
高冰镍磨浸工段碳酸钡除铅效果的实验研究
2020-01-07 16:40万凌云
新疆有色金属 2019年5期
万凌云
(新疆有色金属研究所 乌鲁木齐 830054)
某有色金属冶炼厂高冰镍磨浸工段,采用硫酸体系浸出工艺,多年来运行稳定,但是近几年受原料含铅量偏高的影响,成品液体中含铅量在0.0040g/L以上,从而影响电解镍的成品质量,在先前原料条件下,碳酸钡的加入量为1%~2%之间即可达到除铅的效果,目前原料条件下碳酸钡的加入量到7%~9%,仍然无法达到理想的除铅效果,存在超标现象,过量添加碳酸钡后,也导致部分设备运转的故障率升高,针对上述情况,通过实验来研究整个浸出过程中不同配比碳酸钡的除铅效果以及不同工艺段分比例加入碳酸钡后的除铅效果,在降低铅含量的基础上确定经济的碳酸钡加入总量和各工段的加入比例。
1 实验
1.1 实验原料
高冰镍(≤325目);生产用返液;生产用阳极液;碳酸钡(工业级)。
1.2 实验设备
6L、8L常压浸出槽,带搅拌变频控制,蒸汽加热,可通空气;GSH-5加压釜;pH计;电子天平。
1.3 实验方法
目前高冰镍磨浸采用两段常压浸出和一段加压浸出的方式,除铅方式采用共沉淀析出法,在酸性体系中加入碳酸钡后溶液中共存的铅以硫酸铅与硫酸钡共同沉淀析出。模拟工业实际情况进行实验,将一段常压作为除铅的主要工段,在一段常压浸出过程中分别添加0%、1%、3%、5%、7%的碳酸钡进行对比试验,二段常压过程中根据一段反应的情况按比例添加碳酸钡进一步确定除铅的效果,用一浸渣直接进行一段加压实验,研究铅在加压条件下去除和富集情况。
2 结果及分析
2.1 一段常压浸出结果及分析
一段常压浸出进行了5组平行实验,浸出分析结果见表1,根据实验数据做出一段常压浸出效果图1。
从表1和图1看出,一段常压浸出过程中碳酸钡的加入量在1%和3%时,一浸液中的Pb含量最低,一段常压浸出中添加3%碳酸钡可以获得最优除铅效果值。
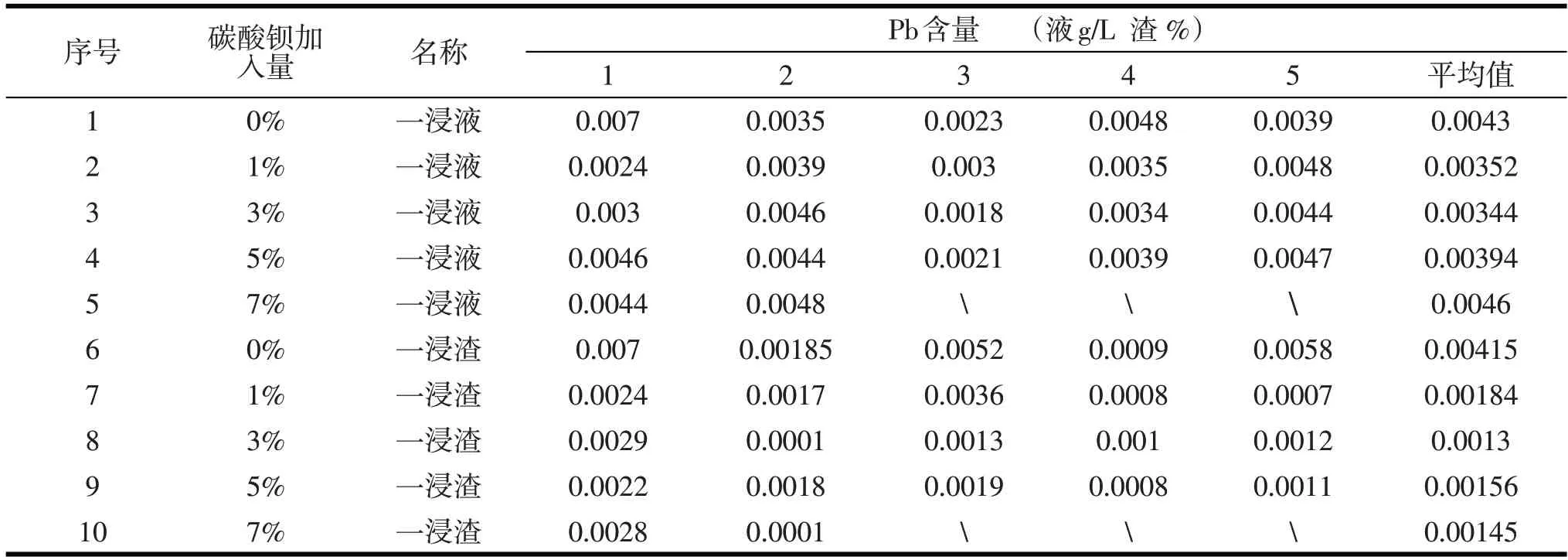
表1 一段常压浸出结果

图1 一段常压除铅效果图
2.2 二段常压浸出结果及分析
二段常压浸出进行了2组对比试验,实验1#采用了目前生产线的工业一浸渣作为原料投入,该物料在一浸过程中已经加入4%的碳酸钡,二段常压实验过程中分别添加1%和3%的碳酸钡;试验2#采用一段常压浸出3号和4号实验的一浸渣作为原料投入,二段常压试验过程中分别添加2%碳酸钡。二段常压浸出分析结果见表2。

表2 二段常压浸出结果
从表2中数据可看出,1#试验中在二段常压添加1%的碳酸钡后除铅效果明显,过量至3%后,除铅效果与1%相比无明显变化。2#实验中二段常压浸出添加2%的碳酸钡后除铅效果明显,一浸渣中碳酸钡的含量对除铅效果无明显影响,综合1#和2#实验,碳酸钡的加入总量为5%时可获得最优除铅效果值。
2.3 一段加压浸出结果及分析
一段加压试验分别选取碳酸钡加入量为0%、1%、3%、6%的一段常压浸后渣作为原料投入,加压浸出过程中不添加碳酸钡,浸出时间3小时,浸出压力控制在0.8~0.9 MPa,实验结果见表3,一段加压除铅效果见图2。
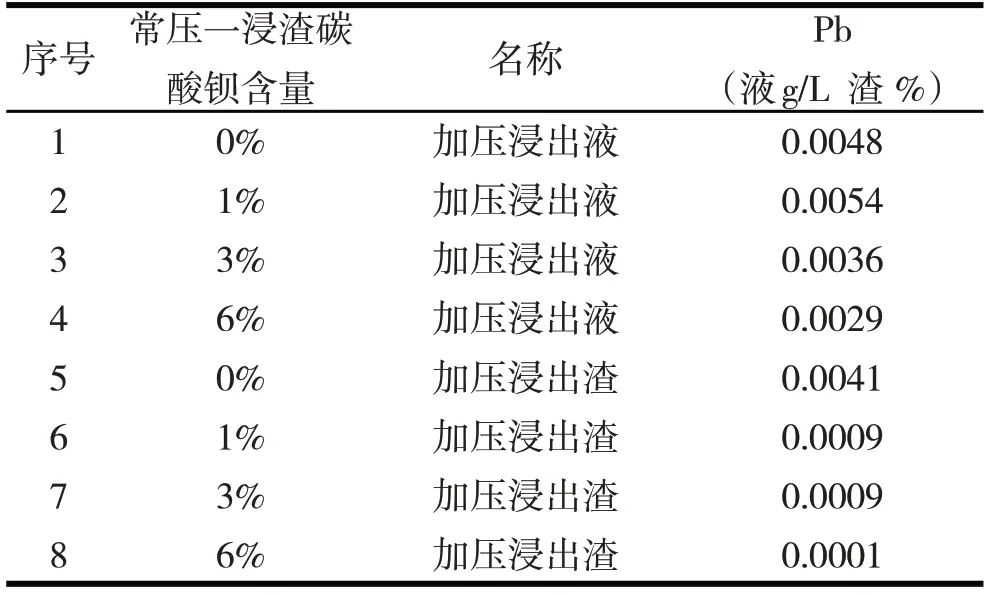
表3 一段加压浸出结果
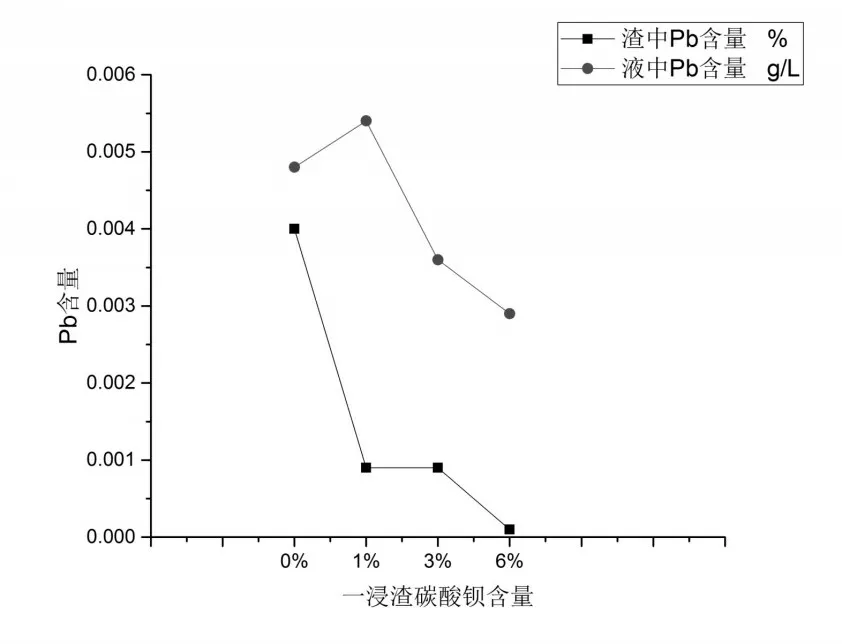
图2 一段加压浸出效果图
从表3和图2中可以看出,随着原料中一浸渣中碳酸钡的含量升高,在加压浸出时,加压浸出液的铅含量是呈现降低趋势。
3 结论
(1)在一段常压浸出的过程中添加1%和3%的碳酸钡,将能达到更好的除铅效果,二段常压添加1%和2%的碳酸钡可以获得较好的除铅效果,一段加压反应物料中碳酸钡的含量高除铅效果较好。
(2)一段常压浸出中碳酸钡的添加量,不直接影响二段常压浸出过程中碳酸钡除铅效果,碳酸钡的最优加入方式为分段按比例添加。
(3)常压浸出过程中,碳酸钡的加入总量在5%可以获得最优除铅效果。
猜你喜欢
选煤技术(2022年3期)2022-08-20
中国特种设备安全(2022年4期)2022-07-08
山西化工(2022年2期)2022-05-11
石材(2020年12期)2021-01-15
石材(2020年11期)2021-01-08
石材(2020年10期)2021-01-08
中国生物医学工程学报(2019年4期)2019-07-16
北方人(2019年10期)2019-06-17
当代水产(2019年4期)2019-05-16
设备管理与维修(2019年14期)2019-02-17
