单晶铸件凝固过程工艺优化的数值模拟
2016-12-28 07:13卢玉章徐正国
材料工程 2016年11期
卢玉章,申 健,郑 伟,徐正国,张 功,谢 光
(中国科学院金属研究所,沈阳 110016)
单晶铸件凝固过程工艺优化的数值模拟
卢玉章,申 健,郑 伟,徐正国,张 功,谢 光
(中国科学院金属研究所,沈阳 110016)
采用ProCAST软件系统研究了LMC(Liquid Metal Cooling)以及HRS(High Rate Solidification)工艺下,不同工艺参数对单晶铸件凝固过程中纵向温度梯度、温度梯度角、凝固界面位置的影响。结果表明:HRS工艺受型壳厚度影响很小,型壳表面的辐射散热是HRS工艺的主要影响因素,型壳的导热或者型壳和合金之间的换热是LMC工艺的主要影响因素;提高保温炉温度有利于提高纵向温度梯度;拉速是影响定向凝固最重要的参数,随拉速的增加,单晶铸件的纵向温度梯度先增大后减小,因此,制备不同合金铸件时应当采用不同的拉速;不同浇注温度时,经过10min的静置时间后,单晶铸件的初始温度分布趋于一致,对后续凝固过程影响很小。提出了以纵向温度梯度G∥、温度梯度角θ以及凝固界面位置Rp考察定向凝固工艺参数优劣的标准,纵向温度梯度、温度梯度角、凝固界面位置是评价定向凝固参数优劣的有效手段。
定向凝固;工艺优化;数值模拟
目前国内广泛使用的定向凝固技术是比较成熟的高速凝固法(High Rate Solidification,HRS)[1],如图1(a)所示,这种工艺在凝固初期热量主要是通过水冷结晶器的热传导和铸件向炉体的辐射散失,随着铸件的不断凝固,通过结晶器散失的热量逐渐减少,温度梯度不断降低,铸件中会出现缩孔、斑点、小角度晶界、断晶、杂晶等缺陷[2]。为了保持温度梯度需要降低抽拉速率,而降低抽拉速率会带来其他问题,例如:生产效率降低,钢液与型壳反应加剧,型芯变形等问题[3]。
近年来国外对液态金属冷却法(Liquid Metal Cooling,LMC)制备定向以及单晶铸件进行了深入的研究,并且在一些发达国家已经获得了应用。先进的LMC工艺是将熔化的合金浇铸到在保温炉中预热的铸型中,铸型放置在结晶器上,铸型以一定的速率逐渐拉出保温炉的同时,拉入低熔点液态金属熔池,如图1(b)所示。传热方式以液态金属的传导以及对流为主,

图1 两种定向凝固工艺 (a)高速凝固法;(b)液态金属冷却法
温度梯度和冷却速率远远大于HRS法,铸型尺寸增大时,其温度梯度基本保持不变。与传统的HRS工艺相比,生产效率显著提高,材料的宏观组织在整个长度范围内比较均匀,微观组织偏析小[4]。
这两种工艺中,影响凝固过程的因素非常多,对LMC工艺来说,凝固参数之间的交互作用更加复杂,传统的试错法优化铸件定向凝固工艺周期长、成本高,而利用数值模拟可以明显缩短实验周期、降低实验成本。
国内对于HRS工艺的数值模拟工作开展得比较多,对LMC工艺的数值模拟则比较少,近年来,国外对LMC工艺进行了大量的研究工作。但是针对两种工艺的数值模拟工作主要集中在拉速对总的温度梯度G、冷却速率C以及杂晶、再结晶的影响方面[5],缺乏对其他工艺参数的系统研究,如保温炉温度、浇注温度、型壳厚度、铸件尺寸、合金成分等。Kermanpur等[6]使用有限元软件ProCAST建立了三维模型,对叶片定向凝固过程中的温度分布进行了计算,并且使用元胞自动机方法对凝固后的晶粒取向进行了预测;Elliott等[7]使用模拟的方法分析了LMC工艺中凝固参数对温度梯度的影响,结果表明铸件与模壳之间的传热系数是LMC工艺最敏感的参数;Brundidge等[8]研究表明LMC工艺下抽拉速率可以达到HRS的3倍,
并且一次枝晶间距细化50%左右,该团队还研究了LMC工艺下单晶试棒以及单晶模拟件凝固过程各种凝固参数,结果表明LMC工艺可以有效地细化树枝晶,对制备大尺寸单晶铸件有明显优势[9];唐宁等[10]研究了不同工艺下不同拉速对单晶叶片凝固杂晶以及二次枝晶的影响。
因此,本工作通过以纵向温度梯度、温度梯度角以及固液界面位置为新标准考察定向凝固过程工艺参数,系统研究了工艺参数对两种不同工艺下单晶铸件定向凝固过程的影响,为优化定向凝固过程工艺参数提供了理论指导。
1 计算模拟条件
本工作采用前期工作[11,12]中的计算模型,已经通过实验与模拟结果的对比证实了该模型的普适性。计算采用的铸件形状为圆柱形单晶试棒,模组为顶注方式。按表1中的工艺条件,考察保温炉温度、浇注温度、型壳厚度、抽拉速率、试棒尺寸以及合金成分对凝固过程的影响。计算了3种不同合金成分对凝固过程的影响,其中DD26以及DD13为第一代单晶高温合金,DD33为第三代单晶高温合金,各合金的热物理参数如表2所示。
表1 计算所用的工艺参数
Table 1 Process parameters used in simulation

VHRS/(mm·min-1)VLMC/(mm·min-1)Tmh/℃Tp/℃NbTs/mmDbar/mmTb/mm1-106-211480-16001480-154064-1010-10025
VHRS: HRS withdrawal rate;VLMC:LMC withdrawal rate;Tmh: Mold-heater temperature,Tp:Pour temperature;Nb:Number of bars per cluster;Ts:Shell thickness;Dbar:Bar thickness;Tb:Floating baffle thickness
表2 计算所用合金的热物理参数
Table 2 Thermal-physical properties of superalloys used in simulation

AlloyLiquidus/℃Solidus/℃Meltingrange/℃Heatcapacity/(kJ·kg-1·℃-1)Thermalconductivity/(W·m-1·℃-1)DD1313681300680.49-0.6516-33DD2613971316810.52-0.5819-40DD3314081357510.48-0.7420-46
2 模拟结果与讨论
在定向凝固过程中,当凝固界面弯曲时,以经典理论中总的温度梯度G并不能准确的评价工艺参数的优劣,此时温度梯度分为横向G⊥以及纵向G∥温度梯度(定义温度梯度角θ=arctan(G⊥/G∥)),如图2(a)所示。横向温度梯度的存在对定向凝固过程不利,制定定向凝固工艺时应当尽量减小横向温度梯度。 因而以纵向温度梯度、温度梯度角考察工艺参数更加合理。本工作还考察了凝固界面位置与挡板位置的关系(Relative position),对LMC工艺来说就是凝固界面位置相对于动态隔板上沿的距离,对HRS工艺来说是凝固界面相对于固定隔板上沿的距离,如图2(b)所示,当凝固界面位于挡板上沿时,两者之间的距离为正值,反之为负值。选取试棒1/2高度处边缘以及中心附近的两个点为考察对象,如图2(b)中圆点所示。试棒中心点处,数值模拟与实验测量的温度变化的结果如图3所示,可以看出两者吻合良好。

图2 横纵向温度梯度及温度梯度角(a)和凝固界面与动态挡板以及固定挡板的相对位置关系(b)
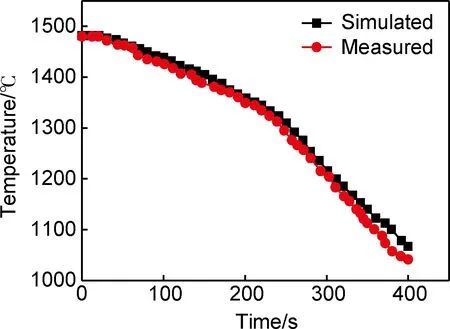
图3 模拟计算与实验测量的温度变化对比
计算的LMC以及HRS工艺下,凝固过程中纵向温度梯度、凝固速率、冷却速率和温度梯度角等的分布结果如图4所示。
由图4可以看出当凝固界面到达单晶试棒1/2高度时(此时凝固基本达到稳态),HRS工艺下纵向温度梯度、冷却速率分别为26℃/cm,0.15℃/s,相同组合方式时LMC工艺下纵向温度梯度、冷却速率分别为102℃/cm,2.1℃/s, 为HRS工艺下的4倍以及14倍;LMC工艺采用了更高的抽拉速率,凝固速率为HRS工艺的3倍;由于液态金属锡对型壳的横向散热,LMC工艺下的温度梯度角较HRS工艺增加了50%。另外, LMC工艺下铸件的冷却主要依靠液态金属锡的热传导,当铸件浸入液态锡之后,铸件四周散热均匀,因而试棒凝固过程的纵向温度梯度等呈轴对称分布;HRS工艺下,当铸件从保温炉抽拉至水冷套内时,铸件外部靠近水冷套部分的散热情况不同于铸件内部背对水冷套部分,并且铸件之间互相产生热辐射,散热受到限制,因而试棒凝固过程的纵向温度梯度等并不均匀,呈非轴对称分布。这与杨亮等计算得到的倾斜的凝固界面类似[5]。
2.1 保温炉温度对凝固过程的影响
计算了保温炉温度(1480~1600℃)对LMC以及HRS工艺下凝固过程的影响,如图5所示。由计算结果可以看出,随着保温炉温度的增加,纵向温度梯度增加,凝固界面位置降低,并且HRS工艺下凝固界面的位置受保温炉温度变化的影响更大,LMC工艺受保温炉温度的影响相对较小。两种工艺下,温度梯度角θ随保温炉温度的变化都很小。可见,提高保温炉温度可以提高纵向温度梯度,不会对温度梯度角产生显著影响。但是,仅仅通过提高保温炉温度来获得高的温度梯度会带来一系列的弊端,如型壳与合金的反应,型壳的强度,制备空心叶片时,陶瓷型芯的强度等,因此在制定定向凝固工艺时应当充分考虑保温炉温度对其他工艺参数带来的影响。

图4 LMC(1)和HRS(2)工艺下的纵向温度梯度(a)、凝固速率(b)、冷却速率(c)和温度梯度角(d)的计算模拟结果

图5 保温温度对纵向温度梯度(a)、凝固界面位置(b) 和温度梯度角(c)的影响
2.2 浇注温度对铸件凝固过程的影响
为了改善定向以及单晶铸件的起晶段质量和晶体取向,常通过控制浇注温度来实现工艺参数的优化。计算的不同温度浇注后,试棒中心位置点的温度随时间变化的结果如图6所示,HRS与LMC工艺下,浇注温度为1480,1520,1540℃时,静置10min后,合金的温度分别能稳定在1485℃以及1475℃(均略低于设定的保温炉温度1500℃)。因而浇注温度的变化只影响铸件起始段的凝固,对铸件后续的凝固过程产生的影响很小。这与熊继春等[13]的研究结果类似。因此,在合金浇注后应当采取适当的静置时间使合金温度达到稳定,静置时间过短合金温度未稳定,不利于定向凝固的进行;静置时间过长会增加合金与型壳的反应时间、降低型壳强度,对空心叶片的陶芯也会产生不利影响。
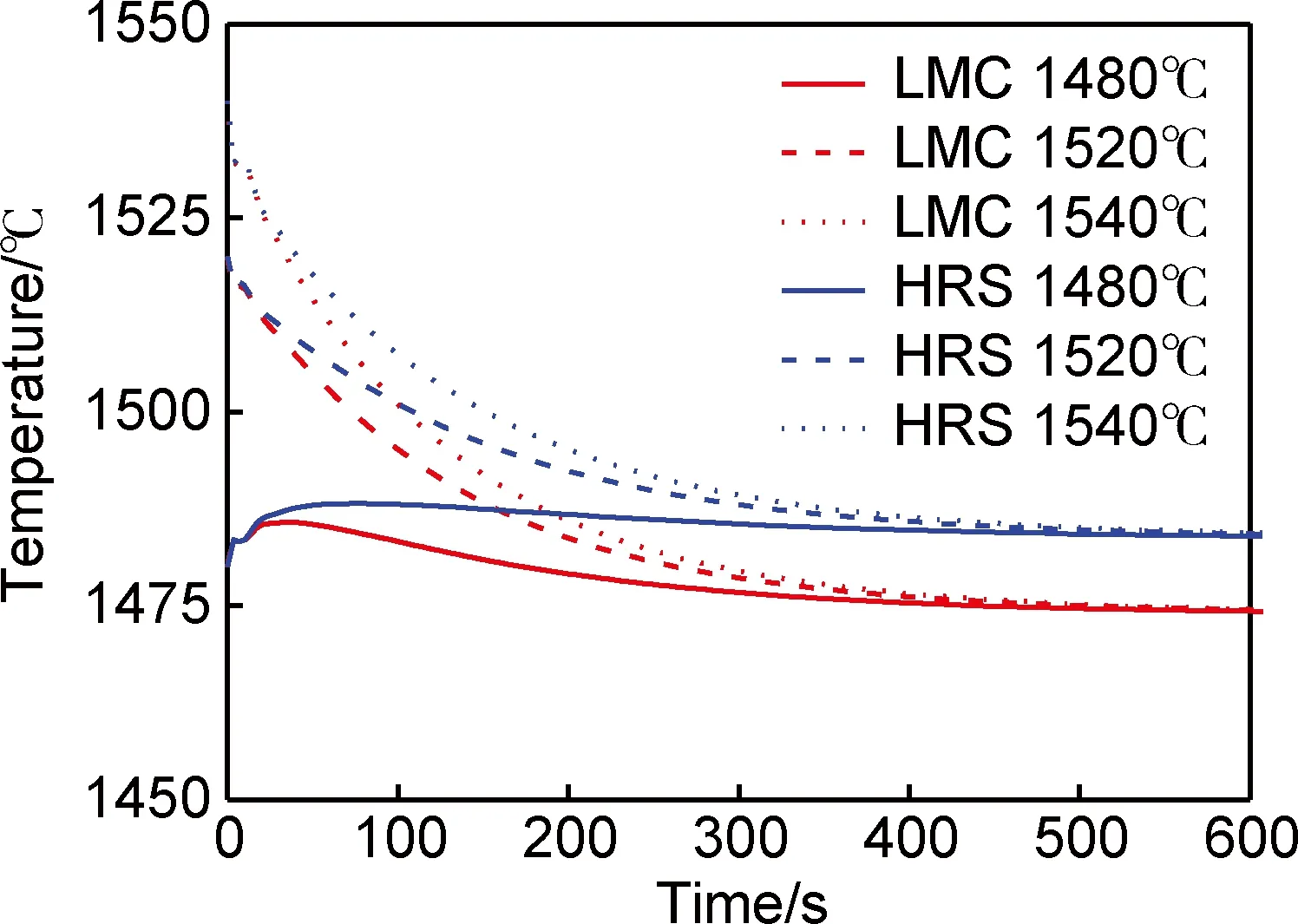
图6 浇注温度对凝固过程的影响
2.3 型壳厚度对铸件凝固过程的影响

图7 型壳厚度对纵向温度梯度(a)、 凝固界面位置(b)和温度梯度角(c)的影响
计算了不同工艺下型壳厚度对凝固过程的影响,如图7所示。可以看出HRS工艺下型壳厚度对凝固过程的影响很小,型壳厚度不是制约HRS工艺热量散失的主要因素。对于LMC工艺而言,当型壳厚度为6mm时,存在纵向温度梯度的最大值,此时温度梯度角也很小,因而对于小尺寸铸件来说,型壳厚度为6mm左右时为最佳。
定向凝固过程的传热主要分为三个过程(如图8(a)所示):合金与型壳之间的传热,型壳自身的热传导,以及型壳表面的热辐射(HRS)或者与低熔点冷却介质之间的传热(LMC)。根据斯蒂芬-玻尔兹曼定律、牛顿冷却定律以及傅里叶定律推导出热阻计算式(式(1)~(3)),计算了LMC以及HRS工艺下不同型壳厚度时上述传热过程的热阻,如图8(b),(c)所示。
R=[r2Fεσ(T+Ta)(T2+Ta2)]-1
(1)
R=[r2h2]-1
(2)
R=[ln(r2/r1)]/k
(3)
式中:r1为型壳的内径,mm;r2为型壳的外径,mm;T为型壳温度,℃;Ta为环境温度,℃;F为辐射传热角系数;ε为辐射系数;σ为斯蒂芬-玻尔兹曼常数,5.67×10-8W/(m2·K4);K为型壳热导率, W/(m·K)。
热阻值越大表明传热越困难,HRS工艺下型壳表面的热辐射阻值最大,是HRS工艺的传热瓶颈;而LMC工艺,利用低熔点冷却金属的热传导代替了型壳表面的热辐射,热阻极大下降,传热瓶颈发生了变化:当型壳厚度从4mm增加到6mm时,传热瓶颈由合金与型壳之间的传热变为型壳的导热,因而壳厚在6mm左右时存在纵向温度梯度的最大值。
2.4 合金成分对铸件凝固过程的影响
计算了LMC工艺下不同合金成分对凝固过程的影响,如图9所示,不同合金凝固过程随拉速变化的规律基本相同,随着拉速的增加,纵向温度梯度先增大后减小,不同合金获得最大纵向温度梯度时的拉速不同:DD13合金的最佳拉速为10mm/min,而DD26为13mm/min,DD33为12mm/min,此时对应的温度梯度角都<15°。因而应当根据不同的合金制定不同的抽拉速率。

图8 定向凝固中的主要传热过程 (a)、型壳厚度对HRS工艺(b)和LMC工艺(c)传热过程热阻的影响
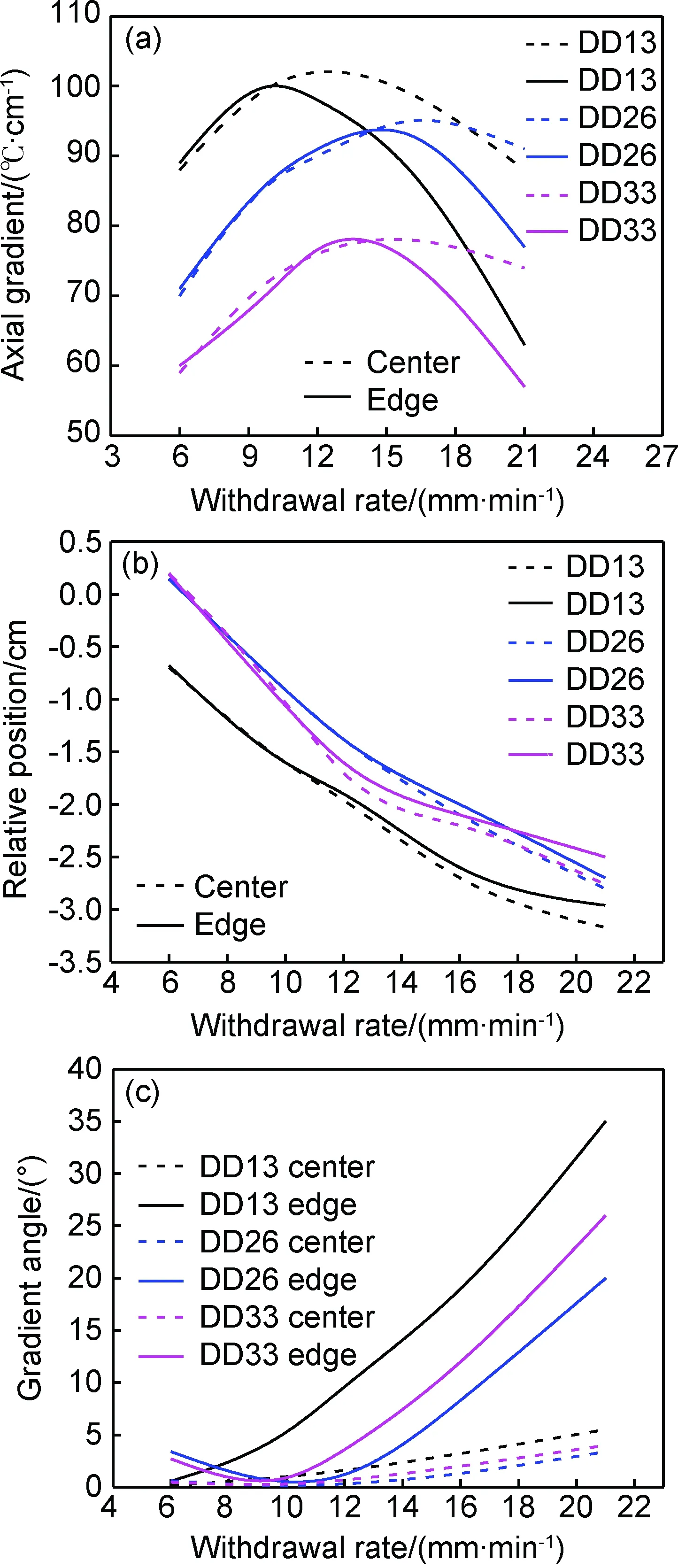
图9 不同合金时LMC工艺下拉速变化对纵向温度梯度(a)、 凝固界面位置(b)和温度梯度角(c)的影响
在定向凝固过程中液相线高的合金较液相线低的合金先凝固,凝固界面在保温炉内的位置较高,因而相同工艺条件下,液相线高的合金具有低的纵向温度梯度以及温度梯度角θ,如图9所示。对LMC工艺来说最佳拉速时凝固界面位置基本位于动态挡板上沿以下1~2cm处,如图9(b),可见最大纵向温度梯度与凝固界面位置密切相关。
2.5 铸件尺寸对凝固过程的影响
试棒直径从10~100mm之间变化时,凝固界面位置与纵向温度梯度以及温度梯度角的关系如图10所示,可以看出LMC工艺下,不同尺寸的单晶试棒获得最大纵向温度梯度时,凝固界面位置主要集中在动态挡板上沿以下1~1.5cm处,凝固界面在此位置时温度梯度角θ非常小(<15°),即横向温度梯度很小;对于HRS工艺,不同尺寸的单晶试棒获得最大纵向温度梯度时,凝固界面位置主要集中在固定挡板上沿以上1~2.5cm处,凝固界面在此位置时温度梯度角也非常小(<18°)。LMC工艺与HRS工艺相比,不同直径试棒获得最大纵向温度梯度时的位置更为集中,这主要是由于液态金属冷却工艺以低熔点金属作为冷却介质,极大地提高了冷却效果,因而最佳工艺时的凝固界面位置受试棒尺寸影响很小。
从以上结果可以看出,对于复杂形状铸件,当横截面积变化很大时,只要通过调整工艺使凝固界面位置位于如图11所示的位置时就能够获得最佳工艺状态,这对于制备复杂形状叶片具有重要的指导意义。Miller等[14]的研究结果也表明最优工艺状态与凝固界面位置密切相关。利用该结论指导复杂形状叶片制备的研究工作已经展开[15]。

图10 LMC(1)和HRS(2)工艺下的纵向温度梯度(a)以及温度梯度角(b)与凝固界面位置的关系
图11 LMC(a)以及HRS(b)工艺下,最佳工艺参数时凝固界面位置与挡板的位置关系
3 结论
(1)LMC工艺下纵向温度梯度、冷却速率、凝固速率、温度梯度角呈轴对称分布,HRS呈非对称分布。
(2)HRS工艺凝固过程受型壳厚度影响很小,型壳表面的辐射散热是HRS工艺的主要影响因素;型壳的导热或者型壳和合金之间的换热是LMC工艺的主要影响因素。
(3)不同浇注温度时,经过10min的静置时间后,单晶铸件的初始温度分布趋于一致。
(4)纵向温度梯度、温度梯度角、凝固界面位置是评价定向凝固参数优劣的有效手段。
[1] 刘林.高温合金精密铸造技术研究进展[J].铸造,2012, 61(11):1273-1285.
LIU L. The progress of investment casting of nickle-based superalloy[J]. Foundry, 2012, 61(11):1273-1285.
[2] MURRAY B T, WHEELER A A, GLICKSMAN M E.Simulation of experimentally observed dendritic growth behavior using a phase-field model[J]. Journal of Crystal Growth,1995, 154:386-400.
[3] KONTER M, THUMAANN M. Material and manufacturing of advanced industrial gas turbine component[J]. Journal of Materials Processing Technology, 2001, 117(3): 386-390.
[4] ZHANG J, LOU L H. Directional solidification assisted by liquid metal cooling[J]. Journal of Materials Science and Technology, 2007, 23: 289-300.
[5] 杨亮,李嘉荣,金海鹏,等.DD6单晶精铸薄壁试样定向凝固过程数值模拟[J].材料工程,2014,(11):15-22.
YANG L,LI J R,JIN H P, et al. Numerical simulation of directional solidification process of DD6 single crystal superalloy thin-walled specimen[J]. Journal of Materials Engineering, 2014, (11): 15-22.
[6] KERMANPUR A, VARAHRAM N, DAVAMI P, et al. Thermal and grain-structure simulation in a land-based turbine blade directionally solidified with the liquid metal cooling process[J]. Metallurgical and Materials Transactions, 2000, 31(6): 1293-1304.
[7] ELLIOTT A J,TIN S, KING W T,et a1.Directional solidification of large superalloy castings with radiation and liquid-metal cooling: a comparative assessment[J]. Metallurgical and Materials Transactions A, 2004, 35: 3221-3231.
[8] BRUNDIDGE C L, VANDRASKEK D, WANG B, et al. Structure refinement by a liquid metal cooling solidification process for single-crystal nickel-base superalloys[J]. Metallurgical and Materials Transactions A, 2012, 43(3): 965-976.
[9] BRUNDIDGE C L, MILLER J D, POLLOCK T M. Development of dendritic structure in the liquid-metal-cooled, directional-solidification process[J]. Metallurgical and Materials Transactions, 2011, 42A: 2723-2732.
[10] 唐宁,闫学伟,许庆彦,等. 基于ProCAST二次开发的叶片LMC凝固特征模拟[J]. 铸造, 2014,63(4): 347-351.
TANG N, YAN X W, XU Q Y, et al. Numerical simulation of solidification characteristics of blades by LMC based on secondary development of ProCAST[J]. Foundry, 2014, 63(4): 347-351.
[11] 卢玉章,王大伟,张健,等. 液态金属冷却法制备单晶铸件凝固过程的实验与模拟[J]. 铸造, 2009,58(3):245-248.
LU Y Z,WANG D W,ZHANG J, et al. Numerical simulation and experimental observation of single crystal castings processed by liquid metal cooling technique[J]. Foundry, 2009, 58(3): 245-248.
[12] 卢玉章,申健,张健,等.液态金属冷却法制备大尺寸定向燃机叶片凝固过程的实验与模拟[C]// 第十二届全国青年材料科学技术研讨会论文集, 南京: 中国材料研究学会,2009:1-9.
[13] 熊继春,李嘉荣,韩梅,等. 浇注温度对DD6单晶高温合金凝固组织的影响[J].材料工程,2009,(2): 43-46.
XIONG J C, LI J R,HAN M, et al. Effects of poring temperature on the solidification microstructure of single crystal superalloy DD6[J]. Journal of Materials Engineering, 2009, (2): 43-46.
[14] MILLER J D, POLLOCK T M. Process simulation for the directional solidification of a tri-crystal ring segment via the bridgman and liquid-metal-cooling processes[J]. Metallurgical and Materials Transactions, 2012, 43A: 2411-2425.
[15] 卢玉章, 席会杰,申健,等. 液态金属冷却法制备重型燃机定向结晶空心叶片凝固过程的实验与模拟[J].金属学报,2015,51(5):603-611.
LU Y Z, XI H J, SHEN J, et al. Simulation and experiment of the solidification for directionally solidified industrial gas turbine hollow blades prepared by liquid metal cooling[J]. Acta Metallurgica Sinica, 2015, 51(5): 603-611.
--------------------●
Numerical Simulation on Parameters Optimization of Single Crystal Castings Solidification Process
LU Yu-zhang,SHEN Jian,ZHENG Wei,XU Zheng-guo,ZHANG Gong,XIE Guang
(Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
A new method is proposed to evaluate the process parameters by the solid-liquid interface position, thermal gradient angle and the axial thermal gradient. The effects of the process parameters on the solid-liquid interface position, thermal gradient angle and the axial thermal gradient were simulated by ProCAST using LMC(Liquid Metal Cooling ) and HRS(High Rate Solidification) processes. The results show that HRS process is little affected by the mold thickness, the dominant heat transfer factor in HRS is radiation from the mold surface, and the dominant heat transfer factor in LMC either mold thermal conductivity or mold-metal interface heat transfer; increasing furnace temperature is beneficial to increase the axial thermal gradient; the withdrawal rate is the most important process parameter which significantly affects the thermal field during solidification, as the withdrawal rate increases, the axial thermal gradient first increases and then decreases, therefore, it is necessary to apply different withdrawal rates for different alloys. After holding 10min at different pouring temperatures, a uniform temperature is achieved, and it has slight influence on the subsequent solidification. It has been put forward that the solid-liquid interface position, thermal gradient angle and the axial thermal gradient can be utilized as a serial of efficient analysis standards for optimization of process conditions independent of casting geometry.
directional solidification; parameters optimization; numerical simulation
10.11868/j.issn.1001-4381.2016.11.001
TG132
A
1001-4381(2016)11-0001-08
国家高技术研究发展计划项目资助(2012AA03A511,2012AA03A513);国家重点基础研究发展计划项目资助(2010CB631201)
2014-11-06;
2015-05-06
卢玉章(1984-),男,博士,主要研究方向为LMC定向凝固过程工艺优化,联系地址:沈阳市沈河区文化路72号中国科学院金属研究所高温合金研究部(110016),E-mail:yzlu@imr.ac.cn
猜你喜欢
交通科技与管理(2022年18期)2022-09-18
机械工业标准化与质量(2022年3期)2022-08-12
山西建筑(2019年21期)2019-12-02
电子制作(2018年23期)2018-12-26
中国铸造装备与技术(2017年6期)2018-01-22
凿岩机械气动工具(2017年2期)2017-07-19
中国铸造装备与技术(2017年3期)2017-06-21
中国科技信息(2016年19期)2016-10-25
中国科技信息(2016年6期)2016-08-31
铁道建筑(2015年3期)2015-12-26