动车组设备舱螺丝座检修技术介绍
2016-12-28 14:36王双华许士军
中国科技纵横 2016年20期
关键词:动车组
王双华++许士军
【摘 要】在动车组检修过程中,动车组设备舱所用裙、底板螺丝座经常出现滑丝现象,造成裙板底板无法正常安装,给车辆日常检修维护带来不便。为解决该问题,本文介绍分析了螺丝座的滑丝原因并制定相应处置措施,为动车组的安全运营提供一定保障。从安装结构及检修工艺等方面进行了综合分析,并列举切实可行的处理方法。
【关键词】动车组 设备舱 螺丝座
1 引言
自动车组运营以来,动车组频繁出现设备舱裙、底板螺丝座滑丝后不方便更换的情况,影响了车辆正常运行。通过统计相关信息,发生滑丝的螺丝座主要集中在空调、牵引变流器、牵引变压器排风裙板,以及换气装置、空调、制动处底板等,均为运用修中裙、底板拆卸频率较高位置。在动车组检修时需对此问题进行改善,以保证螺丝座运用状态良好。
2 设备舱螺丝座结构
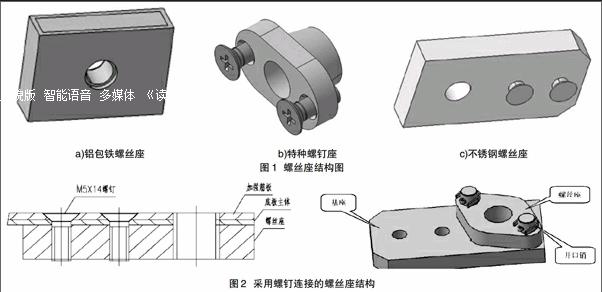
动车组设备舱使用的螺丝座结构中分为三类:一是铝包铁螺丝座(焊接,图a),二是特种螺钉座(螺钉连接,图b),三是不锈钢螺丝座(铆接,图c),见图1所示。
铝包铁螺丝座属于铝包铁复合型材,通过焊接的形式与车体连接,解决了钢与铝不能直接进行焊接问题,便于零部件的安装;特种螺钉座与主结构通过两个螺钉连接。若滑丝易更换,操作简单,但设计结构必须保证操作空间;不锈钢螺丝座与主结构通过两个铆钉连接,主要用于设备舱底板上,若滑丝,拆除铆钉重新铆接,操作复杂不易更换。
螺丝座滑丝部位位于裙板处,其典型结构主要有两种,与裙板(如辅助电源及牵引变流器进风侧处)连接的车体上边梁内侧采用特种螺钉座;设备舱骨架边梁内侧焊接铝包铁螺丝座。在底板相应部位铆接不锈钢螺丝座,车辆在运用修中,制动装置、空调、换气装置附近底板拆卸频率较高,同时也是螺丝座常滑丝部位。
3 螺纹损坏原因分析
根据螺丝座滑丝常发生部位得出,螺丝座滑丝与拆装频率有着直接的关系。对于经常拆卸的裙、底板,在实际运用过程中螺丝座滑丝主要是由非正常安装因素造成,其中主要有以下几点原因:(1)倾斜安装。螺栓与螺丝座倾斜安装之后采用扳手紧固机强行紧固,造成螺纹不可修复性损伤。(2)安装时眼孔错位。主要发生在裙板部位,由于裙板变形以及设备舱安装公差过大导致在裙板安装时眼孔错位。(3)撬棍损伤。采用撬棍等工具时,未加防护即将撬棍尖部放置在螺丝孔处进行撬拉作业,导致螺纹损坏。
4 优化方案
4.1 裙板螺丝座运用
针对目前动车组检修过程中存在的设备舱安装用螺丝座滑丝现象,为解决裙板安装用车体下边梁内侧铝包铁螺丝座难以拆除、不易更换的问题,可以采用加装修复螺套的方案进行处理。这种方式适用于CRH2及380A(L)车型。将车体边梁及铝包铁螺丝座扩钻通孔,从车体边梁内侧安装修复螺钉座,修复螺套材质为Q235A,用两个螺钉紧固。此种方式螺栓规格与更换前相同,不需更换螺栓长度。
(1)适用位置:车体下边梁裙板安装用螺丝座(空调、牵引变流器、辅助电源装置排风裙板位置需拆卸设备风道)。(2)安装方法。首先需对车体内线槽上方进行防护,防止施工人员造成铝屑的进入。使用气钻扩孔,对车体边梁及铝包铁螺丝座进行扩通孔。气钻定位、配钻螺钉安装眼孔,使用钻头进行沉孔。钻孔过程中需要保证钻孔垂直度。安装修复螺套从车体边梁内侧安装修复螺套,用十字槽螺钉刀将2个螺钉紧固,螺钉安装时需涂螺纹锁固剂。安装完后需在异种金属与铝接触面涂打铬酸锌底漆,最后采用波士胶进行密封处理,并清理施工过程中产生的铝屑。
4.2 特种螺钉座运用
为减少动车组事故,降低百万公里故障率,对于检修车辆结合五级修将既有动车组车体下边梁焊接铝包铁螺丝座全部更换为特种螺钉座,将车体下边梁上的焊接铝包铁螺丝座打磨去除。在安装特种螺钉座时,需在安装面涂打铬酸锌底漆。为方便特种螺钉座滑丝后更换新品,对于无设备及设备风道遮挡部位,出现螺丝座滑丝问题,可绕过车下线槽进行更换。对于有设备及设备风道遮挡等不便更换位置处,车体下边梁需开缺口。
4.3 底板螺丝座运用
在运用修中底板螺丝座采用热铆方式固定,将原螺丝座去除,更换为螺钉连接的螺丝座,图2(左)所示。在高级修中对于经常滑丝部位(空调、换气装置、制动装置处)底板,既有车结合四、五级修将底板热铆螺丝座更换为可方便更换的螺丝座,由基座、螺丝座、开口销组成,见图2(右)所示。
5 结语
本文针对高速动车组设备舱螺丝座在运营过程中出现的滑丝问题进行了分析介绍,从安装结构及检修工艺等方面进行了综合分析,并列举切实可行的处理方法。由于使用环境的不同,在检修过程中需要在实际操作中逐步完善检修方法,从而不断提高动车组高级修时故障处理效率,确保螺丝座运用状态良好。
参考文献:
[1]杜秋男,李瑞淳.高速动车组裙板设计研究[J].铁道车辆,2008,46(6):16-17.
[2]苏红远,赵双敬,张建辉,刘东军.高速动车组设备舱支架开裂故障分析[J].机车车辆工艺,2012,(5):41-42.
猜你喜欢
铁道通信信号(2020年4期)2020-09-21
海峡姐妹(2020年2期)2020-03-03
伙伴(2020年1期)2020-02-14
铁道通信信号(2018年11期)2019-01-19
铁道通信信号(2018年7期)2018-08-29
减速顶与调速技术(2018年3期)2018-08-27
石家庄铁路职业技术学院学报(2018年1期)2018-05-09
制造技术与机床(2017年12期)2017-02-02
山东工业技术(2016年15期)2016-12-01
铁道通信信号(2016年11期)2016-06-01