涡流检测时改善信噪比的方法
2016-12-26 10:11:11梁鹏飞恒英姿姜大超
无损检测 2016年12期
梁鹏飞,恒英姿,姜大超
(苏州热工研究院有限公司, 苏州 215004)
涡流检测时改善信噪比的方法
梁鹏飞,恒英姿,姜大超
(苏州热工研究院有限公司, 苏州 215004)
涡流检测过程中不可避免存在着各种各样的噪声,如果噪声水平过高,则会造成现场采集的涡流信号无法满足数据分析要求,因此在数据采集和分析过程中,准确判断噪声来源并及时采取措施来消除噪声是非常重要的。介绍了涡流检测时噪声产生的几个主要原因,并配合示例给出了数据采集和分析过程中提高信噪比的方法,以为同行提供参考。
涡流检测;信噪比;数据采集;数据分析
在电信号中,噪声无处不在。涡流检测尤其是远场涡流检测的过程中,噪声的影响更不容忽视。引起噪声的原因有多种,比如环境温度的波动、工件及检测设备的制造质量以及被检位置附着的杂质等因素,所有这些来源的噪声合称为背景噪声[1-4]。如果检测过程中噪声水平较高,而缺陷信号又较为微弱时,缺陷信号就有可能被噪声信号所掩盖,从而引起缺陷漏检,影响检测结果,给设备安全带来隐患[5]。笔者对内穿式涡流检测信噪比的定义及影响因素进行了探讨,并相应提出了现场检测过程中提升信噪比的方法。
1 信噪比定义
信噪比[6](SNR或S/N)是指检测人员想要获得的缺陷信号能量与背景噪声能量之间的比值,当缺陷信号与噪声信号均是通过同一个桥电路测量得到时,其信噪比就可以通过测量得到的幅值计算得出:
(1)
式中:P为信号能量;A为信号幅值;下标signal表示缺陷信号,noise表示噪声信号。
因此信噪比越高,越有利于缺陷的检出。通常定义缺陷的最小可检出能量为2倍的噪声能量,即S/N=2。在实际检测过程中,信噪比的影响因素主要包括以下几个方面:检测设备、被检部件的清洁情况、所使用的电源、增益设置、滤波设置等。
2 数据采集期间信噪比的提升方法
在涡流检测过程中,噪声可能来源于探头、仪器或者是被检工件。比如检测现场附近有焊接作业时,电流状态会被改变,从而产生电噪声,如果能够及时确定噪声来源,则可以在检测阶段就及时消除噪声影响,保障信号质量。
作为检测信号的来源,探头当属检测设备中对信噪比影响最大的部件。探头对于信号的影响一方面取决于其制造工艺的好坏,另一方面则存在于现场使用过程中。而探头产生的噪声信号一般是探头与被检工件之间距离发生变化而产生的提离信号[7],当内穿式探头填充系数较低时,探头在被检管内易发生晃动而产生较多的提离信号。提离信号在多数涡流检测中较易与缺陷信号相区分,但如果提离信号过多过强,则也会对信号分析造成不小的困扰。比较好的解决方法是提高探头的填充系数并使用花瓣对中型探头。提高探头填充系数不但能减少探头在管材中的晃动,其本身也能够提升探头的响应灵敏度,提升信噪比作用明显。但过高的填充系数会造成探头推拔困难、降低探头通过能力并加剧探头磨损。而探头在过度磨损后,则会产生电压峰值信号等噪声,严重影响检测信号质量。一般来说,填充系数保持在85%~90%,根据换热管内部洁净程度不同,检测长度在3 000~7 000 m后就应该对探头进行更换。
如果被检管的清洁不仔细彻底,其内外壁上的附着物也会对信号造成影响,图1为疑似附着物导致的噪声示例。准确地说,只要是导电的附着物均会产生噪声,但磁导率较大的附着物,尤其是铁磁性附着物产生的噪声信号更强,对信号质量造成的影响也更强烈。对此问题的解决办法是清洁被检管,并清洁探头后进行复检。
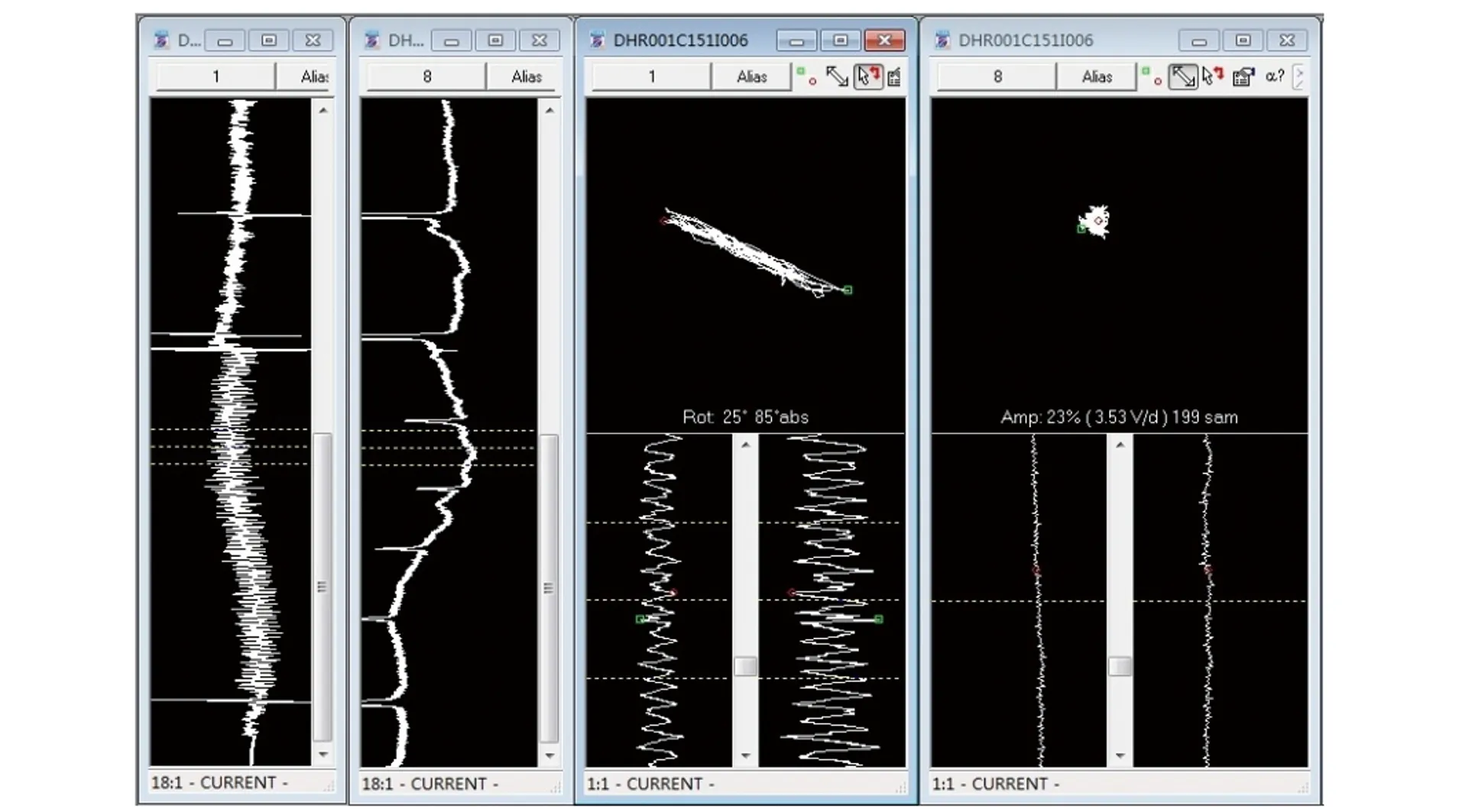
图1 涡流检测数据中疑似附着物导致的噪声示例
在检测过程中,另一个有效提高信噪比的办法是提高激励电压增益。涡流检测中,电压增益分为激励增益和接收增益。接收增益实际上是对接收到的缺陷信号和噪声信号进行同步放大,所以提高接收增益对改善信号的信噪比没有意义;不过提高接收增益会使得缺陷信号更加明显,但同时较高的噪声水平也会使分析人员在噪声信号的甄别上花费较多时间,浪费大量精力并明显降低分析效率,并且过高的接收增益有时也会导致信号饱和。
提高激励电压被证明是提高信噪比非常有效的方法,但激励电压有上限值,除了对应涡流仪本身的限制以外,过高的激励电压会导致信号饱和以及探头线圈过热,如果探头线圈长时间处于过热状态易失效损坏;尤其是远场涡流检测中,线圈匝数较多且功率较大,更易发生因激励电压过高而导致的探头损坏。很多设备为了保护探头线圈,激励电压上限一般设为10 V,很多探头的设计电压也由此而来,其实,对于常规涡流检测中的Bobbin探头来说,15 V以内的激励电压都是可以的。
在现场采集实施过程中,还应注意仪器接地良好,并做好线缆的屏蔽工作,防止仪器及线路受到电磁干扰。此外,如果有大功率设备与涡流检测仪器共用电源,也会对涡流仪器造成非常大的电噪声干扰,特别是检测人员在信号采集过程中发现信号中有大量幅值高且相同,角度具有较强规律性的噪声时,就应当怀疑电源可能受到影响,并排查所用的电源箱或上游电源箱是否接有行吊、电焊机等大功率电源设备。因此,在检测现场要重点关注交叉作业情况。
3 数据分析期间信噪比的提升方法
数据分析人员首先应该熟悉现场作业情况,了解噪声的可能来源,并采取对应的措施[8]。数据分析阶段常用的提升信噪比的方法主要有:合适的角度标定、通道复制、滤波[9-12]。
对数据进行合适的标定是取得良好信噪比的第一步。数据的标定一方面是为了对数据的状态进行统一,便于对比;另一方面就是要将缺陷信号调整到便于观察的方向上。分析人员分析时所观察的长条图,通常会调整至垂直分量方向上,这是因为标定时已将提离信号的角度置于水平方向,而缺陷信号却有较大的分量投影在垂直方向,这样垂直方向上就获得了较高的信噪比,使分析变得更加轻松和准确。

图2 信号旋转前后对比
在标定后,如果发现在一些特定角度上的噪声较为强烈,为了便于观察,通常将对应的通道进行复制,并将复制后的通道旋转至信噪比较高的角度上配合原通道进行观察,这样在复制通道上排除了相应的噪声干扰,对缺陷的定位也更为轻松;但需要注意的是,在发现缺陷以后,对缺陷信号的测量应当在原通道中进行。图2是信号旋转前后的对比图,图2(a)是旋转前的信号,因为噪声较大,已无法直观地观察到缺陷信号的存在;图2(b)是对信号进行了52°旋转后的信号,可见信噪比得到了明显的提升,能够轻松识别出缺陷的存在。
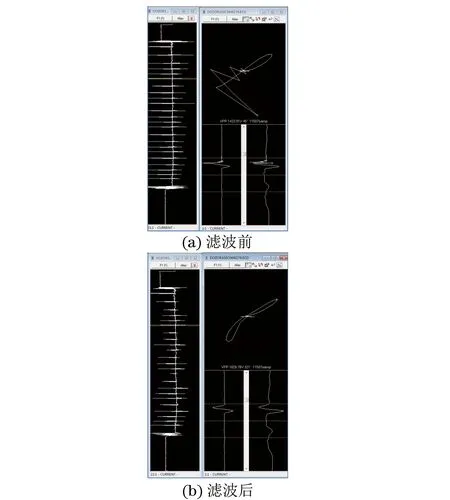
图3 滤波前后的信号对比
涡流检测的滤波功能主要是基于频率进行滤波,对于一些在频率上与缺陷信号区别较大的噪声是一种较为有效的抑制手段,它的实现需要使用分析软件来支持。现在普遍使用的涡流分析软件均带有滤波功能,使用几种主要的窗函数进行低通、高通和带通滤波。图3是一组信号在滤波前后的对比。图3(a)为滤波前信号,从李萨茹图中可观察到有明显杂波,严重影响了信号的判别;图3(b)是通过截止频率为167 Hz的Butterworth低通滤波后得到的信号,其李萨茹图中的信号已经得到了较好的还原,能够较准确地读取其幅值和相位数据。
在实际数据分析过程中,使用滤波功能要格外注意参数设置,不适当的滤波会导致数据中部分特征信息的丢失,而得到错误的结果。
4 结论
(1) 提高探头的填充系数并使用花瓣对中型探头可提高信噪比,但要注意及时更换探头。
(2) 被检管内外壁上的附着物也会对信号造成影响,要加强对被检管和探头的清洁。
(3) 提高激励电压是提高信噪比的有效方法,但要注意其上限值。
(4) 在数据分析过程中,标定、通道复制和滤波是提高信噪比的有效手段,但滤波功能要谨慎使用。
[1] 徐可北,周俊华.涡流检测[M].北京:机械工业出版社,2004.
[2] 李小亭,沈功田.压力容器无损检测——涡流检测技术[J].无损检测,2004,26(8):411-416.
[3] 袁改焕,李恒羽,白新德,等.高性能涡流传感器的研制[J].无损检测,2006,28(9):453-455.
[4] 孙凤玲,冯辉,许妍,等.锆管涡流检测异常噪声的分析与处理[J].无损探伤,2014,38(4):37-39.
[5] 罗清旺,师奕兵,王志刚.一种基于远场涡流的管道大面积缺陷定位检测方法[J].仪器仪表学报,2015,36(12):2790-2797.
[6] MICHAEL W. Eddy current testing technology [M]. Ontario: Eclipse Scientific Products Inc,2015.
[7] 吴少文,付跃文.脉冲涡流检测提离效应的抑制方法[J].无损检测,2014,36(4):45-48.
[8] 田淑侠,陈振茂.含镍腐蚀噪声的铜-镍合金热交换管涡流检测信号处理方法[J].电工技术学报,2015,30(24):229-237.
[9] 王园园.脉冲涡流无损检测信号滤波方法研究[J].商洛学院学报,2014,28(6):37-40.
[10] 刘明才.小波分析及其应用[M].北京:清华大学出版社,2013:20-60.
[11] 沈跃,黄延军,魏淑贤.小波分析用于钢板孔洞的涡流检测研究[J].石油大学学报(自然科学版),2005,29(6):127-131.
[12] 孙延奎.小波分析及其应用[M].北京:机械工业出版社,2005.
Methods to Promote Signal-to-noise Ratio in Eddy Current Testing
LIANG Peng-fei, HENG Ying-zi, JIANG Da-chao
(Suzhou Nuclear Power Research Institute, Suzhou 215004, China)
We can find noises in every ET signal. If the noise level is too high, the data we acquired in workplace will not meet the analysis standard. So, it is really important to find where the noises come from precisely and eliminate the noises timely during data acquiring and analysis. We discussed a few reasons which cause noises and listed some solution methods. Finally, examples were taken for several methods of improving the signal-to-noise ratio in data acquisition and analysis process, which might provide reference for the peer.
Eddy curret testing; Signal-to-noise ratio; Data acquire; Data analysis
2016-05-20
梁鹏飞(1987-),男,硕士,工程师,主要从事核电厂在役检查相关工作。
梁鹏飞,E-mail:liangpengfei@cgnpc.com.cn。
10.11973/wsjc201612012
TG115.28
A
1000-6656(2016)12-0052-03
猜你喜欢
疯狂英语·读写版(2021年2期)2021-03-01 11:46:17
装备制造技术(2020年11期)2021-01-26 00:39:12
小学阅读指南·高年级版(2020年3期)2020-04-01 07:54:22
北京航空航天大学学报(2019年9期)2019-10-26 02:30:12
通信电源技术(2018年5期)2018-08-23 01:16:00
电子测试(2018年11期)2018-06-26 05:56:02
雷达学报(2017年3期)2018-01-19 02:01:27
通信电源技术(2016年5期)2016-03-22 01:09:49
西南石油大学学报(自然科学版)(2015年5期)2015-04-16 05:12:24
汽车科技(2014年6期)2014-03-11 17:46:08