DMC清洗废液的回收再利用
2017-02-02 07:27张双杰闫春生方志超何丹丹
河南化工 2017年12期
张双杰 , 段 宾 , 闫春生 , 方志超 , 何丹丹 , 张 愿
(多氟多化工股份有限公司 , 河南 焦作 454006)
0 前言
电解液是锂离子电池的“血液”,主要由有机溶剂、电解质盐和功能添加剂组成[1]。它与LiBF4、LiAsF6、LiClO4等电解质相比,LiPF6在有机溶剂中具有溶解度大、电导率高、安全性好等优势,是当前商品化锂离子电池中使用最多的电解质锂盐[2-5]。随着新能源产业的发展,对电解液的需求量大规模增加。早期采用水清洗电解液设备,但废液后处理比较繁琐且污染环境。碳酸二甲酯(DMC)因具有沸点低、黏度低、表面张力大、能很好地溶解锂离子电解质盐等优点,是一种绿色溶剂,因而后期常采用DMC清洗电解液设备[6-8]。DMC废液量较大,如果能够对DMC进行合理的回收再利用,不仅可以节约资源、减少成本,还可以保护环境。废液中主要组分为DMC(90%以上),其它组分含量(LiPF6、HF、甲醇和水等)均很低。对于有机溶剂,常采用蒸馏、重结晶、精馏等手段来达到提纯的目的,本文主要研究蒸馏方法在酸度、水分、主含量方面对DMC提纯回收效果的影响,为DMC回收提供技术支持。
1 实验
1.1 实验试剂与仪器
实验试剂:氢氧化钠,分析纯,焦作市维联精细化工有限公司;4A分子筛,河南环宇分子筛有限公司;无水硫酸钠,分析纯,焦作市维联精细化工有限公司。
实验仪器:LTCTC-1006低温恒温循环浴,巩义市宏华仪器有限公司;DF-101S集热式恒温磁力加热搅拌器,郑州长城科工贸有限公司;SHZ-D(Ⅲ)循环水式多用真空泵,河南予华仪器有限公司;气流烘干器,郑州科丰仪器有限公司;DZF-6050电热鼓风干燥箱,上海一横科学仪器有限公司;GC-6890A型气相色谱仪,日本岛津;CA-200微量水分测定仪,日本三菱;ZDJ-4A自动电位滴定仪,上海圣科仪器设备有限公司。
1.2 废液组分表征
DMC洗桶废液中主要组分为DMC,其他为LiPF6分解产生的HF、水分,以及水分增加导致DMC分解产生的甲醇等。对废液进行酸度(氟化氢的含量即为废液的酸度)、水分和气相色谱分析,检测结果如表1所示。
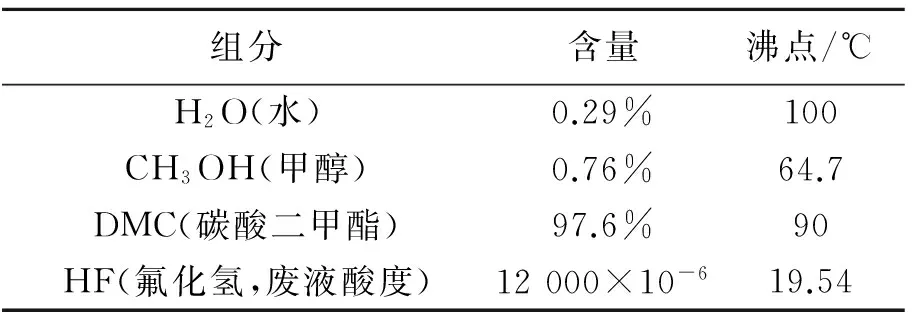
表1 DMC废液组分分析
2 实验结果与讨论
蒸馏是分离和提纯液态有机化合物常用的方法之一,又可分为常压蒸馏和减压蒸馏。为了确定回收DMC的最佳工艺条件,分别研究常压蒸馏、减压蒸馏、加NaOH中和再蒸馏、加分子筛减压蒸馏这几种方法对除酸除水回收DMC实验的影响。
2.1 常压蒸馏对DMC废液回收效果的影响
在500mL的单口烧瓶中加入270g的DMC废液,开启搅拌,95 ℃常压蒸馏回收DMC,将蒸馏后的液体取出一部分,利用气相色谱仪分析馏出液中DMC的含量,并检测其馏出液的酸度和水分,实验结果如表2所示。

表2 常压蒸馏对DMC回收效果的影响
由表2可知,常压蒸馏下,废液中DMC的回收率均在90%以上,蒸馏后液体的DMC纯度达到99.4%以上,甲醇含量由原来的0.76%降至0.5%以下;蒸馏后的酸度由原来的12 000×10-6下降至1 400×10-6左右;相反,蒸馏后的水分含量增加,这是由于常压蒸馏装置是不完全密封的,环境湿度较大,环境中水分进入蒸馏体系,从而导致水分含量增高[9]。
2.2 减压蒸馏对DMC废液回收效果的影响
在500mL的单口烧瓶中加入270g的DMC废液,开启搅拌,35 ℃减压蒸馏(真空度为-0.1MPa),将蒸馏后的液体取出一部分,测其酸度、水分和DMC含量。
实验结果如表3所示。
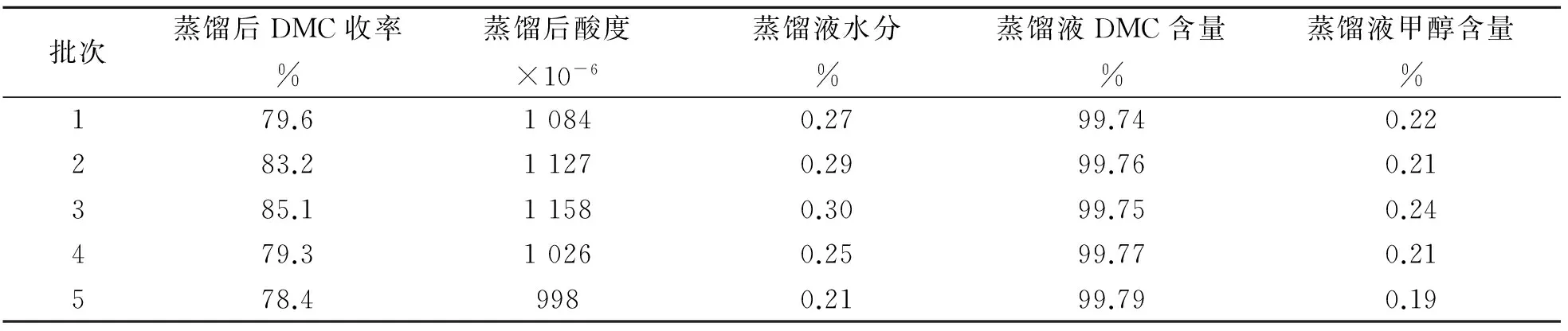
表3 减压蒸馏对DMC回收效果的影响
由表3可知,同常压蒸馏相比,减压蒸馏后的DMC收率降低,在80%左右,这是由于减压蒸馏下接收瓶里的DMC产生二次沸腾造成的;酸度相差较小,减压蒸馏后酸度在1 000×10-6左右;甲醇含量明显降低;相反,减压蒸馏后的DMC含量增加,均在99.7%以上,该纯度满足清洗电解液设备对DMC纯度的要求,因此减压蒸馏回收后的DMC仍可以循环用于清洗包装桶。
2.3 酸碱中和再蒸馏对DMC废液回收效果的影响
在500mL的单口瓶中先加入270g的DMC废液,然后再加入过量的NaOH,开启搅拌,常温不溶解,升温至35 ℃开始溶解反应,反应过程为放热且有白色沉淀物质生成,反应结束后过滤收集滤液,滤液进行蒸馏后处理,实验结果如表4所示(其中批次1、2、3为真空度-0.1MPa的减压蒸馏,4、5、6为常压蒸馏)。
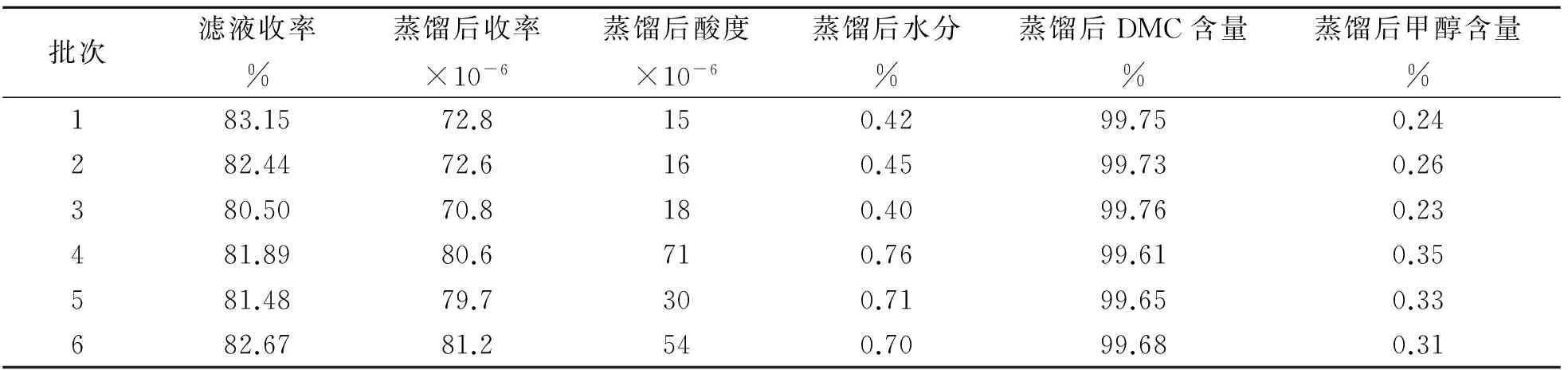
表4 酸碱中和再常压蒸馏对DMC回收效果的影响
化学反应方程式如下:

(1)
LiF+Na3PO4+5NaF+4H2O(2)
由表4可知,加NaOH中和反应过滤后的滤液回收率在80.50%~83.15%,滤液无论是减压还是常压蒸馏后的DMC收率均在70%以上,加NaOH蒸馏后的酸度大大降低,这是因为废液中含有的LiPF6和HF与NaOH发生酸碱中和反应导致酸度降低,如反应式(1)和(2)所示。NaOH的加入,虽然使酸度大大降低,但反应(1)和反应(2)的发生导致水分含量增加,且实验过程较繁琐,不适合工业化生产。
2.4 加分子筛减压蒸馏对DMC废液回收效果的影响
在500mL的单口烧瓶中加入270g的DMC废液,在单口烧瓶与冷凝器之间加4A分子筛吸收装置,开启搅拌,35 ℃减压蒸馏(真空度为-0.1MPa),将蒸馏后的液体取出一部分,测其酸度、水分和DMC含量。实验结果如表5所示。
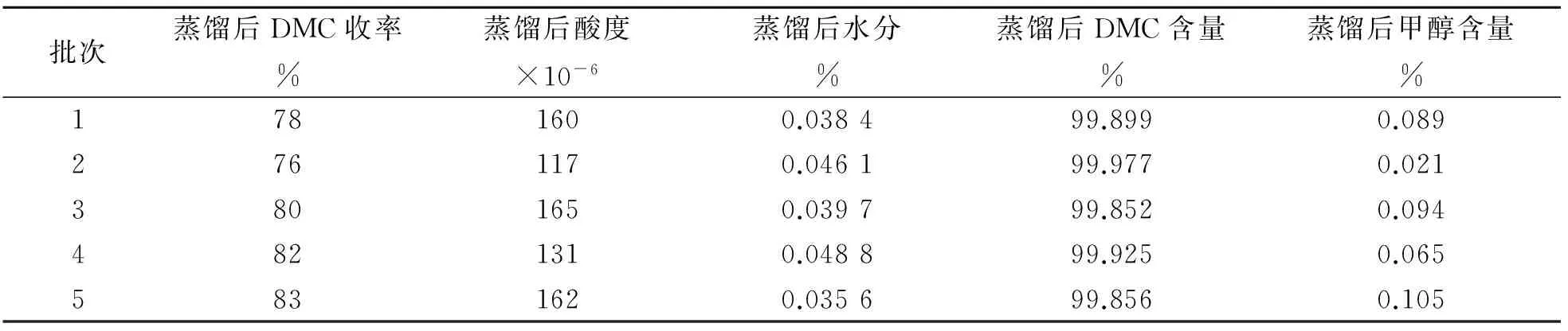
表5 加分子筛减压蒸馏对DMC回收效果的影响
由表5可知,当在减压蒸馏装置中加分子筛吸收装置时,DMC回收率变化不大,在80%左右;蒸馏后液体的酸度较小,在150×10-6左右,分子筛的加入使水分大大降低,甲醇含量也大大降低,DMC主含量高达99.977%,纯度满足清洗电解液设备对DMC纯度的要求,回收后的DMC可继续用于清洗电解液设备,达到回收利用的目的。
3 结论
通过实验可以得出,常压蒸馏收率最高,蒸馏后的酸度在1 400×10-6左右;减压蒸馏后的酸度约为1 000×10-6,DMC含量在99.75%左右;加NaOH酸碱中和再蒸馏后酸度最低,至15×10-6,但水分偏高;加分子筛减压蒸馏后的收率在80%左右,酸度较低,水分处理效果最好低至0.035 6%,DMC主含量高达99.977%。对比发现,采用加分子筛的减压蒸馏方式最好,该工艺条件下得到的DMC纯度满足清洗工艺对DMC纯度的要求,回收后的DMC可继续用于清洗电解液设备,不仅节约了资源,减少了成本,而且实现资源化的综合利用。
[1] 杨晓宏,张在忠,李 军,等.六氟磷酸锂技术及市场分析[J].当代化工,2012,41(9):972-973.
[2] 李英春,李 祺.氟化合物制备及应用[M].北京:化学工业出版社,2010.
[3] 李 佳,田雷雷,赵封林,等.六氟磷酸锂产业化关键技术[J].应用化工,2011,40(3):524-527.
[4] 吴克安,任建纲.六氟磷酸锂的发展现状与市场前景[J].浙江化工,2011,42(6):1-5.
[5] 季俊红,李建茂,张丽楠.六氟磷酸锂行业发展现状浅析[J].电池工业,2012,17(3):176-178.
[6] 张宗涛.电池级碳酸二甲酯提纯工艺研究[J].云南化工,2004,31(1):42-43.
[7] 程云峰.碳酸二甲酯生产及提纯技术进展探讨[J].中国高新技术企业,2016(3):78-79.
[8] 张启同,于永波,赵 宁,等.碳酸二甲酯的合成方法研究[J].山东化工,2007(11):15-17.
[9] 井文杰,张 航,王 洋,等.空气湿度对卡尔费休法测定化工产品水分的影响[J].化学推进剂与高分子材料,2016,14(2):83-86.
猜你喜欢
山西化工(2022年2期)2023-01-14
中国特种设备安全(2022年4期)2022-07-08
云南化工(2020年11期)2021-01-14
云南化工(2020年11期)2021-01-14
新疆有色金属(2019年5期)2020-01-07
中国生物医学工程学报(2019年4期)2019-07-16
环境与发展(2018年5期)2018-07-18
山东农业科学(2018年2期)2018-03-29
河北地质(2017年2期)2017-08-16
中国乳品工业(2015年12期)2015-12-16