
基于REKF-FPID的复合材料缠绕张力控制系统设计
2017-02-10 09:49董贵荣
制造业自动化 2017年1期
董贵荣
(西安理工大学 高等技术学院,西安 710082)
基于REKF-FPID的复合材料缠绕张力控制系统设计
董贵荣
(西安理工大学 高等技术学院,西安 710082)
复合材料纤维带缠绕成型过程中的张力波动严重影响缠绕制品的各种性能指标。针对力矩电机对系统外部扰动及内部参数变化的敏感性以及摩擦和测量噪声等因素对张力控制精度及系统动态性能的影响,设计了一种基于鲁棒扩展卡尔曼滤波器的模糊PID控制(REKF-FPID)策略。仿真和实验结果表明,与传统模糊PID控制(FPID)相比,REKF-FPID具有较强的抗干扰性和鲁棒性,其可将缠绕张力的控制精度提高40%~42%。
复合材料;缠绕张力;鲁棒扩展卡尔曼滤波;模糊PID控制;张力控制
0 引言
纤维带缠绕工艺中所使用材料的性能、成型工艺参数及缠绕时环境的变化都会使纤维带缠绕成型过程的状态发生变化,从而影响产品的最终性能,其中工艺参数对纤维带缠绕制品质量的影响最为明显[1]。缠绕张力是指在纤维带上施加的正张力,通过热压辊的加热碾压来实现,其主要作用有:使预浸胶纤维带层间加压粘接、驱除气泡;提高纤维层间的粘接强度和制品的致密度;保持粘接层纤维带的平顺[2]。
气动系统连续可调、输出张力范围大且对环境无污染,其在复合材料缠绕成型控制系统中得到了广泛应用。何晓东等[3]基于自适应灰色预测模糊PID控制器设计了复合材料布带缠绕张力的精密气动控制。基于气压传动系统,Rudd和Zhao等分别设计了复合材料纤维带气动施力机构[4,5]。
本文提出了基于鲁棒扩展卡尔曼滤波器的在线优化模糊PID控制器(REKF-FPID)。REKF是将扩展卡尔曼滤波器(EKF)与鲁棒预估技术相结合,使得EKF具有一定的鲁棒性。然后,采用REKF对模糊PID控制器(FPID)的输入输出隶属函数进行在线优化,从而使得系统的控制误差函数最小化。与传统FPID相比,本文所设计的控制器具有较高的控制精度和较强的鲁棒性。
1 缠绕张力控制系统数学建模
纤维带缠绕张力控制系统如图1所示,其主要由控制器、执行元件、检测装置以及辅助装置等构成。运动小车主要起夹具的作用。采用力矩电机控制执行机构的启动、停止、进给和给纤维带施加阻力矩等。采用张力传感器实时检测纤维带张力,并通过前置放大器,滤波器和A/D转换等元件对张力进行实时反馈。利用带卷直径测量机构实时测量带盘直径变化,通过电位计及信号处理电路对所测直径进行反馈,从而为张力控制系统提供精确的数学模型。工控机是张力控制系统的核心部件,其主要完成缠绕过程的控制,协调各部件的运动,具有分析,运算和实时处理等功能。

图1 缠绕张力控制系统
力矩电机的传递函数为:

其中,Ua为输入电压,Ra为电枢电阻,La为电枢电感,Ia为电枢电流,Ic为感应电流,Cm为电机转矩常数,为电机磁通量,M为输出转矩。
当力矩电机输出一定时,带盘半径的变化将导致纤维带所受张力随之改变。因此必须对带盘卷径进行实时检测,为控制系统提供实时精确的数学模型以提高张力的控制精度,带卷直径测量机构如图2(a)所示。
考虑到L>>AB,则有tanθ=BC/OB,BC≈Rmax-R(t), OB=L,即θ=arctan[(Rmax-R(t))/L],其中,L为杆件OB的长度,R(t)为带卷的实时半径。设齿轮系统的总传动比为i,则小齿轮的转角可表示为由电位计原理其中,U和Us分别为电位计的输出电压和供电电压为电位计转角范围。由以上可得:

当小车向芯模送带时,电位计开始测量带盘的实时半径。电位计电压的变化实时反应带盘半径的变化,随着半径逐步减小,辊子最终返回C点,此时电位计电压为零。小车随后退回到起始位置,辊子返回B点。
张力测量系统包括测力机构,张力传感器和前置放大器三部分,如图2(b)所示。设F为作用在张力传感器上的张力,则T2=F/2,由于传感器的输出电压可以极快地跟踪输入信号,因此,其可视为比例环节。前置放大器主要是对传感器的输出信号进行放大并去除噪声,此外还要具有滤波作用,这里采用有较大阻尼的二阶巴特沃次低通滤波器,其传递函数为:

图2 测量系统

式中,K3和K6分别为张力传感器常数和低通滤波器常数。
以纤维带带盘为研究对象,其动态力矩平衡方程为:

式中,M(Nm)为电机阻力矩,T2(N)为纤维带拉力,R(m)为带盘的实时半径,Mf(Nm)为粘性摩擦力矩,J(kgm2)为带盘转动惯量,v(rad/s)带的线速度,M0(Nm)为干性摩擦力矩。
由式(4)可知,其为复杂的多变量时变系统,为了便于控制器的设计,需对被控对象模型进行简化。缠绕系统中干性和粘性摩擦力矩很小,因此,Mf和M0可以忽略不计;带的瞬时惯量变化极小,可忽略(dJ/dt)(v/R)对张力的影响;假定缠绕过程中带盘的转动惯量恒定。则方程(4)可简化为:

考虑到纤维带的弹性及导轮摩擦等因素,需对方程(5)进行补充。设纤维带密度和长度分别为ρ和Lb(带盘中心到张力检测中心之间的长度),恒线速度缠绕时,若忽略带与导轮间的摩擦力,则带上张力处处相等,即T1=T2。当带作加速或减速运动时(缠绕开始或结束时),由于弹力的存在,带上各处张力均不相同,则有:

设缠绕系统运动加速度为α,则有:

由以上各环节可得缠绕张力控制系统的数学模型,如图3所示,其为复杂的多回路反馈系统,包括带盘半径测量及张力检测,视感应电流为系统干扰。
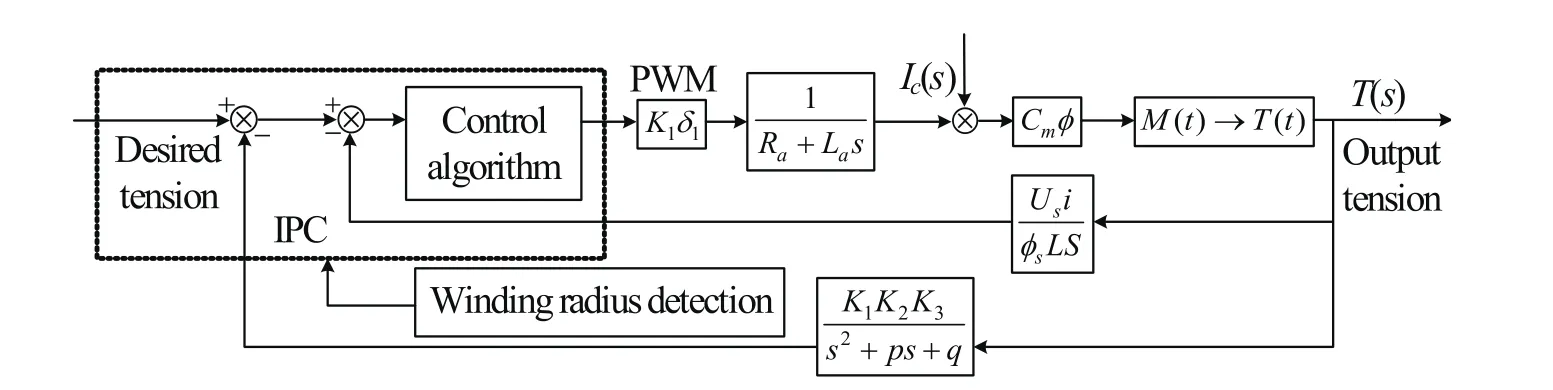
图3 缠绕张力控制系统数学模型
2 REKF-FPID控制器设计
2.1 FPID控制器设计
传统PID控制的时域表达式为:

式中,e(t)为控制误差,de(t)为误差变化率,u为电机控制信号,Kp为比例增益,Ki为积分增益,Kd为微分增益。
传统PID控制难以适应纤维带缠绕张力控制系统复杂多变的工况,这里采用模糊控制对PID控制参数Kp,Ki和Kd按下式进行调节。

式中,Ua为模糊控制器输出,ΔKa=Kamax-Kamin为Ka的允许偏差。Kamin和Kamax分别为通过实验得到的Ka的最小值和最大值。
模糊控制器的两个输入变量分别为张力控制误差的绝对值|e(t)|和误差变化率的绝对值|de(t)|。输入变量的范围为[0,1],其由输入变量的绝对值和针对该张力控制系统所选量化因子的大小决定[6]。为了保证模糊控制的简单性和PID控制的平滑性,两个输入变量均采用5个三角形隶属函数,其表达式如式(10)所示。5个隶属函数对应的模糊集合{Z,V,S,M,B}表示{零,很小,小,中,大},初始化设置使5个隶属函数全等,且重心间距相等,如图4(a)所示。


图4 模糊变量的隶属函数
三个独立模糊控制器的输出分别为Up,Ui和Ud。对输入变量的模糊集合利用MAX-MIN算子进行聚合运算,通过控制规则进行推理,最终采用重心法进行解模糊计算可得控制器的输出结果。模糊控制器的输出可通过式(11)进行计算。
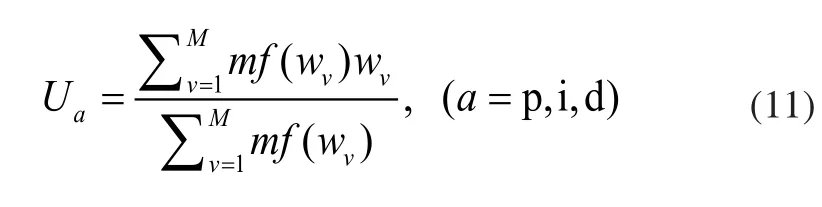
式中,wv为控制输出的权重,M为输出变量模糊集合的数目,mf(wv)为模糊输出函数,其表达式如下:
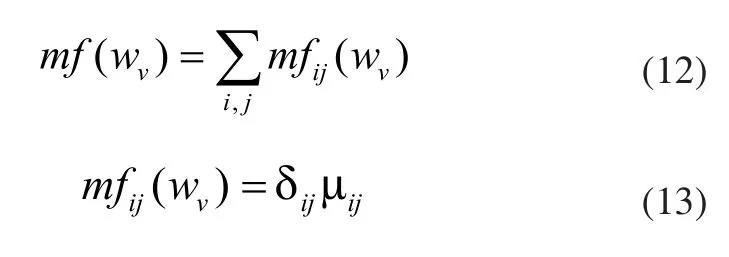
式中,δij为激活因子,当|e(t)|处于第i个模糊集合,|de(t)|处于第j个模糊集合时,其被激活。

模糊控制器的输出Ua为单值,设置输出值的初始间隔相同,如图4(b)所示。由模糊输入输出变量及相应的隶属函数,可得如表1所示的模糊控制规则。
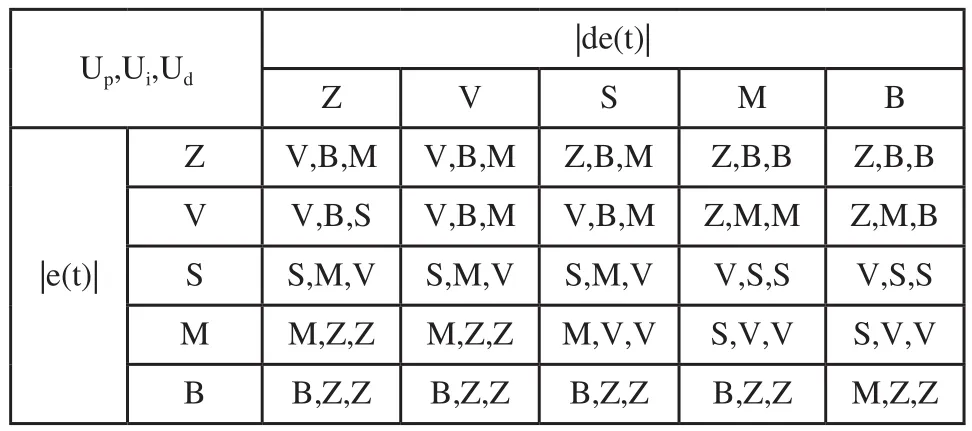
表1 模糊控制规则
定义控制误差函数为:

式中,yr和y分别为系统指定张力和系统实际输出张力。
2.2 REKF设计
本文所设计缠绕张力控制器的目的为通过调节隶属函数的参数使得控制误差函数最小化。通过EKF来调节输入变量隶属函数的形状和位置以及输出变量的权重,即不断自动更新和wv来实现对FPID控制器的在线优化。
设系统在tk(k=1,2,…)时刻的状态向量为xk,则系统状态随时间的变化可用如下随机微分方程表述[7]。
系统的观测向量yk为:
式中,g(·)与h(·)为关于状态变量xk连续、可微的多元向量函数;qk与vk分别表示过程噪声和测量噪声。Qk为过程噪声的协方差,Rk为测量噪声的协方差。假定初始状态x0和噪声qk, vk均服从白色零均值高斯分布,且相互独立。
考虑到噪声qk, vk为加性高斯白噪声序列,则EKF得到的是一个近似解析解。状态方程和观测方程可按(18)进行线性化。

REKF的系统模型可近似表示为:

时间更新方程为:
测量更新方程为:

式中,Kk为卡尔曼增益矩阵,其表达式如下:

2.3 REKF-FPID控制器设计
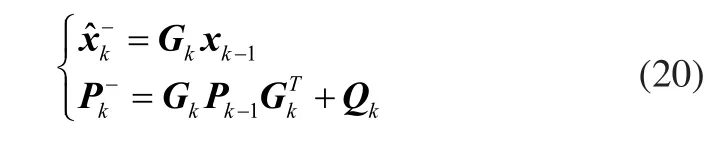
采用REKF对三个独立模糊控制器的参数分别进行调节,控制系统结构如图5所示。
图5 基于REKF-FPID的张力控制器
REKF-FPID张力控制器的状态向量可表示为:

状态向量x中的元素可表示为:

式中,n, m分别为两个输入变量的三角形隶属函数的数目。
根据式(10)给出的输入变量隶属函数的定义可知,每个输入变量最多落在两个隶属函数的重叠区域,此时,称该隶属函数被激活。这样,两个输入变量最多激活4个不同的隶属函数,由排列组合原理可知,最多有4条控制规则被激活,这4条控制规则分别对应4个输出量。因此,式(24)可简化为:

y表示系统实际输出,h(x)表示系统输出的目标向量。基于REKF的非线性系统模型可以表示为:
式中,h(xk)表示系统输出与模糊参数集合的映射关系。此外,将噪声qk和vk加入系统模型可以避免算法的数值发散和局部极小值问题。

由式(16)~式(17)可知,Qk为对角协方差矩阵,其可表示为:

Qk中的元素可表示为:

对于该FPID控制的状态向量,式(18)所示的测量函数可通过对参数a,b-,b+,wk求偏导来计算,将计算结果代入REKF的方程来更新控制器。
3 仿真分析与试验验证
3.1 仿真分析
基于所建立的纤维带缠绕张力控制系统数学模型,对所设计的REKF-FPID控制算法进行仿真分析,以检验算法的自适应性、抗干扰性和鲁棒性。PID控制参数的初始值分别取Kp=1.5,Ki=1.0,Kd=0.01,采样时间为0.02s,缠绕张力设定值为50N。基于当前控制误差,当前状态向量和当前信息,REKF可以直接估计FPID控制器下一步的理想状态向量。然后,隶属函数和模糊规则同时在线更新可使得系统误差函数取得最小值。图6(a)和图6(c)分别为基于FPID和REKF-FPID的缠绕张力跟踪响应,由图6(b)和图6(d)可知,其控制误差分别为4.095N和2.125N,即REKF-FPID将张力控制精度提高了48.1%。


图6 缠绕张力控制系统仿真结果
3.2 试验验证
缠绕张力控制系统采用全闭环控制,闭环回路的输入包括:张力传感器、功率放大器、滤波板、PCL 812PG数据采集卡;控制部分采用IPC-810-H研华工控机;输出部分包括:PWM板和功率放大板;执行机构为力矩电机。在实验前要对A/D、D/A转换板、功率放大器、张力传感器等硬件设备进行初始化设置。图7(a)和图7(c)分别为基于FPID和REKF-FPID的缠绕张力跟踪响应,由图7(b)和图7(d)可知,其控制误差分别为4.003N和2.298N,即REKF-FPID将张力控制精度提高了42.6%。对比可知,试验结果与仿真结果基本吻合,由此证明了所设计的REKF-FPID控制算法的有效性和可行性。
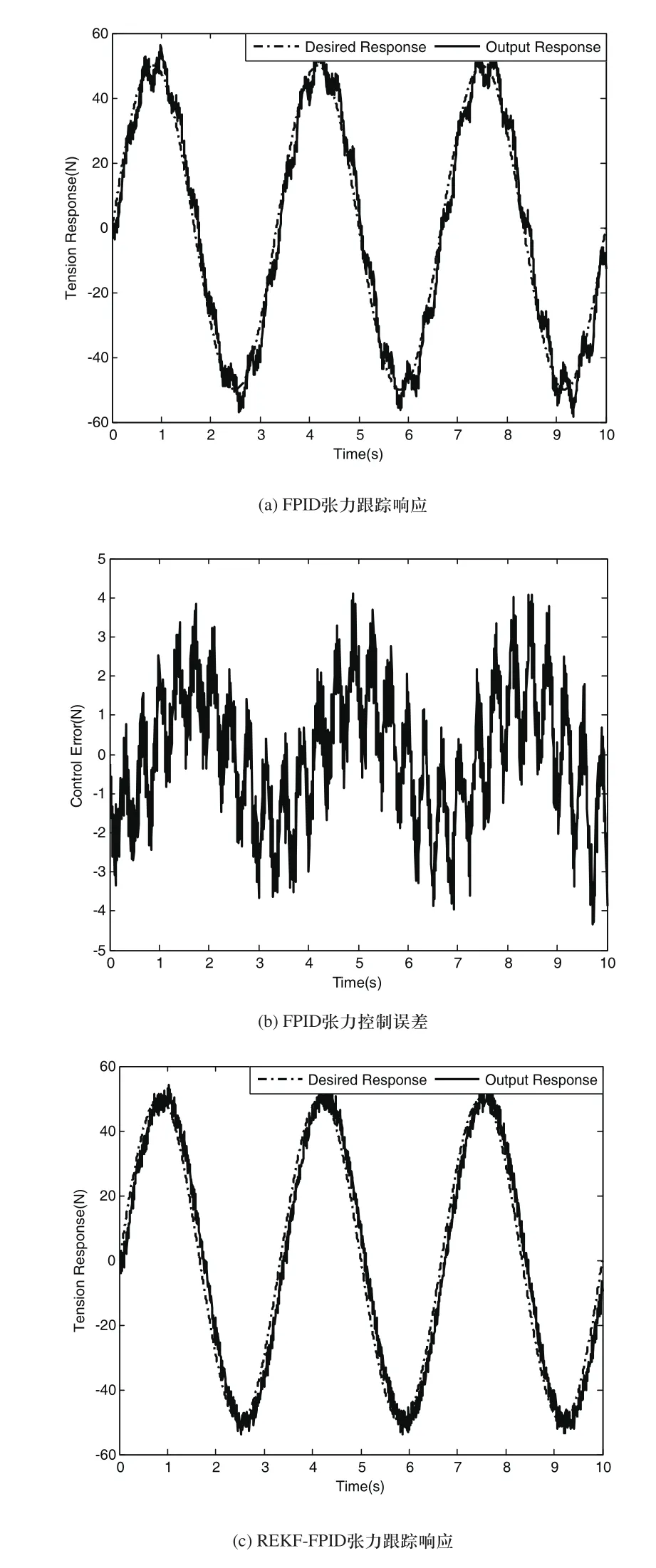
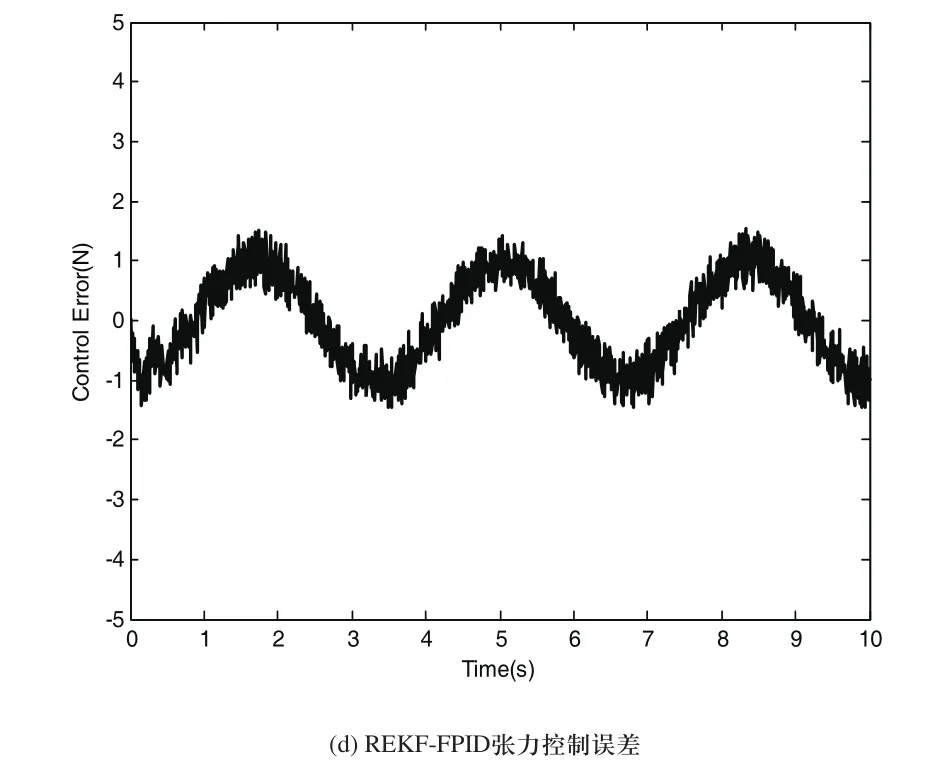
图7 缠绕张力控制系统试验结果
4 结论
针对复合材料纤维带缠绕张力控制系统中各种非线性和不确定性因素对控制精度的影响,本文设计了REKF-FPID控制器,其中,隶属函数的形状和位置可通过REKF算法进行实时在线调节,从而使控制器具有良好的控制性能和较高的控制精度。与FPID控制相比,本文所设计的控制器具有良好的跟踪性能及较强的鲁棒性和抗干扰性。
[1] 余强.复合带材成型工艺及成型参数控制技术研究[D].西安:西北工业大学,2008.
[2] 胡梅贻,史耀耀,王俊霞.数控缠绕机闭环张力控制系统开发与研究[J].机床与液压,2007,35(07):34-36.
[3] 何晓东,史耀耀,赵鹏兵.复合材料布带缠绕成型压力控制技术[J].航空学报,2014,35(03):868-877.
[4] Rudd C D, Turner M R, Long A C, et al. Tow placement studies for liquid composite moulding [J].Composites Part A: Applied Science and Manufacturing,1999,30(9):1105-1121.
[5] Pengbing Zhao,Jinzhu Zhou, Jin Huang. Guiding mechanism design and precision pressure control in composites filament winding system[J].IMechE Part C:Journal of Mechanical Engineering Science,DOI: 10.1177/0954406215620453,2015.
[6] 席爱民.模糊控制技术[M].西安:西安电子科技大学出版社,2008.
[7] 唐新星,徐淼,白羽,张邦成.基于扩展卡尔曼滤波算法的RBF神经网络主动视觉跟踪[J].制造业自动化,2013,35(10):64-68.
Tension system design for the composites winding based on REKF-FPID control
DONG Gui-rong
TP273
:A
1009-0134(2017)01-0018-06
2016-09-07
董贵荣(1983 -),女,山东招远人,讲师,硕士,主要从事数控机床及模具制造等方面的教学和科研工作。
猜你喜欢
少儿科技(2022年4期)2022-04-14
建材发展导向(2022年2期)2022-03-08
建材发展导向(2021年14期)2021-08-23
马克思主义哲学研究(2021年2期)2021-06-05
新世纪智能(高一语文)(2020年9期)2021-01-04
民用飞机设计与研究(2020年1期)2020-05-21
民用飞机设计与研究(2020年1期)2020-05-21
宇航计测技术(2018年3期)2018-09-08
中华诗词(2018年4期)2018-08-17
物联网技术(2017年7期)2017-07-20
