
汽车涂装电泳线分期投资方案
2017-02-15 06:46:01郭志强孙琢郭定邦沈彦亭张磊张大彪
电镀与涂饰 2017年2期
郭志强*,孙琢,郭定邦,沈彦亭,张磊,张大彪
(长城汽车股份有限公司技术中心,河北 保定 071000)
【涂装】
汽车涂装电泳线分期投资方案
郭志强*,孙琢,郭定邦,沈彦亭,张磊,张大彪
(长城汽车股份有限公司技术中心,河北 保定 071000)
为避免产能与预计销量不匹配造成投资和能源浪费,以设计产能15万台/年的涂装生产线为例,详细介绍了如何对电泳线进行分期建设:一期产能7.5万台/年,二期通过适当的改造即可达到设计产能。
汽车;涂装;电泳线;分期投资;设备;改造
First-author’s address:Technology Center of Great Wall Motor Co., Ltd., Baoding 071000, China
近年来,我国汽车工业迅猛发展,新建了众多的汽车涂装厂,并且逐步增多。某些公司除了国内,还选择在海外投资建厂。但受世界或地域经济影响,在国外投资建厂的风险很大,需进行充分的前期调研,例如某工厂的海外项目,前期规划时根据市场销量信息,确定产能为15万台/年,涂装车间按照43JPH进行规划设计、采购设备,但后期根据市场销量调研信息预测,10年后销售量才5.0万台/年左右,如按照15万台/年建设线体,势必会加大投资成本和设备能耗,而市场销量与产能相差较大,长期无法回收投资,会造成巨大的经济损失。
有鉴于此,日系、欧系以及国内新建整车厂采用分期投资建设,例如某工厂规划产能为24万台/年,一期按照12万台/年投资,销量与产能匹配后,再在一期基础上进行设备改造以达到原规划产能。考察了国内几个项目分期投资建设方案,基本都是改造烘干线、喷漆线和人工作业线,很少考虑电泳线。但电泳线24 h连续运行,设备能耗较高,且电泳漆有更新周期要求,如投槽后长时间不进行生产,电泳漆不消耗,无法保证其稳定性,漆膜容易产生质量问题,要保证电泳漆更新周期,需大量排放电泳漆并补充新漆,导致消耗成本升高,故电泳槽的分期投资意义重大,值得进行详细研究及探讨。
1 某15万台/年产能的涂装线分期投资建设实例
某工厂规划产能15万台/年,采用免中涂涂装工艺,色漆采用水性漆,清漆采用溶剂型漆,生产节拍83 s,采用地面滑橇输送,厂房一次建成,设备分期投入,一期7.5万台/年,二期投资需在一期基础上改造如下。
1. 1 增加电泳和面漆烘干线
电泳和面漆烘干线均采用“π”式,独立三元体加热,一期电泳烘干线97 m(烘干室86 m,强冷室11 m),生产节拍166 s,二期增加1条完全相同的烘干线,一期预留二期线体安装位置,具体方案如图1所示。二期改造时增加了图中阴影区域部分,包括烘干室体及相应加热装置、强冷室体及相应换热装置和机械化输送设备。

图1 电泳漆和面漆烘干线分期建设示意图Figure 1 Schematic diagram showing how to build the drying line for electrophoretic coating and topcoat by stages
1. 2 胶烘干线
胶烘干线采用直通式,独立三元体加热,长104 m(烘干室88 m,强冷室16 m),生产节拍83 s,一期通过降低烘干链速来延长烘干时间,二期生产节拍为166 s。烘干室、强冷室和钢平台一次建成,一期建设时预留二期设备安装位置,保留升温二段、保温一段的加热元体,保留1个强冷元体。二期改造时增加升温一段、保温二段的三元体加热装置及配套循环风管路,增加1个强冷元体,如图2所示。
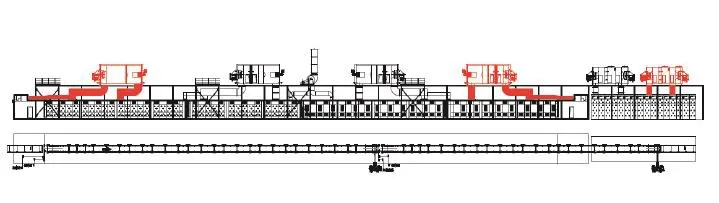
图2 胶烘干线分期建设示意图Figure 2 Schematic diagram showing how to build the adhesive drying line by stages
1. 3 焊缝密封线
增加了焊缝密封线、涂胶机器人、PVC喷漆机器人、治具安装、车顶密封胶喷涂1条线(26 m)、细密封1条线(30 m),增加内板涂胶机器人2台,一期预留二期线体、机器人安装位置,如图3、图4所示。

图3 焊缝密封线分期建设示意图Figure 3 Schematic diagram showing how to build the weld bead sealing line by stages

图4 PVC线分期建设示意图Figure 4 Schematic diagram showing how to build the PVC sealing line by stages
1. 4 喷漆线
喷漆室体一次建成,预留二期机器人安装位置、基础、能源点,二期建设时增加色漆BC0喷漆机器人3台,BC内板喷漆机器人1台、BC1喷漆机器人3台、CC内板喷漆机器人2台,CC外板喷漆机器人4台,如图5所示。
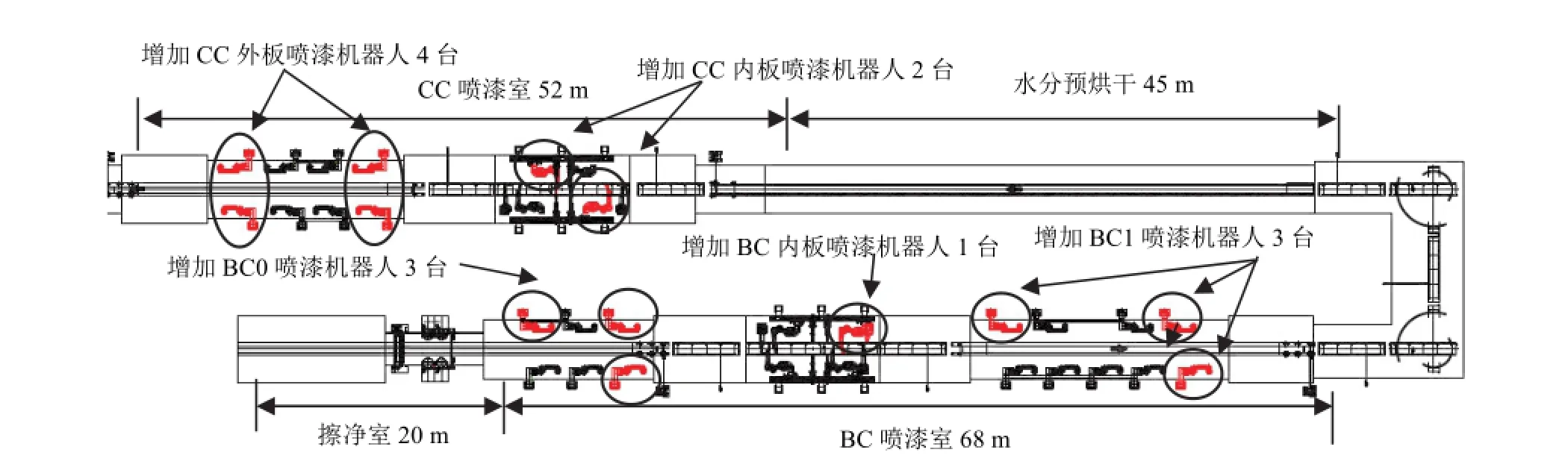
图5 喷漆线分期建设示意图Figure 5 Schematic diagram showing how to build the painting line by stages
2 电泳线分期投资建设分析
从以上实例不难看出,无论项目产能大小,在方案规划时都主要考虑烘干线、焊缝密封线、喷漆线如何分期建设,却未分析前处理电泳线如何与减小后的产能相匹配,如上述线体从7.5万台/年提升至原定15万台/年产能后,电泳烘干线的生产节拍由83 s变为166 s,前处理电泳线产能也应与电泳烘干线的产能相匹配才能实现生产同步,如果前处理电泳线也按照166 s进行生产,会导致磷化和电泳时间延长,容易造成品质问题,只能采取分批次或间隔进车方式来实现前处理电泳线与烘干线同步,这样势必浪费能源和材料,尤其是电泳槽投槽后需24 h连续运行,设备能耗较大,故在规划项目分期建设方案时也应加以考虑。本文以某15万台/年涂装生产线电泳线分期投资建设方案为例,分析了成本、工期、注意事项等内容。
2. 1 现状与问题点
2. 1. 1 产能
生产纲领:15万台/年。生产班制:每班工作8 h,2班制,全年工作245天,设计最大产能为43JPH。
2. 1. 2 问题点
项目立项时涂装车间按照15万台/年规划,在设备采购阶段按照7.5万台/年进行设备招标、合同签订,2016年4月份营销进行市场调研,数据如表1所示,可见车间产能较大,而市场销量小,电泳线如按照15万台/年规划,存在以下问题:

表1 未来几年的预期销量Table 1 Estimated sales volumes in the coming years
(1) 按两期规划,一期产能22JPH,生产节拍166 s;二期产能43JPH,生产节拍83 s。电泳槽一期设计电泳时间为4 min,链速为4.71 m/min,生产节拍83 s,电泳线节拍与其他线体不匹配。
(2) 按照43JPH设计电泳槽,体积较大,有370 m3。为了保证电泳槽循环次数≥4次/h,需开启较多水泵,电泳循环系统需24 h连续运行,增加了设备运行成本以及能耗。
(3) 为补充生产消耗,所添加的电泳漆累计达到初始配槽所用量时,称为一个更新周期,简称“T.0”。产量为15万台/年时,投槽原漆量为210 000 kg(原漆固体分37%,槽液固体分21%),确保槽液性能稳定的最低更新周期一般≤180天,且需每年生产49 412台车(单台耗量8.5 kg)来加以保证。按表1的销量数据,至2025年销量均低于49 412台,现有的产量无法满足电泳槽液更新周期的要求。为保证质量,需要定期排放槽液,造成浪费。
2. 2 对策
2. 2. 1 需改造内容
电泳系统主要包括机运系统、电泳槽、电极和极液循环系统、槽液循环搅拌系统、热交换器系统、整流电源、转移槽、电泳室体、超滤(UF)系统、机运系统、送排风系统和照明装置。经评审及与设备厂家技术交流,对改造各系统的具体分析列于表2。
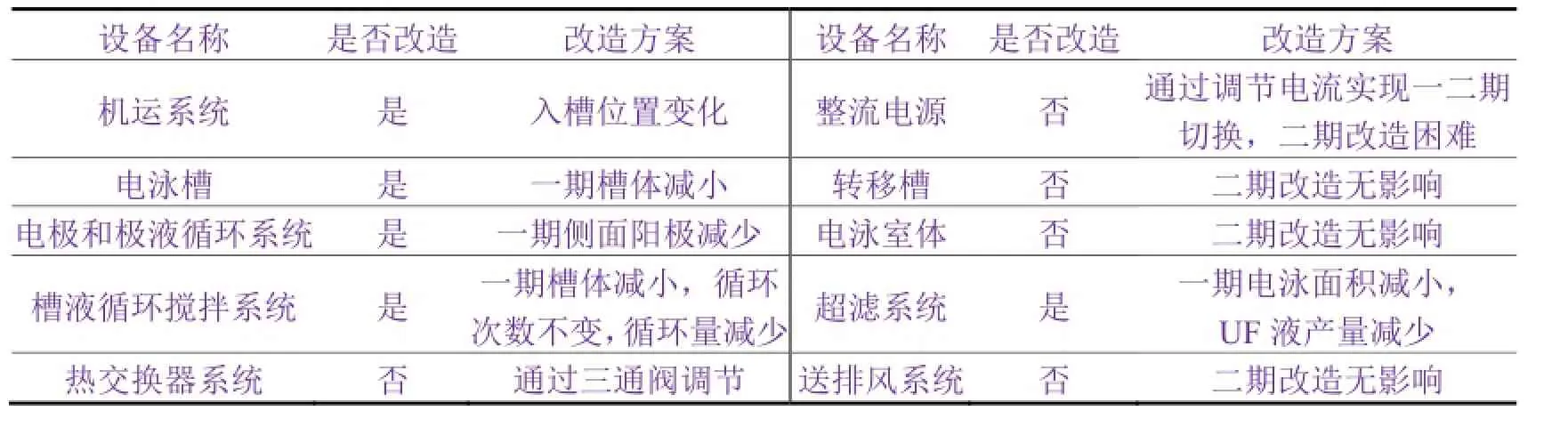
表2 电泳线各部分的改造方案Table 2 Reconstruction project for each part of electrophoresis line
2. 2. 2 详细实施情况
2. 2. 2. 1 机运系统
(1) 一期建设方案:将电泳入槽段的下坡轨道沿车体运行方向移动约9.3 m。电泳槽内轨道驼峰由原定的2个减为1个。因摆杆链轨道缩短,相应地缩短导电铜排。
(2) 二期改造方案:将电泳入槽段下坡轨道沿车体运行相反方向移动约9.3 m。根据轨道的移动相应地移动下坡段轨道吊架。电泳槽内轨道驼峰在一期的基础上增加1个。因摆杆链轨道增加,导电铜排也相应地增加。根据二期节拍调整高低压分段位置、电控系统线缆以及开关位置。
一期入槽前水平段轨道可在二期电泳槽内使用,一期图纸设计时要考虑此方案,改造方案如图6所示。
图6 输送系统建设方案Figure 6 Construction project for delivery system
2. 2. 2. 2 电泳槽
(1) 一期建设方案:原设计电泳槽体积约为370 m3,按小产能变更后体积约为265 m3,减少105 m3左右,按照370 m³一次建成槽体,采用中间加隔板、延长槽体进口淌水板等形式缩小体积,与改造后的槽沿对接,如图7所示。搭接后可用玻璃钢粘接,方便改造时拆除。
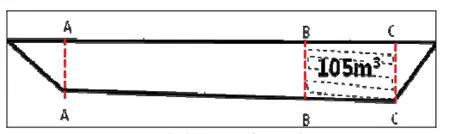
图7 电泳槽分期建设示意图Figure 7 Schematic diagram showing how to build the electrophoresis tank by stages
(2) 二期改造方案:切除进口淌水板、槽体内隔板处斜坡及热交换泵吸口,现场刷涂玻璃钢。打磨原槽体玻璃钢约2 m长,与后续槽体对接。延长槽体后,电泳前加湿喷淋位置相应地调整到入槽端附近,整个改造方案如图8所示。
2. 2. 2. 3 电极和极液循环系统
(1) 侧面阳极。
一期建设方案:电泳槽内车身数量达不到设计要求,电泳面积相应减小(车身电泳面积120 m2),按照阴极/阳极比1∶4计算,减小阳极面积约43 m2。
二期改造方案:槽体延长后,增加侧面阳极。由于高低压分段位置变化,需现场调整阳极管排布方式。
(2) 顶部和底部阳极。
一期建设方案:槽体缩短,底部阳极数量减少,由于机运驼峰减少为1个,顶部阳极减少1组且安装位置相应变化。
二期改造方案:槽体延长后增加底部阳极,由于机运驼峰增至2个,且位置变化,增加1组顶部阳极且现场调整安装位置。
(3) 极液循环系统。
阳极管数量变化后,极液循环系统的流量偏大,但为了降低二期改造难度,仍然按照15万台/年产能设置阳极循环系统,在实际生产时采用阀门①控制流量,形式如图9所示。
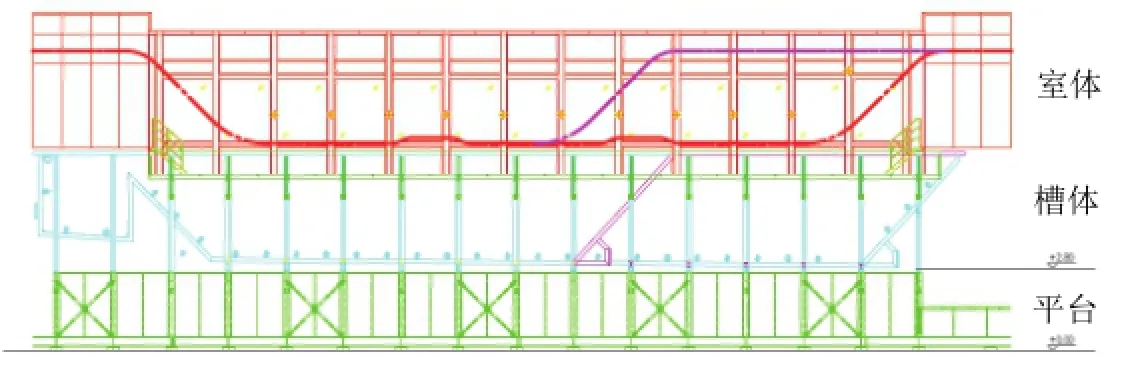
图8 电泳槽改造方案Figure 8 Reconstruction project for electrophoresis tank

图9 阳极循环系统建设方案Figure 9 Construction project for anode circulation system
2. 2. 2. 4 槽液循环搅拌系统
(1) 一期建设方案:15万台/年产能的电泳槽需配置2台370 m3/h的热交换泵和2台370 m3/h的主循环泵,电泳槽循环次数约4次/h,一期电泳槽体积约为265 m3,按照循环次数4 ~ 6次/h计算,可减少1台主循环泵及相应管路,但建设时需预留二期水泵的安装位置。
(2) 二期改造方案:增加1台370 m3/h主循环泵、管路、过滤器及阀门,采用螺栓对接主管路与延长的电泳槽内搅拌管路,详细改造内容如图10所示。
2. 2. 2. 5 超滤系统
槽体缩短后电泳面积减小,超滤液产量由12 000 L/h降低到8 000 L/h,超滤系统循环原理见图11,经分析,需更改超滤泵组、过滤器模组、超滤模组的方案。

图10 槽液循环搅拌系统改造方案Figure 10 Reconstruction project for circulation stirring system of bath
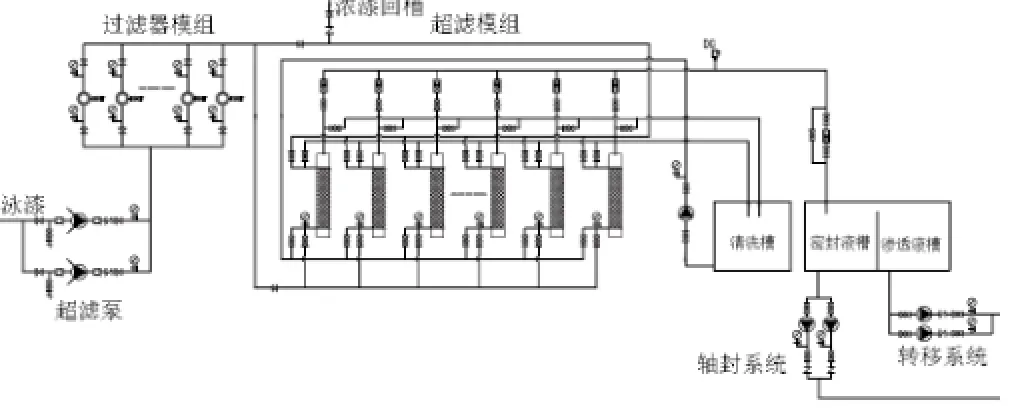
图11 超滤系统的原理Figure 11 Principle of ultrafiltration system
(1) 泵组:超滤液产量为12 000 L/h时,需配置2台180 m3/h的超滤循环泵,一期建设时将其中1台流量配置为240 m3/h,二期改造时并联1台120 m3/h的循环泵,一期预留二期水泵安装位置,泵组改造方案如图12所示。
(2) 过滤器模组与超滤模组:原系统配置过滤器16个,一期减少袋式过滤器4个,而原系统配置超滤膜14支,一期减少超滤膜4支。但是需预留二期过滤器安装位置,建设时主管路采用法兰盲端封堵,二期管路预制完成后与一期主管路采用螺栓连接,过滤器模组改造方案如图13所示,超滤模组的改造方案与之类似。
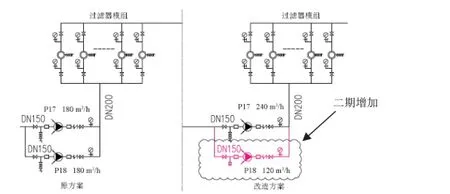
图12 超滤系统泵组的改造方案Figure 12 Reconstruction project for pump units of ultrafiltration system
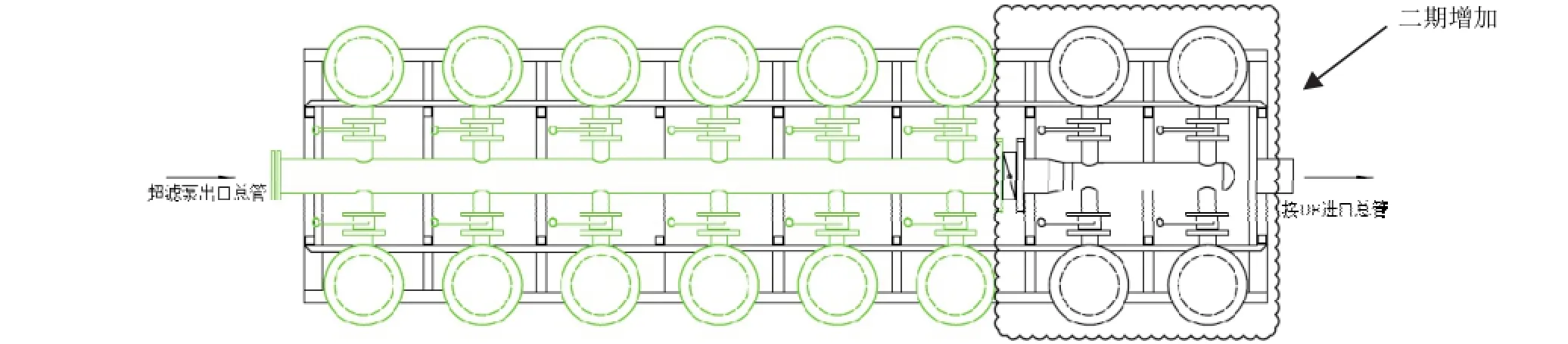
图13 超滤系统过滤器模组的改造方案Figure 13 Reconstruction project for filter units of ultrafiltration system
2. 2. 3 二期改造方案实施计划
二期改造总用时9天,设备改造6天,工艺验证3天,详细日程安排如表3所示。
2. 3 分期投资效果
2. 3. 1 产品质量
方案优化前后,电泳时间(4 min)与原来保持一致,对电泳漆膜质量无影响。
2. 3. 2 设备运行成本
(1) 减少1台流量370 m3/h的主循环泵(功率约45 kW),节约能耗 = 45 kW × 0.8 kW·h/元 × 24 h/天 × 365天/年 = 315 360元/年。
(2) 超滤系统循环泵由2台180 m3/h循环泵(功率约37 kW)优化为1台240 m3/h的循环泵(功率约37 kW),节约能耗 = 37 kW × 0.8 kW·h/元 × 24 h/天 × 365天/年 = 259 296元/年。
2. 3. 3 材料损耗成本
电泳漆单价约20元/kg,单台耗量、材料要求更新周期、槽液固体分和原漆固体分不变,产能为7.5万台/年时,投槽原漆量为150 000 kg,要求产量35 390台/年,相比产能为15万台/年,可节约成本 = (49 412台/年 − 35 390台/年)× 20元/kg × 8.5 kg/台 = 238 3740元/年
3 结语
汽车涂装流水线项目的投资及能源消耗较大,前期应详细调研市场销量信息,以确定最终的设计产能与销量相匹配,如调研信息不明确,可对项目进行分期投资,建设方案需根据涂装工艺、生产节拍、设备形式等信息进行详细规划,以最大程度地节约投资,降低消耗。
[ 编辑:杜娟娟 ]
Investment project by stages for electrophoresis line of automotive painting
// GUO Zhi-qiang*, SUN Zhuo,GUO Ding-bang, SHEN Yan-ting, ZHANG Lei, ZHANG Da-biao
Aiming to avoid the waste of investment and energy caused by incompatibility between production capacity and estimated sales volume, how to build an electrophoresis line by stages was introduced taking the production line designed for 150 thousand cars per year as an example: 75 thousand cars per year at the first stage and designed capacity at the second stage after proper reconstruction.
automotive; painting; electrophoresis line; investment by stages; equipment; reconstruction
10.19289/j.1004-227x.2017.02.007
TQ630.8
B
1004 – 227X (2017) 02 – 0094 – 07
2016–05–16
2016–08–23
郭志强(1987–),男,河北张家口人,大专,助理工程师,主要从事汽车涂装工艺与设备研究。
作者联系方式:(E-mail) tuzhuangke@126.com。
猜你喜欢
农业工程(2023年10期)2024-01-20 10:52:46
资源节约与环保(2022年8期)2022-09-20 02:25:08
上海涂料(2021年5期)2022-01-15 06:09:44
天津科技(2021年7期)2021-07-29 13:47:20
橡塑技术与装备(2021年4期)2021-03-01 12:17:50
设备管理与维修(2019年11期)2019-10-25 06:46:08
表面工程与再制造(2019年3期)2019-09-18 01:35:14
设备管理与维修(2019年6期)2019-07-09 06:57:54
电镀与环保(2017年6期)2018-01-30 08:33:37
石油化工腐蚀与防护(2017年1期)2017-08-15 00:49:48
