。
作者联系方式:(E-mail) yan.jiehong@sacc.com.cn。
猜你喜欢
腐蚀与防护(2023年6期)2023-08-20 13:37:06
腐蚀与防护(2021年8期)2021-09-07 12:30:24
哈尔滨轴承(2020年1期)2020-11-03 09:16:06
铝加工(2020年2期)2020-05-12 14:29:04
能源环境保护(2020年1期)2020-03-09 01:42:28
商品与质量(2019年12期)2019-07-24 03:59:36
四川环境(2019年6期)2019-03-04 09:49:00
智富时代(2018年10期)2018-01-30 08:46:44
中国设备工程(2016年11期)2016-02-05 04:48:37
新媒体研究(2014年11期)2014-09-01 09:54:49
