
基于DOE方法的机器人焊接试验设计
2016-12-27 08:18马晓丽曹力军陈秋龙周伟敏杨海澜张跃龙
实验室研究与探索 2016年1期
马晓丽, 曹力军, 陈秋龙, 周伟敏, 杨海澜, 张跃龙
(上海交通大学 材料科学与工程学院,上海 200240)
基于DOE方法的机器人焊接试验设计
马晓丽, 曹力军, 陈秋龙, 周伟敏, 杨海澜, 张跃龙
(上海交通大学 材料科学与工程学院,上海 200240)

为了更好地预测机器人焊接工艺参数与焊缝成形参数之间的关系,通过DOE方法的全因子试验设计,在机器人焊接系统上对低碳钢进行两因素三水平焊接实验,定量分析了机器人焊接工艺参数与焊缝成形参数间的关系,建立相关预测模型,将预测结果与测试结果进行了对比验证。熔深、熔宽不仅受焊接功率和焊接速度主效应的影响,还受其交互作用的影响;余高只受到焊接功率和焊接速度主效应的影响,而与交叉效应无关,且通过实验确定了熔深、熔宽和余高的预测范围。结果表明,基于DOE方法的焊接试验设计为获得性能优异的焊接接头质量提供了参考,为实现焊接过程优化设计提供了一种新方法。
焊接功率; 焊接速度; 熔宽; 熔深; 余高
0 引 言
工业焊接机器人是当今世界最引人瞩目的高新产业之一。随着先进制造技术的发展,实现焊接产品制造的自动化、柔性化与智能化已成为必然趋势。在机器人焊接工业生产中,焊缝接头质量的好坏具有重要意义[1-6]。对于各种不同的焊接方法, 评定焊缝质量的主要因素包括焊缝几何形状和力学性能等, 而几何形状又取决于各个焊接工艺参数的选定。由于焊接过程涉及的工艺参数较多, 采用传统的实验方法选择各个最佳参数所需的实验次数庞大, 极为不现实。近年来,在焊接过程中引入各种最优化方法, 通过建立相关数学模型来分析焊接参数和输出变量间关系, 预测最佳参数组合, 已成为焊接研究人员的研究热点[7-9]。DOE(Design of Experiment)方法便是得到重点应用的方法之一,此方法是以概率论和数理统计为理论基础,合理安排试验的一种方法论。通过试验设计DOE方法,设计合理的焊接工艺实验,分析焊接工艺参数与焊缝质量参数间的关系,建立相关预测模型,实现焊接过程优化设计,目前已经得到很好的实验应用[10-16]。其中全因子实验设计是最有效和直接的方法,即将所有可能的组合进行实验。本文通过试验设计DOE方法,以船用低碳钢板为研究对象,设计合理的焊接工艺实验,分析焊接工艺参数与焊缝质量参数间的关系,建立相关预测模型,实现焊接过程优化设计。
1 基于DOE的全因子试验设计方法
全因子试验设计可以对机器人焊接工艺进行优化设计并对试验结果进行科学的分析。本实验选用的是两因素三水平的九组全因子实验设计,试验设计的选择流程如图1所示。

图1 全因子试验设计流程图
确定机器人焊接试验输出结果的几个重要因素,包括焊接功率和焊接速度。对参与试验的因素及各个因素交互作用对指标的影响进行定量分析,通过分析确定改善方向并最终找出最优参数。机器人焊接参数存在交互作用,需要采用如下回归模型:
式中,b0,bi,bii,bij为回归系统的系数。
对焊接试验结果进行方差分析,定量地分析出各因素对指标的影响并确定试验误差,从统计上确定哪个因素是真正的重要因素。 最后对试验结果进行回归分析,揭示焊接参数与焊缝成形参数之间的相互关系,根据因素水平对焊缝成形参数进行预测,主要包括确定相关系数、方差分析检验,方差检验如表1所示。表中:

表1 两因素方差检验
2 试验条件及设计参数
本系统以PLC作为控制核心,包括一台弧焊机器人及相关外部设备。弧焊机器人由PLC系统编程,实现轨迹示教、再现与焊接作业等。工作时,PLC负责发出控制指令,由弧焊机器人夹持焊枪,完成焊接作业,机器人焊接实验装置如图2所示。DOE全因子试验设计及焊缝成形参数平均值(每组实验进行3次),如表2所示。其中焊丝干伸长为14 m,板厚10 mm,气体采用80%Ar+20%CO2,流量15 L/min。
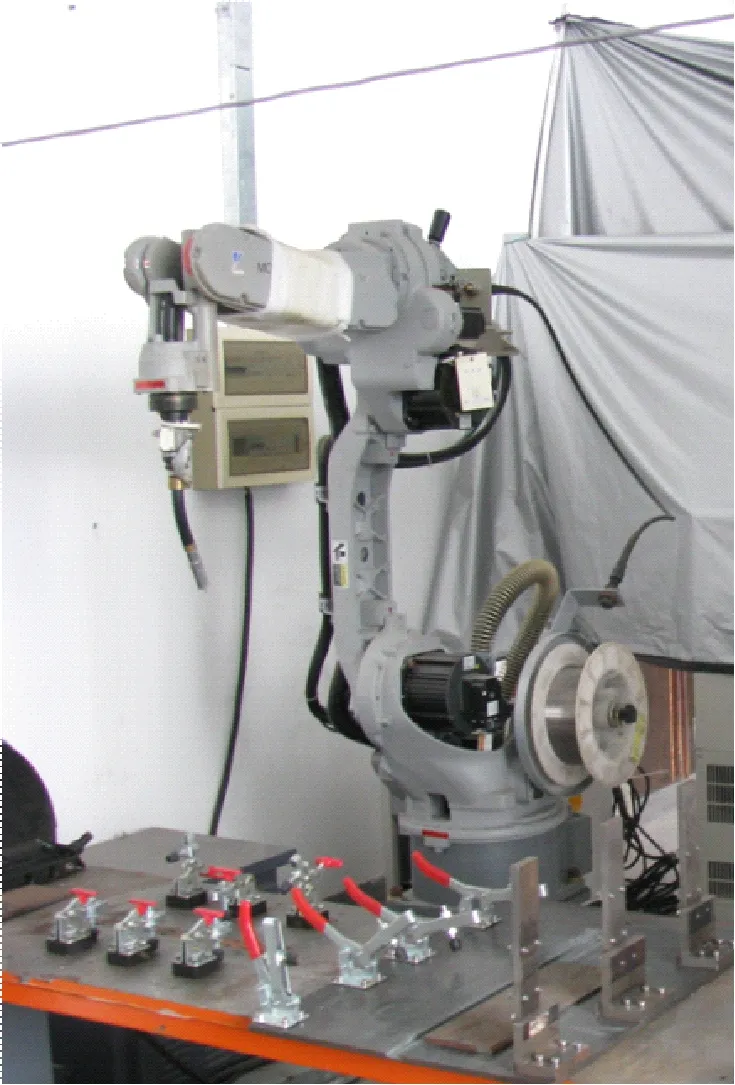
图2 机器人焊接实验系统
3 试验结果及分析
根据表1所列出的检验方法对表2的焊缝成形参数进行分析,可得到各因子对焊缝成形参数的主效应和交叉效应。方差分析如表3所示,可以看出:熔深和熔宽均受焊接功率和焊接速度主效应和交叉效应的影响,而余高仅受主效应的影响,而与交叉效应无关。通过方差分析,在置信度为95%,α=0.05时,可求出焊缝成形参数3个表达式:

表2 机器人焊接全因子试验设计和焊缝成形参数
熔深的拟合预测值
P=3.448 1+1.772X1-0.784 8X2-0.662 9X1X2
熔宽的拟合预测值
W=11.135+4.773X1-1.32X2-0.916X1X2
余高的拟合预测值
H=3.867 4+0.677 9X1-0.328 3X2
式中:P为熔深;W为熔宽;H为余高;X1为焊接功率;X2为焊接速度。
散点图表示应变量随自变量而变化的大致趋势,据此可以选择合适的函数对数据点进行拟合。本实验将连续性的输入属性视为独立变量,预测属性视为依赖变量,即X轴表示实际值,Y轴表示预测值。由图3可以看出,散点基本落在45°角线上,证明该模型较为准确。

表3 方差检验结果

图3 焊缝成形参数预测值与测量值的散点图

图4 焊缝成形参数测量值与预测上下限值的回归分析结果
机器人焊接工艺的焊缝成形参数不是固定在某一值,而是在一定的范围内变化。因此,对于机器人焊接工艺实验所得到的实验数据对焊缝成形参数的范围预测具有很大的实际意义。由图4可以看出,熔深的预测范围约为1.5 mm,熔宽的预测范围约为2.0 mm,余高的预测范围约为1.5 mm。
4 结 语
通过两因素(焊接功率和焊接速度)三水平的试验设计及统计分析建立了机器人焊接系统焊接输入参数和焊缝成形输出参数的数学关系表达式。基于DOE方法的全因子试验设计,建立了两因素三水平的工艺实验,通过交互作用分析与方差检验讨论了焊接功率与速度两个因素对焊缝成形参数的影响。熔深、熔宽不仅受焊接功率和焊接速度主效应的影响,还受到其交互作用的影响。余高只受到焊接功率和焊接速度主效应的影响,而与交叉效应无关。熔深的预测范围约为1.5 mm,而熔宽的预测范围约为2.0 mm,余高的预测范围约为1.5 mm。
[1] Ushio M, Su Gitani Y, Tanaka M. Recent development of high efficiency welding systems in Japan[J]. Journal of Lanzhou University of Technology, 2005, 30(3):25-31.
[2] 许燕玲, 林 涛. 焊接机器人应用现状与研究发展趋势[J]. 金属加工, 2010, 11(20):32-36.
[3] 王田苗, 陶 永. 服务机器人技术研究现状与发展趋势[J]. 中国科学信息科学, 2012, 30(2):1049-1066.
[4] 施春芳. 焊接机器人技术现状和发展趋势的研究[J]. 中国科技投资, 2012, 6(24):161.
[5] Namkug K, Sol H. Design of controller for mobile robot in welding process of shipbuilding engineering[J]. Journal of Computational Design and Engineering, 2014(4):243-255.
[6] 毛鹏军, 黄石生, 李 阳. 焊接机器人技术发展的回顾与展望[J]. 焊接, 2001(8):6-9.
[7] Murugan V V, Gunara J V. Effects of process parameters on angular distortion of gas metal arc welded structural steel plates[J]. Welding Journal, 2005, 84(11):165-171.
[8] Gholamreza K, Seyed E S H, Amirreza K,etal. Split tensile strength of OPC-based geopolymers: Application of DOE method in evaluating the effect of production parameters and their optimum condition[J]. Ceramics International, 2014,40(7):10945-10952.
[9] 何 桢, 潘 越, 刘子先,等. 因子试验、RSM与田口方法的比较研究[J]. 机械设计,1999,11(10):1-4.
[10] Kumara S, Xua X M, Gokhaleb R,etal. Formulation parameters of crystalline nano-suspensions on spray drying processing: A DoE approach[J]. International Journal of Pharmaceutics, 2014, 464(1) :34-35.
[11] Juang S C, Tarng Y S. Process parameters selection for optimizing the weld pool geometry in the tungsten inert gas welding of stainless steel[J]. Journal of Material Process Technology, 2002, 122:33-37.
[12] Bappa A, Arunanshu S K, Souren M,etal. Modeling of laser transmission contour welding process using FEA and DOE[J]. Optics & Laser Technology, 2012,44(5):1281-1289.
[13] 刘儒军, 周朝辉, 杜曙威. DOE在高频电流感应钎焊焊接工艺参数优化中的应用[J]. 工艺与新技术,2014,43(9):33-36.
[14] Allen T T, Richardson R W, Tagliabue D P,etal. Statistical process design for robotic GMA welding of sheet metal[J]. Welding Journal, 2002, 81(5):69-77.
[15] 刘志斌. DOE在焊接插针设备优化中的运用研究[D]. 上海:上海交通大学,2012.
Experiment Design for Robot Welding Based on DOE Method
MAXiao-li,CAOLi-jun,CHENQiu-long,ZHOUWei-min,YANGHai-lan,ZHANGYue-long
(School of Materials Science and Engineering, Shanghai Jiaotong University, Shanghai 200240, China)
In order to predict the effect of the welding parameters on the shape parameters in robot welding, full factorial experiment of DOE method was designed by two factors and three levels to quantitatively analyze the relationship between welding parameters and shape parameters. Prediction model was established to verify the results between predicting and testing. The main and interaction effect of welding power and welding speed on weld penetration and weld width, the main effect of welding power and welding speed on excess weld metal were determined, and the predict range of weld penetration, weld width and excess weld metal were identified. This new experimental method could verify the effect of welding power and welding speed on shape parameters, provide an evidence for good quality of weld joints and welding process optimization.
welding power; welding speed; weld width; weld penetration; excess weld metal
2015-03-13
马晓丽(1981-),女,辽宁海城人,工程师,现主要从事材料检测分析、实验室管理及焊接工艺及机理研究等相关工作。
Tel.:021-34202769;E-mail: mxl@sjtu.edu.cn
TG 444+.73
A
1006-7167(2016)01-0054-04
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
建材发展导向(2021年6期)2021-06-09
焊接(2020年9期)2020-12-28
金属加工(热加工)(2020年12期)2020-02-06
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
电子制作(2019年10期)2019-06-17
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
制造业自动化(2017年2期)2017-03-20
