
磁粉检测用带涂覆层裂纹缺陷人工试块的制作*
2016-12-26 02:20史红兵吴玉程张俊斌
化工机械 2016年6期
洪 勇 史红兵 吴玉程 舒 霞 张俊斌
(1.安徽省特种设备检测院;2.合肥工业大学材料科学与工程学院)
磁粉检测用带涂覆层裂纹缺陷人工试块的制作*
洪 勇*1,2史红兵 吴玉程2舒 霞2张俊斌1
(1.安徽省特种设备检测院;2.合肥工业大学材料科学与工程学院)
利用锯床加工、焊接及打磨等工序,提出了一种带涂覆层裂纹缺陷人工试块的制作方法,为研究涂覆层厚度对无损探伤灵敏度的影响提供了依据。
缺陷试板 无损检测 人工试块 涂覆层 灵敏度
近年来无损探伤新技术层出不穷,磁粉探伤作为检测试件表面和近表面裂纹的一种常用手段也得到了快速发展。表面无损探伤作为不破坏被检测物体的主要方法,已被广泛用于各类承压类特种设备的检验[1],得到业内工程技术人员的认可。然而很多大型化工企业的承压类特种设备往往有表面防腐处理层,检测前通常的做法是将焊缝涂覆层打磨去除,使焊缝露出金属光泽,这需要消耗大量的人力物力,通常还会影响企业的大修工期。宋树波等制作了一种对比试块,模拟换热管与管板的角焊缝[2]。田长辉认为模拟试块的制作要综合考虑检测方法的适应性、焊接缺陷的代表性及试块重复使用要求等[3]。
笔者选用Q245R型钢材,制作了一种表面探伤用带涂覆层典型裂纹缺陷的人工试块,该试块不同于探伤用标准试块并可重复使用[4]。所制试块方便研究涂层厚度和检测灵敏度之间关系,从而为确定不需要打磨焊缝涂覆层的厚度提供了参考。
1 试块制作过程
试块的制作过程主要有以下步骤:
a. 用锯床在规格为300mm×300mm×12mm试板上加工深度约6~8mm、宽1.2mm的锯槽,如图1所示。
b. 使用J422φ3.2型焊条,设定焊接电流130A,电压24±2V,焊接速度15mm/min在试板锯槽背面位置焊接一层厚度2~3mm的焊缝,如图2所示。
c. 用机械方法弯曲试板,至目视锯槽底部出现裂纹,如图3所示,然后还原试板至水平状。将锯口加工成U形坡口,坡口的深度为5~7mm,宽度为8mm,如图4所示。
d. 焊接填充U形坡口,分3层填充。第1层使用J422φ3.2型焊条,焊接电流130A ,电压为24±2V,焊接速度为15mm/min;第2、3层使用焊条和焊接电压同第1层,焊接电流170A,焊接速度为10mm/min。
e. 将步骤b中的焊接层磨平至近母材,使用焊接电流为130A, J422φ3.2型焊条,电压为24±2V,焊接速度为15mm/min焊接参数重新焊接一层。将重新焊接层打磨至近母材,打磨后得到表面人工裂纹缺陷试板。
f. 在试块上沿裂纹线每30mm长度涂一层承压设备常用的硅酸锌涂料涂覆层,控制涂层厚度分别为0.5、1.0、1.5、2.0、2.5、3.0mm,从而得到一定厚度的涂覆层缺陷试板。
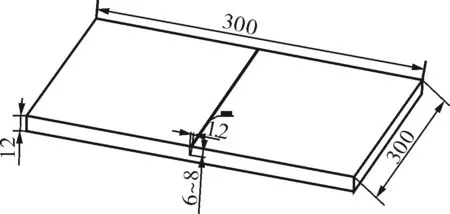
图1 试板和锯槽示意图

图2 锯槽背面焊缝示意图

图3 折弯示意图
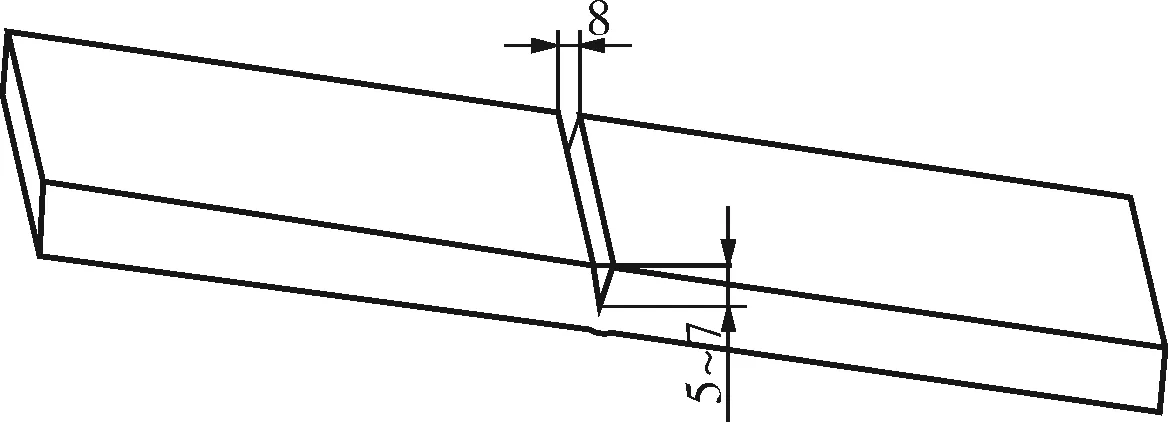
图4 加工U形坡口示意图
2 磁粉检验
图5为所制作的带涂覆层人工试块的荧光磁粉检测磁痕显示示意图,可以看出,涂覆层厚度为1.0mm以下的裂纹缺陷磁痕显示清晰,涂覆层厚度增大到1.5mm,其裂纹缺陷磁痕显示不连续,涂覆层厚度大于2.0mm,基本看不出裂纹缺陷的磁痕显示。
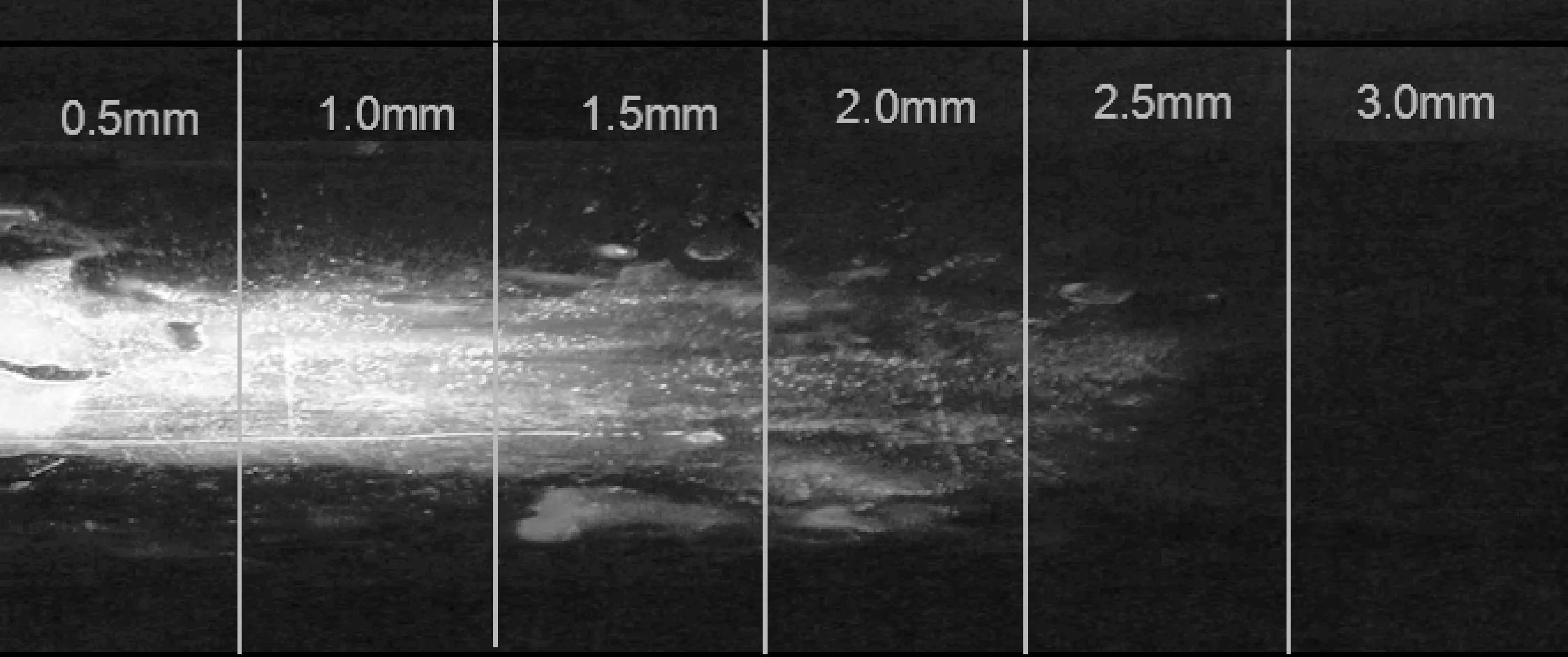
图5 带涂覆层裂纹人工试块的荧光磁粉检测磁痕
3 结束语
笔者利用锯床加工、焊接及打磨等工序制作了表面裂纹人工缺陷试块,所得裂纹缺陷真实、易得,且裂纹方向可控、成形质量好。通过控制表面涂层的厚度,能够制作带有各种厚度涂层的缺陷裂纹试板,为研究涂层厚度和近表面探伤灵敏度之间的关系,从而确定多厚涂覆层的焊缝磁粉探伤时不需要打磨,奠定了物质基础。对已知带涂覆层裂纹缺陷人工试块的磁粉检测表明:涂覆层厚度为1.0mm以下的裂纹缺陷,荧光磁粉检测的磁痕显示较为清晰;当涂覆层厚度为1.5mm时,裂纹缺陷磁痕出现不连续状;大于2.0mm涂覆层的裂纹人工缺陷,磁粉检测不能显示其缺陷磁痕。
[1] TSGR 7001-2013,压力容器定期检验规则[S].北京:新华出版社,2015.
[2] 宋树波,邵泽波,陈兵.交流电磁场在换热管与管板连接焊缝处检测中的应用[J].化工机械,2012,39(1):81~83.
[3] 田长辉.无损检测模拟试块的制作与管理[J].江汉石油职工大学学报,2012,25(6):68~70.
[4] NB/T 47013.4-2015,承压设备无损检测[S].北京:国家能源局,2015.
*安徽省质量技术监督局科技支撑项目(13zj370022)。
**洪 勇,男,1983年4月生,工程师。安徽省合肥市,230051。
TQ050.7
B
0254-6094(2016)06-0833-02
2016-03-02,
2016-11-18)
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
课程教育研究(2021年23期)2021-04-13
天津科技大学学报(2021年1期)2021-02-25
压力容器(2019年1期)2019-03-05
雷达学报(2018年1期)2018-04-04
焊接(2017年5期)2017-10-23
含能材料(2017年9期)2017-05-07
中南大学学报(自然科学版)(2016年2期)2017-01-19
原子与分子物理学报(2015年6期)2015-03-22
