连续冲模数控自动送料装置的设计
2017-01-20 07:46邵凤翔
河南工程学院学报(自然科学版) 2016年4期
邵凤翔,赵 科
(河南工程学院 机械工程学院,河南 郑州 451191)
连续冲模数控自动送料装置的设计
邵凤翔,赵 科
(河南工程学院 机械工程学院,河南 郑州 451191)
在普通冲床上增加数控自动送料装置,对特殊零件进行连续冲模作业,并对基于个人电脑控制的数控自动送料装置的机械结构和电气控制方法进行了设计,用安装了mach3控制软件的个人电脑替代专用的数控系统,使设计和制造成本大幅降低.
冲模;送料装置;设计;mach3
冲床在落料加工进行手工送料时会出现送料速度慢、间距不均匀、效率低、事故多发等问题,在进行复杂零件冲孔时,冲模的设计周期长、成本高.为解决这些问题,适应多品种、中小批量零件的加工,设计了连续冲模数控自动送料装置,可以用简单冲模加工复杂的零件.本设计主要包括电气控制部分和机械传动部分,采用mach3 CNC控制软件,使用个人电脑直接控制自动送料装置,大大降低了成本.
1 冲床自动送料装置的设计依据
针对大块薄板间距不等的冲孔零件进行工艺分析.第一种方法是钻削加工,存在的问题为薄板在钻削时变形大、划线速度慢、效率低,对工人熟练程度的要求高,孔与孔之间的位置不易保证;第二种方法是整体模具一次冲压成型,相对位置容易保证,但是加工难度大且设计复杂,要求冲床大、模具大,投入成本高,手工送料比较危险.对此,若设计一个简单的凸凹模将要冲的孔依次冲出即可解决问题,板料的运动由步进电机驱动的丝杠螺母机构带动,又由于数控系统控制的丝杠螺母机构定位精度高,能够满足冲床的加工精度.因此,应用在冲床加工上完全可以保证孔与孔之间的位置精度.
针对小零件的落料加工进行工艺分析,比如螺母的平垫片加工过程是先将板材裁成比垫片稍宽的条状,然后手工送料进行落料冲孔.存在的问题为裁板和冲压需要两道工序,特别是冲压时手工送料,每次都要找准挡料的位置,浪费时间.因此,如果整个板料不再裁成条状,或者裁成很宽的条状,去掉模具上的挡料进行冲压,则板料的纵向和横向运动将由步进电机驱动的丝杠螺母机构带动.
2 控制方案的确定
2.1 控制器的选择
方案一:数控装置选用成熟的FANUC系统,实现软硬件的合理配置来实现控制功能.零件变化后,可以很容易地编写国际G代码以适应新的加工要求,实现冲床的全自动化控制.无论从提高生产效率还是减轻工人劳动强度方面考虑,此方案均具有极大优势,但它的价格比较贵,改造的成本过高,影响了它的实施.
方案二:数控装置选用免费的mach3控制软件,开发出冲压代码和相应的接口电路,用个人电脑控制.当零件发生变化时,在控制软件中编写G代码即可.控制系统由个人电脑替代且选用实验室现成的步进电机和驱动器,成本明显降低.
2.2 总体方案的确定
(1)普通冲床数控送料装置是点位控制机床,所以数控系统选连续控制系统,如个人电脑安装的mach3 CNC控制系统.
(2)冲床数控送料装置属于一般精度的点位控制.在保证一定加工精度的前提下,应简化结构、降低成本,故采用步进电机开环控制系统.
(3)根据系统的功能要求,微机数控系统中除了CPU外,还包括光电隔离电路、步进电机驱动电路和其他辅助电路.
(4)为了保证进给伺服系统的传动精度和平稳性,选用有预紧机构且摩擦小、传动效率高的滚珠丝杠螺母副,以提高传动刚度并消除间隙.
(5)导轨承受的压力和扭矩较小时,采用光杠和直线轴承以减少导轨的摩擦力,系统原理如图1所示.冲床系统利用个人电脑上安装的mach3数控系统驱动两台步进电动机,利用滚珠丝杠和精密直线滚动导轨带动工作台x向和y向进给,完成工件直线或圆弧插补作业.
3 工作台的设计
冲床作业件是冲头,冲头的运动是由电磁铁带动冲床上的离合器来控制的.x向和y向送料机构驱动电动机选用两台步进电动机,控制器是个人电脑.由个人电脑对步进电动机的位置和速度进行控制,以满足加工精度的要求.
控制原理为从电脑发出的高低电平通过光电隔离装置控制步进电动机正反转,输出控制脉冲个数控制电动机的转角,输出脉冲频率控制电动机的转速.工作台原理如图2所示.
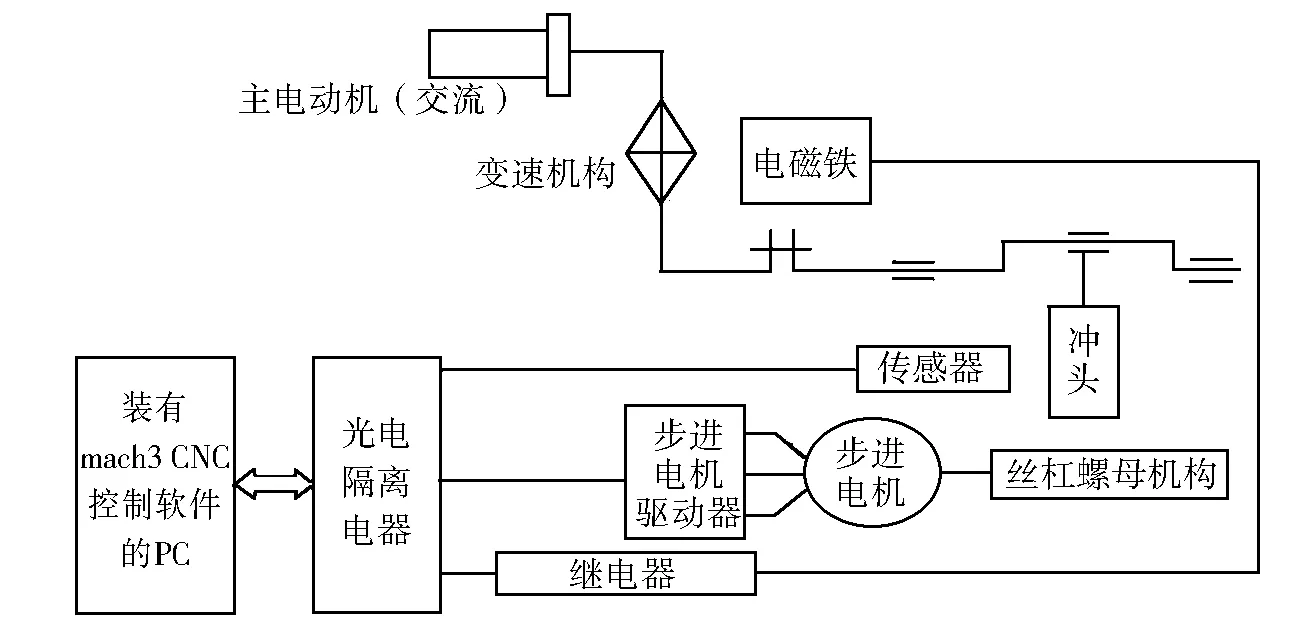
图1 系统原理Fig.1 Schematic diagram of system
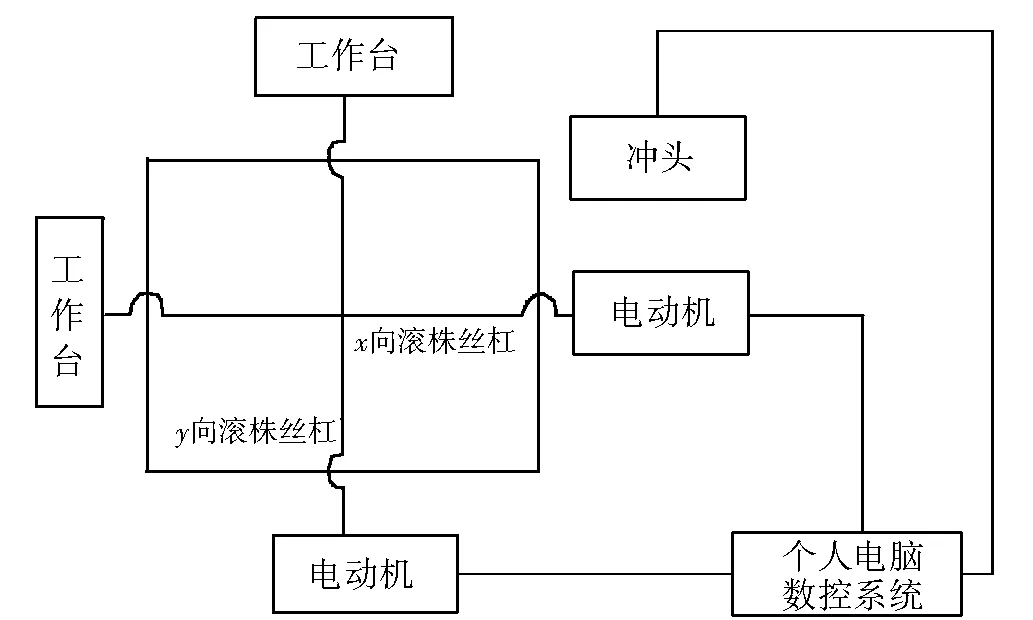
图2 工作台原理Fig.2 Schematic diagram of worktable
4 电气控制的设计
根据使用要求,经过严格的分析计算,确定系统配置如下:
(1)按照实验室现有的条件,选用个人电脑和mach3 CNC控制系统;
(2)根据x轴和y轴的进给功率要求,通过计算选择110BC380M三相反应式步进电机;
(3)x轴和y轴驱动器选用DF3C-06型驱动器;
(4)采用100 VA的系统电源隔离变压器;
(5)系统电源采用24 V/4.5 A的电源;
(6)离合器电磁铁选用专用的拉杆电磁铁.
机床中的进给系统需要自动控制,为此需要设计接口转换电路和强电控制电路.
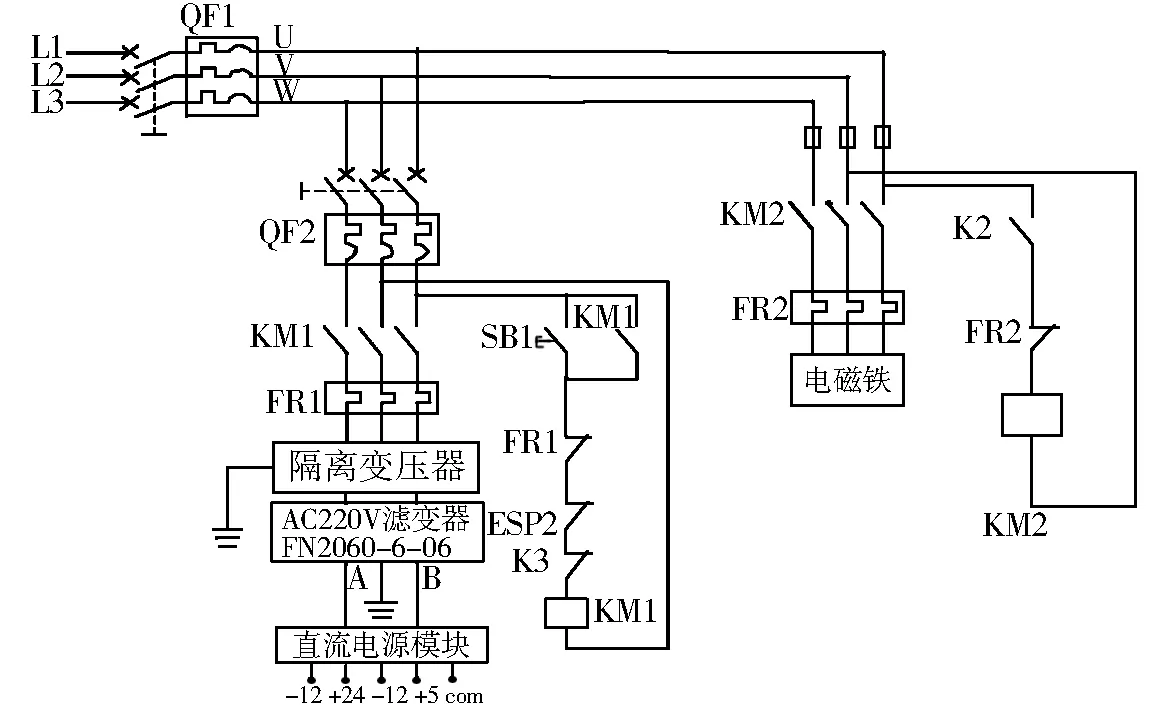
图3 强电控制图Fig.3 High voltage control
4.1 强电部分
数控自动送料装置的电气原理如图3所示.Ll,L2,L3均为机床输入总电源,QF1为总电源开关.三相交流电源(380 V)Ll,L2,L3通过总电源开关QF1接通U,V,W并接三路输出.一路输出单相交流220 V至数控系统,一路输出三相380 V至电磁铁驱动单元,还有一路输出三相电源至主电动机[1].
图3中,QF1~QF3为三相空气开关; KM1~KM3为三相交流接触器;交流接触器KMl用来控制步进电机驱动器的强电输送;断路器QF2为步进电机的过载及短路保护;交流接触器KM3用来控制电磁铁的吸合;断路器QF3为主电机的过载及短路保护;交流接触器KM2用来控制主电机的启动和停止.
4.2 弱电部分
弱电电气控制原理如图4所示.
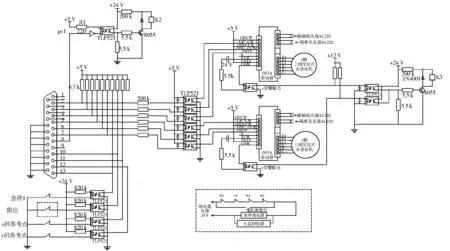
图4 弱电电气控制原理图Fig.4 Low voltage electrical schematic diagram
DB25针脚[2]定义如下:
pc2为x脉冲控制信号;pc3为x方向控制信号;pc4为x方向使能控制信号;pc5为y脉冲控制信号;pc6为y方向控制信号;pc7为y方向控制信号;pc8为冲压控制信号;pc10为x,y正负方向行程限位输入信号;pc11为x向回零输入信号;pc12为y向回零输入信号.
4.3 电磁铁驱动模块
当pc8针脚为低电平时光电隔离电路导通,三极管8055导通,K2中间电流继电器得电,K2中间继电器的动合触点闭合,使得三相交流接触器KM2线圈得电、KM2主触点闭合,主触点闭合后电磁铁得电,电磁铁拉动离合器,完成一次冲压[3].
5 建立软硬件之间的联系
5.1 建立打印机接口与mach3软件的联系[4]
(1)在mach3中的“公英制选择”窗口中选择mm.
(2)在“内核速度”窗口选择25 000 Hz,因为本次设计选用的DF-3A驱动器的频率为25 000 Hz.
(3)在“电机输出”窗口如图5设置.
(4)在“信号输出”窗口中设置.Enable1:x轴步进电机使能控制信号,引脚序号为5;Enable2:y轴步进电机使能控制信号,引脚序号为7;Output #1:冲压控制信号,引脚序号为8.

更多参数的设置参考mach3使用说明书.
5.2 VB开发冲压代码
步骤一:选择“操作”菜单下的“VB脚码编辑器”,如图6所示;
步骤二:冲压无上死点检测的冲压代码m188.vb后置代码,在图6中输入如下代码.
O0001 G54 G00 X740 Y500 M188 X665 Y425 M188
X665 Y210 M188 X535 Y130 M188 X535 Y425 M188 X430 Y310 M188
X280 Y360 M188 X280 Y425 M188 X160 Y160 M188 X80 Y360 M188
X30 Y130 M188 X30 Y425 M188 M30

图5 电机输入对话框Fig.5 The motor input dialogue

图6 VB脚码编辑器Fig.6 VB foot code editor
6 结论
通过对电气控制部分和机械传动部分的设计,利用个人电脑直接控制连续送模自动送料装置进行冲模加工,生产效率提高,成本下降,加工零件的形位公差精度能够得到保证,有着良好的经济效益.
[1] 秦曾煌.电工学简明教程[M].北京:高等教育出版社,2013:178-231.
[2] 福克斯奥.Visual Basic 2010入门经典[M].北京:人民邮电出版社,2011:86-152.
[3] 廖效果.数控技术[M].武汉:湖北科学技术出版社,2012:125-201.
[4] JAMES A R,GLENN J.工业电子技术[M].北京:北京科学出版社,2007:89-123.
New design of numerical control automatic feeding apparatus with progressive die
SHAO Fengxiang,ZHAO Ke
(CollegeofMechanicalEngineering,HenanUniversityofEngineering,Zhengzhou451191,China)
Numerical control automatic feeding device is added to normal punch with progressive die of special parts. Through the mechanical structure and electrical control methods of numerical control automatic feeding device that is controlled by the personal computer,the special numerical control system is replaced by the personal computer that is installed with the mach3 control software,then both the design and manufacturing costdecreased.
die;feeding apparatus;design;mach3
2016-05-25
河南工程学院与东莞市广升精密五金机械有限公司校企合作项目(H2014009);郑州市2015年科技发展计划项目(20150239)
邵凤翔(1973-),男,四川青神人,讲师,研究方向为机械设计与制造.
TH122
A
1674-330X(2016)04-0037-04
猜你喜欢
小猕猴智力画刊(2022年10期)2022-11-02
科学技术创新(2021年22期)2021-08-16
防爆电机(2021年2期)2021-06-09
时代农机(2019年5期)2019-08-17
制造技术与机床(2017年9期)2017-11-27
锻造与冲压(2017年14期)2017-08-01
制造技术与机床(2017年12期)2017-02-02
山东工业技术(2015年18期)2015-07-16
知识窗(1999年10期)1999-03-31