外啮合柱塞式生物质颗粒燃料成型机的设计
2017-01-06 01:47:41俞国胜陈忠加袁湘月
林业机械与木工设备 2017年1期
金 实, 俞国胜, 陈忠加, 袁湘月, 丰 超
(北京林业大学工学院,北京 100083)
研究与设计
外啮合柱塞式生物质颗粒燃料成型机的设计
金 实, 俞国胜*, 陈忠加, 袁湘月, 丰 超
(北京林业大学工学院,北京 100083)
结合活塞冲压式和模辊碾压式成型机连续出料及结构紧凑等优点,设计出一种外啮合柱塞式生物质颗粒燃料成型机。该成型机由电机驱动,动力经齿轮传输到压辊和环模上,通过压辊和环模的啮合运动使压辊柱塞销做类活塞运动将松散物料压入到环模成型孔中。松散物料经过持续的压缩运动并在摩擦力、侧向压力、颗粒间结合力等综合作用下最终被挤出成型孔形成颗粒燃料。介绍了外啮合柱塞式生物质颗粒燃料成型机的结构,分析了该机成型孔中物料的受力情况,并对压辊柱塞销进行了压杆稳定校核。这种外啮合柱塞式生物质颗粒燃料成型机是对生物质成型技术的一种新探索。
外啮合;生物质;柱塞销;稳定校核
1 生物质颗粒燃料成型机的发展
生物质颗粒燃料成型机的研究可以追溯到20世纪30年代,通过80多年的研究发展,其大致可以分为螺旋挤压式成型机、活塞冲压式成型机和模辊碾压式成型机三种[1-4]。
螺旋挤压式成型机存在螺杆等关键成型部件磨损严重且单位能耗高等缺陷;活塞冲压式成型机明显改善了成型部件磨损严重的问题,但缺点是不能连续出料,生产率低;模辊碾压式成型机具有结构紧凑、能连续出料、生产效率高、应用广泛等优点,但成型能耗也相应较高。
北京林业大学承担“十二五”科技支撑项目研制出一种柱塞式压辊环模生物质颗粒燃料成型机,其结合了活塞挤压和环模碾压成型的方式,将普通碾压式压辊设计成柱塞式压辊,通过齿轮啮合使柱塞式压辊上的柱塞始终与环模上的成型孔对正运动,避免了非成型区域压辊、环模和物料间的挤压和摩擦,其成型能耗只有传统环模成型机的50%,同时成型模具的受力状况也得到了有效缓解,减少了磨损,增加了使用寿命。
内啮合柱塞式生物质颗粒燃料成型机的柱塞压辊在环模内与环模同向旋转,并依赖齿轮传动保障压辊上的柱塞与环模孔对正挤压,工作原理如图1所示,这样不断的啮合运动可将物料在成型孔中挤压成型,然后挤出成型孔[5]。其存在的问题如下:
(1)柱塞压辊轴的安装方式为悬臂梁式,因此要求压辊轴具有足够的强度和刚度;
(2)柱塞压辊与环模的传动比不能小于2.5,否则压辊与环模轴会发生干涉;
(3)由于环模与压辊同向转动,若采用外啮合齿轮传动则必须有中间惰轮,这样会造成环模与压辊的中心距为定值(常数),使整机的径向尺寸过大。

图1 内啮合柱塞式颗粒燃料成型机构工作原理
针对柱塞压辊式内啮合颗粒成型机存在的上述问题,项目组研制、设计了外啮合柱塞压辊式生物质颗粒燃料成型机,如图2所示。其整体结构主要由机架、传动装置、成型装置组成。其中,传动装置包括减速器、主轴、大齿轮、小齿轮和从动轴;成型装置主要包括环模组件、预压辊组件和压辊组件;机架作为零部件的安装基础,起着支撑整机等十分重要的作用。整机的主要技术参数见表1。

图2 外啮合成型机整机示意图1.机架;2.环模组件;3.主轴;4.大齿轮;5.小齿轮;6.轴承座组件;7.预压辊组件;8.从动轴;9.压辊部件
表1 外啮合柱塞式生物质颗粒燃料成型机主要设计参数

技术参数设计值技术参数设计值外形尺寸/mm1040×840×900成型模具内径/mm8主机功率/kW75成型模具长径比525[6]环模外径/mm450齿轮传动比2∶1
2 外啮合柱塞压辊式生物质颗粒燃料成型机的构造与工作原理
2.1 传动方案
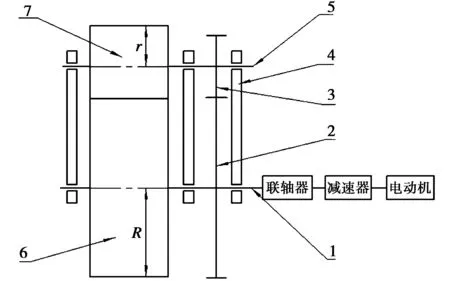
图3 外啮合生物质成型机传动方案简图1.主动轴;2.主动齿轮Z1;3.从动齿轮Z2;4.机架;5.从动轴;6.;环模;7.压辊
2.2 工作原理
同柱塞压辊式内啮合颗粒成型机的工作原理类似,压辊部件和环模部件通过轴上齿轮的啮合关系,可使柱塞销和环模上的对应成型孔旋转时依次对正啮合。连续工作的过程相当于很多个微型机械驱动活塞挤压式成型机交替循环工作,如图4所示。与内啮合成型机相比,外啮合生物质成型机去除了惰轮,可以更灵活地设计啮合齿轮的尺寸,同时各部件的双端支撑可使机构的强度更高、安装更方便。

图4 外啮合柱塞式生物质颗粒燃料成型机工作原理1.环模部件;2.预压辊部件;3.压辊部件;4.压辊啮合圆;5.成型柱塞销;6.环模体成型孔
成型仓中的松散物料由于重力和摩擦力的作用,随着环模体的表面做旋转运动。在通过预压辊部件时,松散物料被压入到环模成型孔中。当被预压过的物料经过压辊部件和环模部件的啮合部位时,成型柱塞销的活塞挤压式运动将物料压入到成型孔中。成型孔中的物料在成型柱塞挤压力、模具挤压力和摩擦力、颗粒间的结合力等几种力的综合作用下致密成型。
随着旋转的不断进行,松散物料被持续挤压及致密成型,被挤出成型孔后,由于离心力的作用柱状生物质颗粒将被抛离环模体。
3 关键零部件设计
3.1 机架部件
机架部件是整体结构的框架,主要起支撑作用。成型部件在压缩物料过程中受到的压力将传到机架上,因此机架要有足够的强度和刚度;同时还要考虑传动部件、成型部件和轴承座组件的安装方便。机架部件示意图如图5所示。

图5 机架部件示意图1.成型仓;2.中隔板;3.传动仓
机架被中隔板分隔为成型仓和传动仓两部分,同时采用密封隔套和密封圈来防止成型仓中的松散物料进入到传动仓中而影响齿轮组的传动。
成型仓与传动仓中的部件主要由传动轴连接,所以在安装时要考虑两边轴承座的同轴度,以便安装完成的压辊部件和环模部件能够正确配合;同时压辊部件的柱塞销与环模上的成型孔要有合适的间隙,以便在工作过程中能够避免两者间的摩擦损耗。
3.2 成型部件
3.2.1 预压辊部件
预压辊结构如图6(a)所示,压缩弹簧的预紧力能够使预压辊轴面贴在环模上工作,将松散物料压入环模上的环形沟槽和成型孔中,以便使成型柱塞销能获取更多的物料到环模成型孔中,提高成型机的工作效率。
3.2.2 压辊部件
由于压辊部件中的成型柱塞销属易磨损零件,所以将整个压辊部件设计成易于拆装的两个部分(压辊体和成型柱塞销),如图6(b)所示,把成型柱塞销嵌入到压辊体中。工作时只有成型柱塞销与物料接触,而压辊体与物料和环模不接触,从而可大大减少工作能耗和磨损。柱塞销的端面为凹形锥面,能更好地获取物料。

图6 成型部件示意图
3.2.3 环模部件
模辊碾压式成型机模具成型孔一般分直孔、锥孔和曲线形孔三种[7],本结构中选为直孔,环模体外圈有跟成型孔同周向阵列的沟槽,如图6(c)所示。其主要功能是通过预压辊的作用将松散物料压入其中,起到堆集物料的作用,以方便柱塞销更好地将松散物料压入成型孔中,提高生产效率,同时避免对每个成型孔都加工锥孔,简化加工工艺。
根据宋晓文的研究成果,生物质原料的开模成型模具有长径比要求,本设计取长径比为5.25。
4 环模成型孔中颗粒受力分析及柱塞销校核
4.1 成型颗粒受力分析
成型颗粒旋转到不同位置时其受力不同,如图7(a)所示。其中离心力Ft=mω2R,ω为环模匀速转动角速度;R为成型颗粒的重心与环模旋转轴心的距离;颗粒重力G=mg;FN为环模给成型颗粒的径向压力;FS为成型颗粒与成型孔之间的摩擦力;FT为压辊将松散物料压入环模成型孔时的主动力,在FT的作用下,成型孔中的物料向出口处运动;δ角为成型柱塞销与配对啮合的成型孔同轴时成型孔轴线与竖直方向的夹角,此位置为柱塞销的最佳啮合位置,此时的FT最大,且压入成型孔中的物料最多,当柱塞销进入到啮合部位时,柱塞销受到的压强变化如图8所示。
建立θ∈[0,π]时的Ont动坐标系,则t方向有:

图7 成型颗粒在旋转中的受力分析 1.初次压入成型孔中的物料;2.成型孔中已有的物料

图8 成型柱塞销顶端的压强变化x轴为柱塞销顶端进入啮合部的位置;y轴为柱塞销顶端受到的压强;1.实际变化曲线;2.线性简化曲线
在位置1和位置2处,存在成型柱塞销对成型颗粒施加的力FT,则t方向有:
F=FT-Fs1-Ft-Gcosθ
式中:FT=P×S;Fs1=πDfεPX1,D为柱塞销直径,f为物料与环模成型孔之间的摩擦系数,ε为侧压系数,P为柱塞销对成型孔中物料的最大压强,X1为柱塞体进入到啮合部位时的最大长度。
在位置3处,θ=0,FT=0,则t方向有:
F=Fs2-Ft-G
松散物料从成型孔入口处被挤进去且在出口处被挤出,要求在位置1和位置2处满足F>0,松散物料在持续挤入力的作用下被压缩致密成型且被挤出成型孔。在位置3处,要求进料口处初次被压入的物料在摩擦力和粒子间结合力的作用下不被离心力和重力的合力甩出,其出料口处的物料受力分析如图7(b)所示,则有:
F2=FL+Fs-Ft1-G1
其中要求F2≥0,FL为粒子间的结合力;Fs为摩擦力;Ft1为此颗粒的离心力,Ft1=m1ω2R;G1=m1g,m1为进料口处初次被压入成型孔的成型物料质量。
粒子间的结合力分以下5种方式[8-9]:①固体粒子间引力;②可自由流动液体产生的界面张力和毛细管力;③不可流动液体产生的黏结力;④粒子间固体桥力;⑤粒子间的机械镶嵌力。
摩擦系数、颗粒度、含水率、成型压力和环模的角速度对成型效果和生产效率均有较大的影响,需要通过实验来验证这些参数。
本设计主要通过布置两个预压辊和压辊部件来减少离心力对成型效果的影响。
4.2 成型柱塞销稳定校核
成型柱塞销的固定方式为悬臂梁式,如图9所示,其在工作过程中受到压缩物料对其产生的较大反作用力,因此必须对其进行校核。由成型机的工作原理可知,当成型柱塞销在接触到环模体沟槽中的物料时才会受力,当柱塞销进入到啮合部位最深位置时柱塞销所受的压力达到最大值,如图8所示。取受力最大处P=92.6 MPa时为研究对象[10],对成型柱塞销做压杆稳定校核。
成型柱塞销由45钢制造,其材料参数为δs=350 MPa,δp=280 MPa,E=210 GPa。柱塞销长度L=15 mm,直径d=7.5 mm。柱塞销为一端固定,另一端自由的压杆,取μ=2。
由λ<λ1可知,不能用欧拉公式计算临界压力。
又
其中a=461MPa,b=2.568MPa,由直线公式的常数表中查得[11]。
λ<λ2,不能使用直线公式来计算临界压力。

图9 成型柱塞销固定示意图1.压辊体外环;2.成型柱塞销

由以上的压杆稳定计算来看,成型柱塞销在受压时不会出现失稳,只会出现由于压应力达到屈服极限时而引起的破坏。根据计算结果,在保证压辊体与环模体啮合圆不变,以及压辊体整体强度满足系统成型要求的情况下,可以减小压辊体外环和内环的尺寸,相应地加长成型柱塞销,以减少压辊体整体质量和成本。
5 结论
外啮合柱塞式生物质颗粒燃料成型机结合了活塞挤压式成型机和模辊碾压式成型机的优点,拓宽了成型机的设计思路。
离心力的存在对颗粒压缩成型起负面效应,所以存在一个可以得到最佳生产率的角速度ω,但需要更多的理论分析和实验来验证ω的具体数值。
通过对成型柱塞销的稳定分析可知,可以对压辊体的结构进行改进。在后续的分析中可以对整机进行参数化设计和有限元分析,对其进行优化设计和模块化设计,以促进今后的产业化发展。希望通过更多的理论分析和实验,来完善外啮合成型机的成型机理和系统的最佳成型条件。
[1] 尹玉婷.生物质成型影响因素及对辊式成型机设计研究[D].沈阳:东北大学,2011:8-12.
[2] 李美华,俞国胜.生物质成型技术研究现状[J].木材加工机械,2005(2):36-40.
[3] 宗煜翔,万芳新,蒲军,等.生物质制粒成型机理的研究现状[J].林业机械与木工设备,2016,44(7):4-6+11.
[4] 何继龙,朱典想.新型生物质块状燃料常温成型机的设计[J].林产工业,2010(5):47-49.
[5] 袁大龙.生物质常温柱塞式环模颗粒成型机研究及设计[D].北京:北京林业大学,2014:22-24.
[6] 宋晓文.生物质常温对辊式成型机成型参数的研究[D].北京:北京林业大学,2012:9-12.
[7] 谷志新.生物质致密成型过程模孔力学及参数优化研究[D].哈尔滨:东北林业大学,2012.
[8] 回彩娟.生物质燃料常温高压致密成型技术及成型机理研究[D].北京:北京林业大学,2006:66-67.
[9] 冯莉,李天舒,徐凯宏.生物质燃料粉碎成型机螺旋运输装置设计[J].森林工程,2015,31(3):101-105.
[10] 陈忠加,俞国胜,王青宇,等.柱塞式平模生物质成型机设计与试验[J].农业工程学报,2015,31(19):31-38.
[11] 刘鸿文.简明材料力学[M].北京:高等教育出版社,2008:236-239.
(责任编辑 张雅芳)
Design of External Meshed Plunger-type Biomass Pellet Molding Equipment
JIN Shi, YU Guo-sheng*, CHEN Zhong-jia, YUAN Xiang-yue, FENG Chao
(School of Technology,Beijing Forestry University,Beijing 100083,China)
Coupled with the advantages of continuous discharge and compact structure of piston extruder machines and die and roller briquette machines,external meshed biomass pellet fuel molding equipment is designed.The machine is driven by electromotor,with loose material pressed into the forming hole by the engaging movement between the plunger-ram and ring die when the power is transmitted to modeling parts though the gear system.Under the comprehensive action-the friction,the lateral pressure and boned force in the particle,the material is compressed to biomass pellet.This paper introduces the construction of the machine in detail.The force of the material in the forming hole is analyzed,and the stability of the plunger-ram is checked.The biomass pellet fuel maker with external meshing is a new exploration to the biomass molding technology.
external meshing;biomass;plunger-ram;stabilization checking
2016-08-28
低能耗生物质成型及分布式清洁供热技术集成与示范项目(Z161100001316003)
金 实(1987-),男,硕士研究生,研究方向为机械设计及理论,E-mail:284789128@qq.com。
*通讯作者:俞国胜(1956-),男,教授,博士生导师,主要从事林木生物质能加工利用装备和机械造林防治荒漠化等方面的研究,E-mail:sgyzh@bjfu.edu.cn。
TS642;S216
A
2095-2953(2017)01-0012-05
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
娃娃乐园·综合智能(2020年6期)2020-06-29 09:18:00
林业机械与木工设备(2020年2期)2020-03-13 05:49:04
新疆农机化(2019年1期)2019-05-09 06:44:24
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
文学港(2017年11期)2017-12-06 22:08:37
科技资讯(2016年20期)2016-05-30 02:00:15
橡胶工业(2016年11期)2016-02-24 00:22:16
初中生学习·低(2013年8期)2013-04-29 00:44:03