多头熔融沉积成型3D打印机设计
2017-01-17 00:42洪腾蛟丁凤娟孟凡盛陈康迪
安徽科技学院学报 2016年6期
洪腾蛟, 丁凤娟, 孟凡盛,陈康迪,陈 丰
(1. 安徽科技学院 机械工程学院,安徽 凤阳 233100;2. 安徽科技学院 资源与环境学院,安徽 凤阳 233100)
多头熔融沉积成型3D打印机设计
洪腾蛟1, 丁凤娟1, 孟凡盛1,陈康迪2,陈 丰1*
(1. 安徽科技学院 机械工程学院,安徽 凤阳 233100;2. 安徽科技学院 资源与环境学院,安徽 凤阳 233100)
针对3D打印机的使用成本高、打印效率低的弊端,提出3D打印机的低成本、多头高效打印的生产模式。依据熔融沉积成型原理设计了多打印头3D打印机,并与单打印头3D打印机进行对比实验,结果表明据此设计的多头3D打印机,能够3~5倍提高工作效率和设备利用率,快速完成产品的生产工作,为3D打印机在工业生产中的高效快捷生产提供了研究方向。
3D打印机;快速成型;打印机设计;高效打印
3D打印(3D Printing),属于快速成型技术(Rapid Prototyping,简称RP)。广泛应用于机电、教育、医疗卫生等行业,并已取得了诸多成就。大力发展3D打印技术已成为各界共识,并将其誉为“第三次工业革命”的引发剂,将会带来巨大的社会变革[1]。美国、中国、日本等国相继出台了一系列激励政策,从政府层面推动3D打印事业的前进与发展。
从1986年第一台3D打印机面世以来[2],经过30年的快速发展,各种高新技术的不断融入,现已发展出了熔融沉积成型 (FDM)、数字光处理成型(DLP)、立体平板印刷成型(SLA)、选择性激光烧结成型(SLS)[3]以及人体活细胞生物3D打印机[4]等多种类型。其中,熔融沉积成型 (FDM)3D 打印机,以其结构简洁、成本低廉和易于操作的人机界面等优势,占据了目前3D 打印机的主流市场[5]。但其也有着工作效率低、打印产品强度和表面质量差等缺陷[6]。现今大多通过高速打印和使用易于成型的材料来提高工作效率,对打印机结构的研究较少。通过实验来探索和验证多头FDM型3D打印机的可行性,以及对打印效率的影响。
1 多头熔融沉积成型3D打印机原理与数字化建模
1.1 原理简述
该多头熔融沉积成型3D打印机的多组打印头并列位于X轴上[7],工作步调一致,同启同停,采用自下而上(bottom-up)逐层打印熔融沉积成型原理[8],将多组打印头内的热熔性材料加热熔化,通过打印头沿模型截面轮廓和填充轨迹喷射至工作台冷却固化,层层堆积而得到实体产品。利用三维软件绘制出三维模型,通过分层切片软件将绘制好的三维模型切片处理成为若干个能够控制打印头运行的二维平面数据,并设置好模型悬臂部位的打印支撑类型和模型的打印比例,将处理好的数据导入3D打印机中,利用打印机芯片读取该二维平面数据,同步驱动多组打印头的运动,进行逐层堆积打印。每打印完一层,Z轴带动打印头上升一定高度(即分层厚度,可通过切片软件设置),进行下一层打印,以此类推,直至形成整个实体模型[9]。与传统制造业的减材制造相比,3D打印(增材制造)具有节约性,同时也降低了制造工艺的复杂程度,具有较强的推广实用性。
1.2 数字化建模
打印机采用工作稳定、简洁耐用的定梁式龙门架结构;传动轴选用高精度的滚珠丝杠副和高频淬火的导轨传动,保证运行精度和使用寿命;X、Y、Z轴运动行程均达到600 mm以上,面向工业级产品设计;各轴均采用步进电机加编码器驱动,实行闭环控制,数字化设置运动量,适时自动调整运动偏差;先进的可触彩色TFT屏幕,拥有数显和终端输入功能。
该多头3D打印机可根据产量要求适时增减打印头数量,各打印头与床身之间采用便于安装和拆卸的卡槽结构,便于逐个调平,多组打印头可以同时工作,可以打印不同色泽的耗材,增加色彩多样性,同时能够成倍提高工作效率;采用远程送料模式,为打印头的安装与调试提供足够的空间,有效避免挤出电机工作时的共振效应;打印头安装支架上标有刻度,便于调整打印头的间距,无需借助于外界标尺,减小累积误差,提高调节精度。打印机整机图和多头布局图见图1。
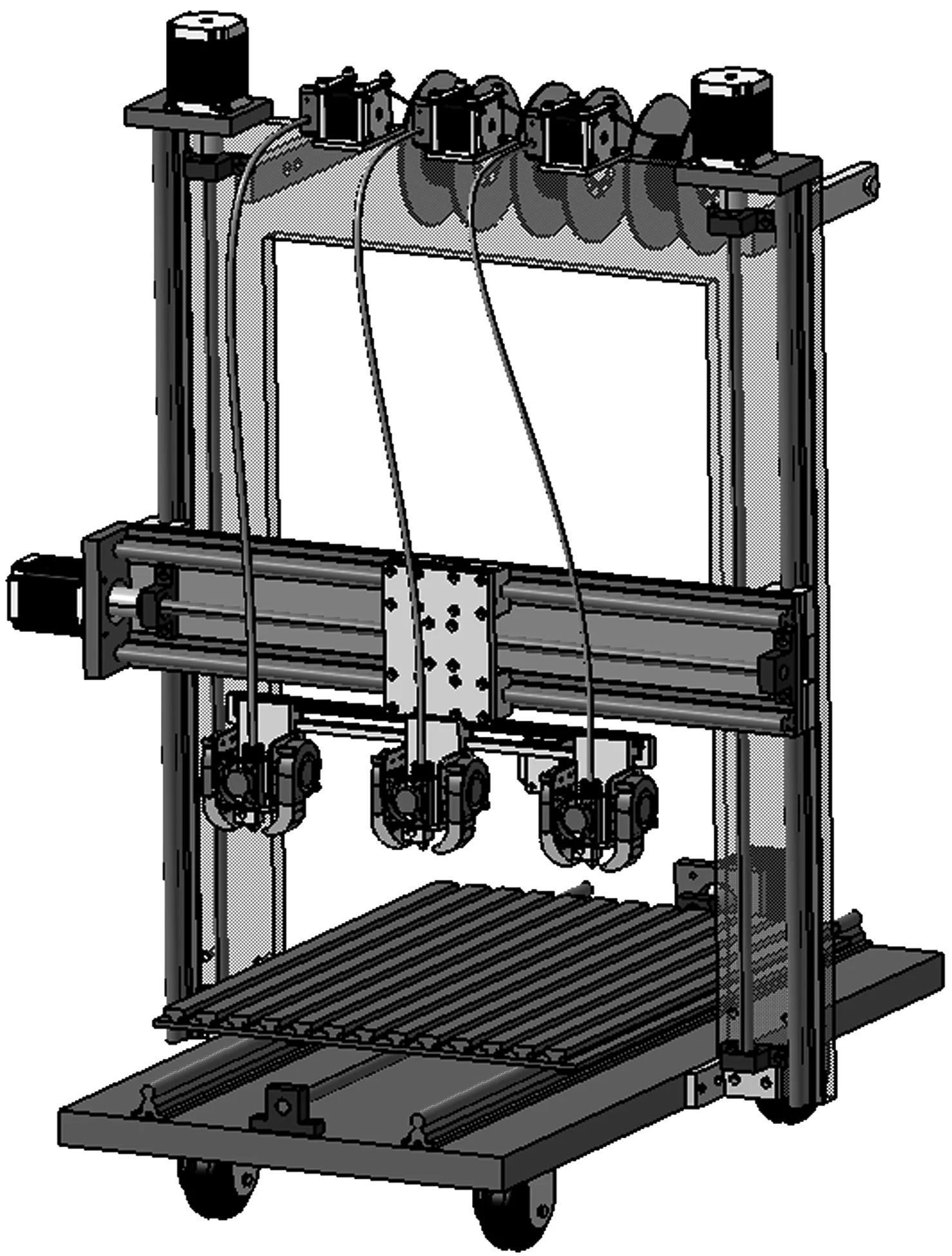
a.多头FDM型3D打印机整机图
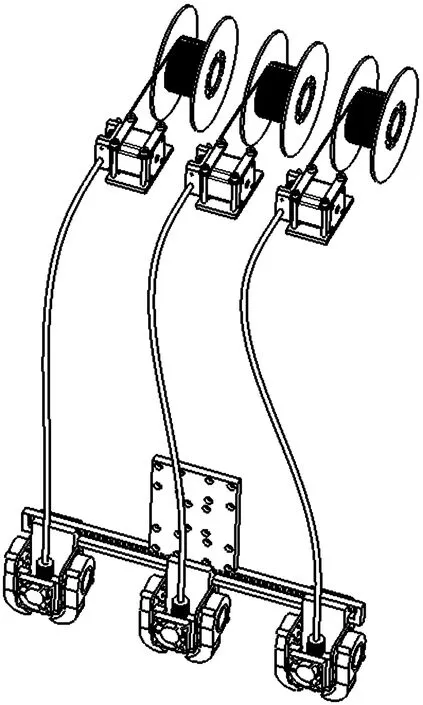
b.多头FDM型3D打印机打印头系统布局
图1 多头3D打印机数字化模型
Fig.1 The digital model of 3D Printer with a Multiple print head Fused Deposition Modeling
1.3 电气控制系统硬件选型
电气控制采用STM32微处理器,精准控制打印机的运动、温控和进给系统;传动轴使用输出力矩为1.8 Nm的57BYG250C步进电机驱动,TB6600驱动器,3200细分数;行程限位采用高灵敏度光电式感应开关;并将挤出电机信号线接口并联,以保证多打印头工作时的挤出量一致。主程序控制流程图,参见图2。

图2 主程序控制流程图

图3 测试模型切片处理
2 测试模型构建与打印
设置外形尺寸为50 mm×50 mm,高度为5 mm,中间开有直径Φ 20 mm通孔的正方形模型,对本实验设计研发的多头3D打印机进行打印效率和尺寸精度测试。采用Cura分层软件对模型按照1 ∶1比例进行切片处理,并将处理好的G代码保存到SD卡中导入打印机进行打印。参见图3。
本实验机型选用两组打印头同时打印,分别编号为3D001、3D002。并设置单头3D打印机作为对比实验,编号为3D003。实验选用1.75 mm±0.02 mm直径粘滞性能较好的并可以生物降解材料聚乳酸(PLA)[10]按照表1参数设定进行打印。
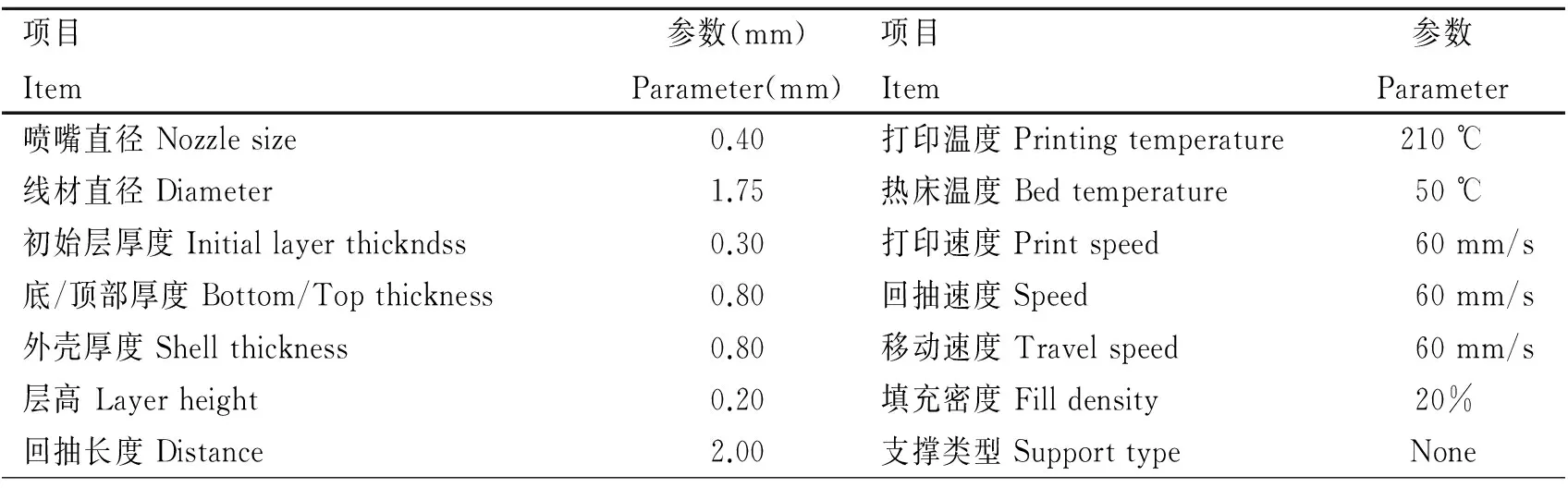
表1 参数设定
对比打印试验参见图4。
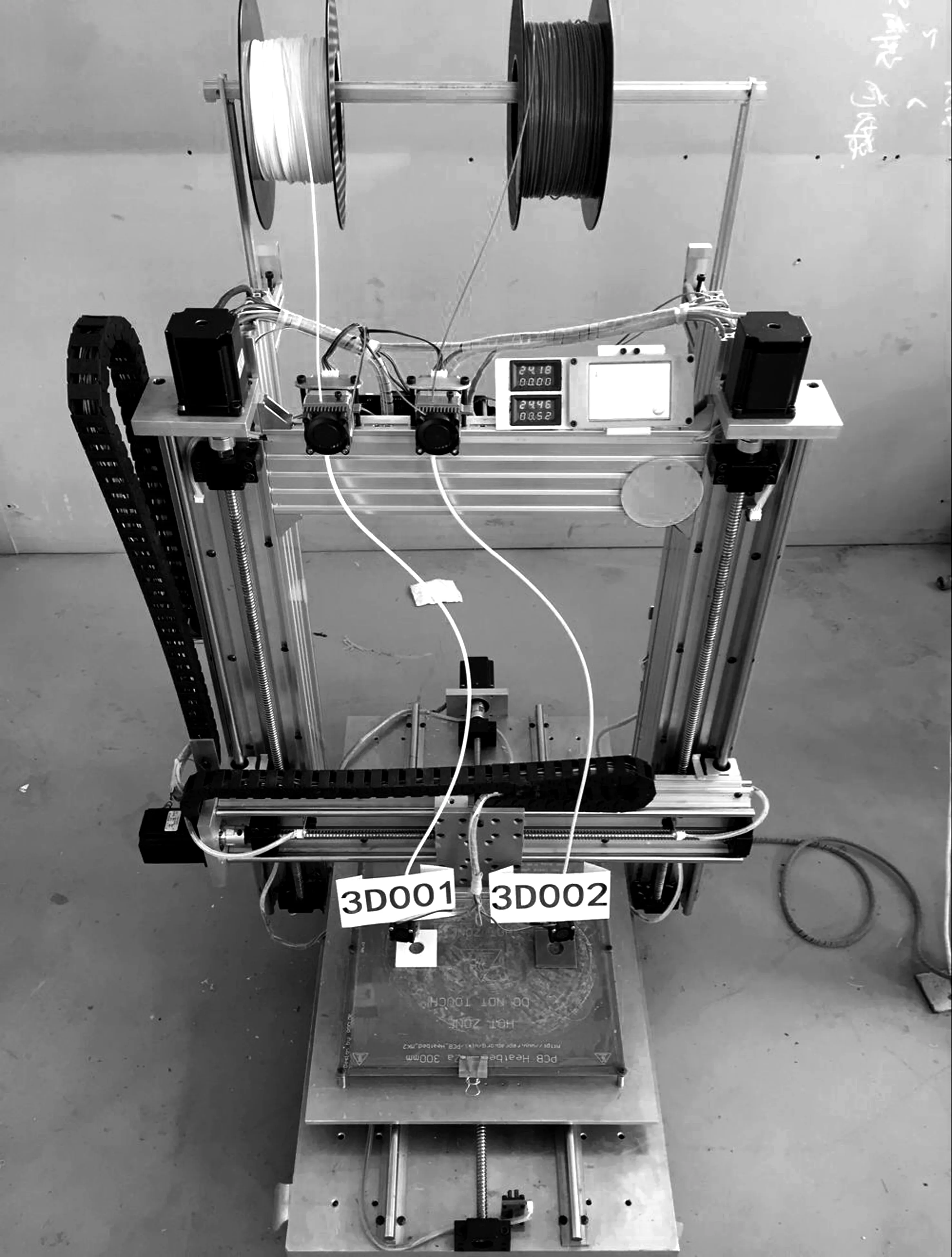
a.多头3D打印机打印测试

b.单头3D打印机打印测试
图4 对比试验
Fig.4 Comparative test
3 产品检测
本验证实验所选用多头3D打印机和单头3D打印机分别打印五组测试模型,通过对模型的外观目视和触摸检测,多头3D打印机两组打印头所打印的模型表面阶梯效应i[11]明显优于单头3D打印机打印的模型。使用得力牌0~130 mm游标卡尺和上海恒量牌0~25 mm外径千分尺对模型长、宽、高、孔径四个元素进行尺寸测量,测量结果参见表2。
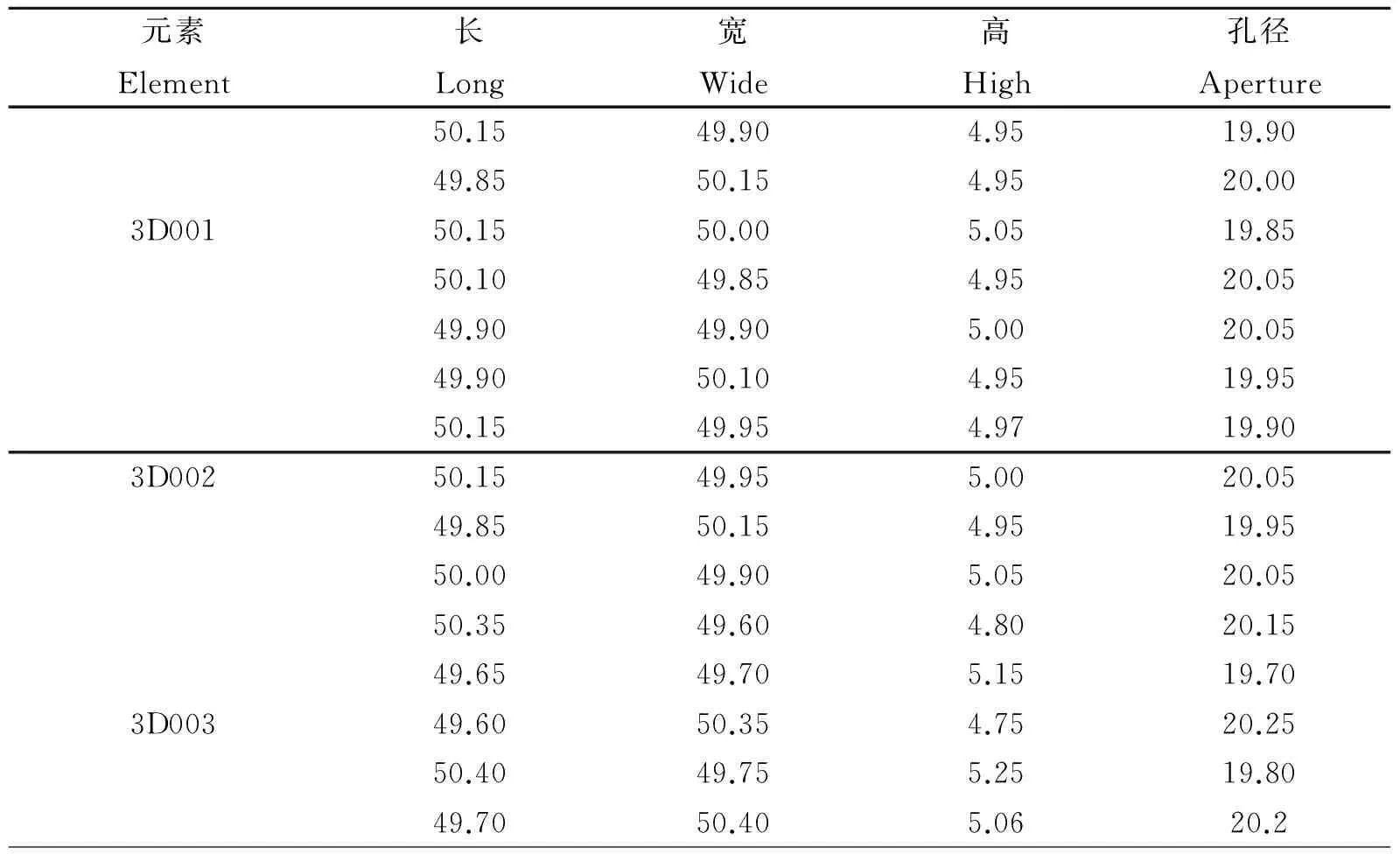
表2 尺寸检测
图5为各元素测量数据对比,由图可知多头3D打印机的两组打印头所打印的3D001号模型和3D002号模型的长、宽、高、直径的公差跳动均在0.2 mm以内,小于单头3D打印机所打印的3D003号模型的0.4 mm,达到了FDM型3D打印机的较高水平,尺寸精度更高,更能满足工业生产要求。由对比实验可知:本实验设计研发的多头3D打印机的工作效率和设备利用率是单头3D打印机的两倍,且其生产的产品表面质量和尺寸精度明显优于现今通用的单头FDM型3D打印机。
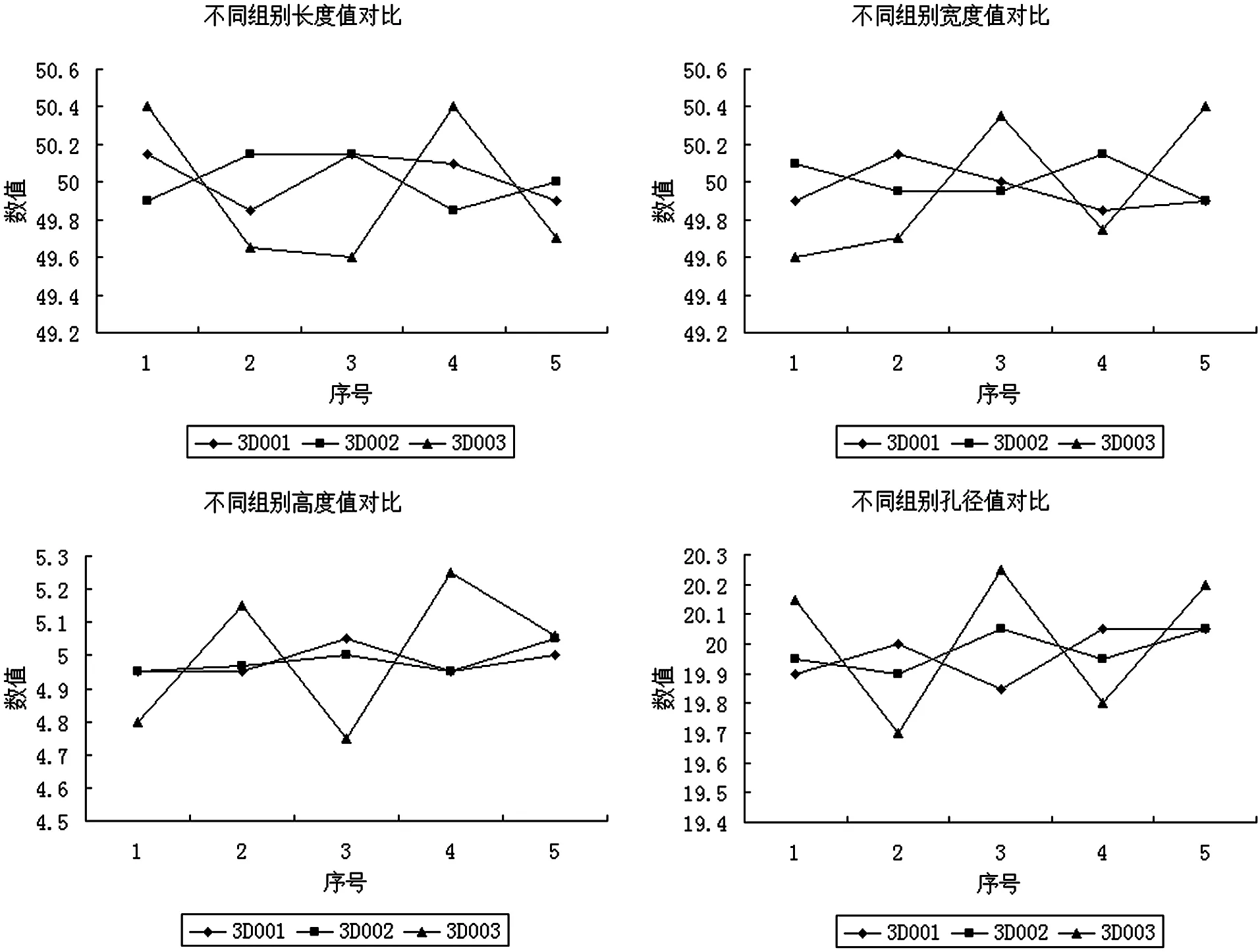
图5 各元素测量数据对比
Fig.5 Measurement data contrast of each element
4 结论
综上所述,多头熔融沉积成型3D打印机可根据产量要求适时增减打印头数量,考虑到机床X轴的尺寸与运行空间限制,可增加3~5组打印头,提高3~5倍打印效率,节省了大量时间,提高了设备利用率,适应于不同批量的生产要求;可使用不同色泽线材,打印不同颜色的产品,增加色彩多样性;多组打印头之间的间距可根据打印头安装板上的刻度尺准确调节,不需使用外界测量工具,减少累积误差。本文提出的多头熔融沉积成型3D打印机的研究思路,对提高3D打印机的工作效率具有一定的指导价值。
[1]王飞跃. 从社会计算到社会制造:一场即将来临的产业革命[J]. 中国科学院院刊, 2012, 27(6):658-669.
[2]信息时报.全球第一台3D打印机最早出现在1986年[EB/OL]. http://finance.takungpao.com/tech/q/2013/0705/1740353.html, 2013-07-05.
[3]Yang H J, Hwang P J, Lee S H. A study on shrinkage compensation of the SLS process by using the Taguchi method[J]. International Journal of Machine Tools & Manufacture, 2002, 42(11):1203-1212.
[4]西安晚报.我国首台生物3D打印机面世可打印人体活细胞[EB/OL]. http://news.xinhuanet.com/info/2013-08/08/c_132613479.htm, 2013-08-08.
[5]中关村在线.揭秘3D打印技术之FDM原理[EB/OL]. http://3dprint.ofweek.com/2014-11/ART-132105-8500-28897500.html, 2014-11-03.
[6]张学军, 唐思熠, 肇恒跃,等. 3D打印技术研究现状和关键技术[J]. 材料工程, 2016, 44(2):122-128.
[7]安徽科技学院.自动给料多头熔融挤出成形3D打印设备:中国,CN201610124986.2[P].2016-05-01.
[8]Iagar, Radu, Panoiu. Technological practicability of the numericalmodeling of induction heating process in steel pieces[J]. Revista De Metalurgia, 2009, 45(1):452-459.
[9]Faulknerjones A, Greenhough S, King J A, et al. Development of a valve-based cell printer for the formation of human embryonic stem cell spheroid aggregates.[J]. Biofabrication, 2013, 5(1):2380-2388.
[10]王瑞玲. 3D打印机设计的初步分析[J]. 电子制作, 2013(19):28-29.
[11]龚运息, 陈晨, 夏名祥,等. FDM 3D打印模型表面阶梯效应的分析[J]. 制造技术与机床, 2016(4):27-30.
(责任编辑:李孟良)
Design for 3D Printer of a Multiple Print Head Fused Deposition Modeling
HONG Teng-jiao1,DING Feng-juan1,MENG Fan-sheng1,CHEN Kang-di2,CHEN Feng1*
(1. College of Mechanical Engineering, Anhui Science and Technology University, Fengyang 233100, China;2. College of Resources and Environment, Anhui Science and Technology University, Fengyang 233100, China)
The production pattern with low cost and high efficiency of 3 dimensions(3 D) printer was put forward to solve the present penalty of high cost and low efficiency. According to fused deposition molding, a multiple head 3 D printer was designed and compared with the single head one. The experimental results suggested that a multiple head 3 D printer could heighten work efficiency by three to five times, heighten more equipment performance and offer more quick copying than the single head, which provided a research direction for high-efficient and fast production in the industrial production of 3 D printer.
3D Printer; Rapid prototyping; Printer design; High efficiency to print
2016-05-23
安徽省教育厅省级自然科学重点项目(KJ2013A080);安徽科技学院自然科学一般项目(ZRC2014414);安徽科技学院稳定人才博士启动基金(LS0995)。
洪腾蛟(1988-),男,安徽省合肥市人,在读硕士研究生,主要从事机械技术研究。*通讯作者:陈丰,教授,E-mail:fengchen_12@126.com。
TP23
A
1673-8772(2016)06-0094-05
猜你喜欢
中国特种设备安全(2019年2期)2019-04-22
中国卫生(2016年6期)2016-11-23
中国卫生(2016年8期)2016-11-12
中国卫生(2016年8期)2016-11-12
中国卫生(2016年5期)2016-11-12
发明与创新(2016年34期)2016-08-22
中国塑料(2016年7期)2016-04-16
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27
中国塑料(2015年7期)2015-10-14
新疆钢铁(2015年3期)2015-02-20