
LNG止回阀低温应用解决方案*
2016-12-26 02:20张周卫汪雅红郭舜之
化工机械 2016年6期
张周卫 李 河 汪雅红 李 跃 郭舜之 赵 丽
(1.兰州交通大学环境与市政工程学院;2.甘肃中远能源动力工程有限公司)
LNG止回阀低温应用解决方案*
张周卫**1,2李 河1汪雅红1,2李 跃1郭舜之1赵 丽1
(1.兰州交通大学环境与市政工程学院;2.甘肃中远能源动力工程有限公司)
针对传统止回阀在输送低温易燃流体时存在的不易安全控制、无法双向导通、密封泄漏、体积大及设计笨重等问题,根据-162℃LNG低温输运的特点,给出了LNG止回阀在低温工况下的解决方案。
LNG止回阀 压力调节阀 设计压力 两相流 解决方案
在传统的流体控制领域中,成套工艺流程常用的过程控制阀门种类、数量众多。其中止回阀作为主要的通断阀门之一,具有可单向止回、流动阻力小、阀门不易阻塞、控制流量大及控制方便等特点[1]。但由于传统的止回阀存在密封面大、密封面多及易泄漏等缺点,无法应用于低温易燃流体领域,尤其是-162℃LNG领域中[2],极大地限制了LNG止回阀的发展与应用。为此,笔者针对传统低温LNG止回阀存在的问题,提出了相应的解决方案,以提高管道内LNG过程控制效率,降低系统设计压力,缩小止回阀体积,提高LNG止回阀和LNG输送系统的安全性。
1 LNG止回阀应用于低温领域时存在的问题
目前,传统LNG止回阀在-162℃LNG领域中应用时存在的问题主要有:
a. 当止回阀关闭后,管道两侧的LNG均易汽化。由于LNG自增压会使管道内压增大,给阀门带来安全隐患,所以当止回阀应用于低温LNG领域时,在阀门关闭后必须要具有双向导通的安全作用,而传统低温止回阀并不具备此功能。
b. LNG汽化后的主要成分为CH4,为易燃易爆气体。同时,传统的低温止回阀密封面较大,而密封面在阀门启闭过程中会出现振动,容易引起密封脱落,造成介质泄漏。尤其在-162℃低温工况下,密封垫片和密封面直接与LNG接触,密封材料容易出现低温脆断的现象,导致密封面被破坏进而造成泄漏,因此存在很大的安全隐患,尤其对于易燃易爆气体来说,其危险性更大。
c. LNG为低温流体,在输送过程中管道内容易出现两相流。而当两相流遇到止回阀突然截止时,容易导致管道内剩余LNG压力剧增并过临界,给整个系统造成极大的安全隐患。
2 解决方案及其原理
针对低温LNG止回阀在应用时存在的问题,笔者提出了具体的解决方案并介绍了方案原理[3,4]。
首先,应用LNG自增压原理,确保管道两侧的压力平衡。当LNG止回阀(图1)突然关闭并单向截止LNG输运时,外界环境会提供热源并不断加热管道两侧的LNG。当管道两侧的LNG受热后,饱和温度升高,饱和压力升高,自增压开始并很快超过管道安全输送压力和设计压力。所以,根据LNG止回阀需要单向密封、单向止回、双向导通的特点,在阀瓣(图2)处沿径向设置两个单向导通的压力调节阀门(图3),并根据LNG管道流程的具体要求,设置调节各自的控制压力,使阀门止回后能够根据管道内LNG自增压的大小自动双向导通管道两侧LNG,控制阀门两侧管道的压力平衡,易于反流控制,起到既单向止回又双向导通的安全控制效用。其中,第1压力调节阀和第2压力调节阀可通过调节阀阀体焊接于阀瓣通孔内,且两个压力调节阀出口均向左,进口均与右侧LNG主流接通。当管道右侧压力由于右侧LNG自增压增高,达到第1压力调节阀和第2压力调节阀控制压力时,第1压力调节阀和第2压力调节阀均打开,LNG排入止回阀左侧;当左侧压力由于左侧LNG自增压增高后,LNG推动阀瓣带动摇杆绕摇杆逆时针旋转并打开阀门,使左侧LNG流入右侧,阀门两侧压力导通并达到平衡,以此可有效避免由非正常操作等原因引起的LNG管道内自增压造成的危害。当压力调节阀工作时,LNG自右侧调节阀阀座顶部通孔进入阀座与阀体之间的环形通道,并作用于调节阀阀杆锥形密封面,当压力大于调节阀弹簧设定的预紧压力时,推动调节阀阀杆,带动调节阀阀盖一起向左运动,调节阀打开并泄放LNG;当压力小于调节阀弹簧设定的预紧压力时,调节阀自动关闭,以此调节压力。两个压力调节阀的设定压力可根据系统设计压力进行设定,阀盖与阀杆之间的弹簧预紧力调节可通过旋转调节阀阀盖并改变调节阀弹簧预紧高度的方法来实现。
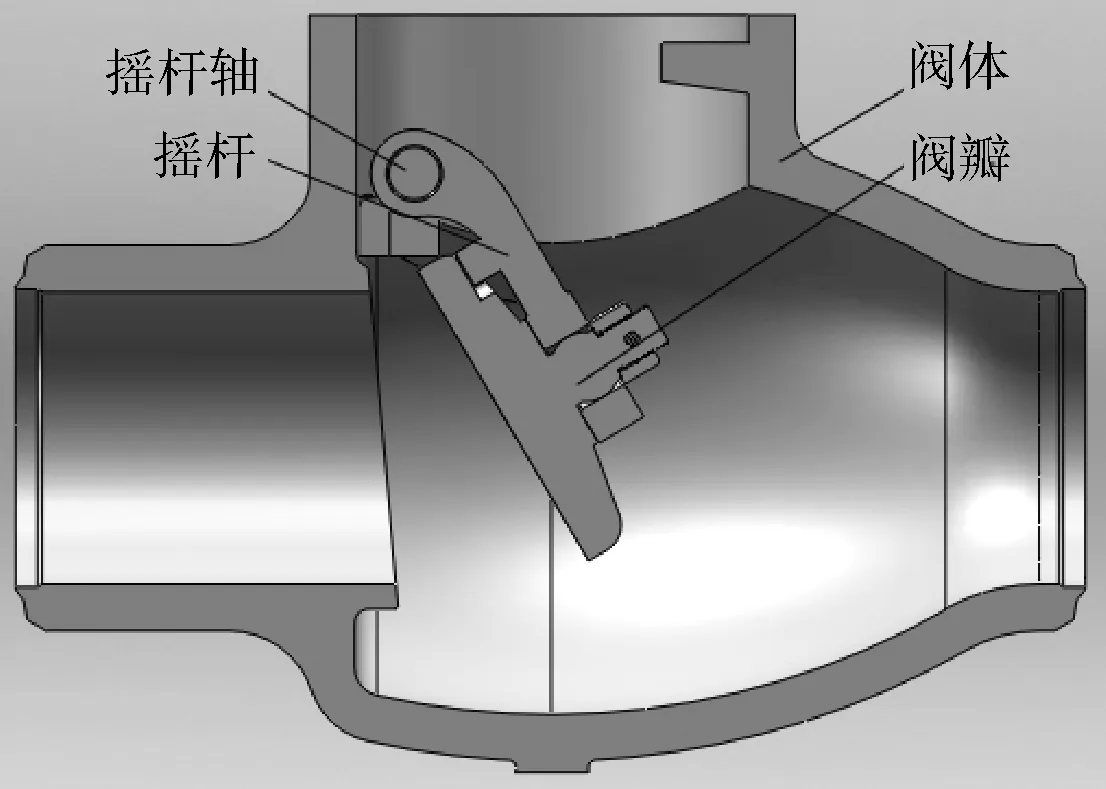
图1 LNG止回阀
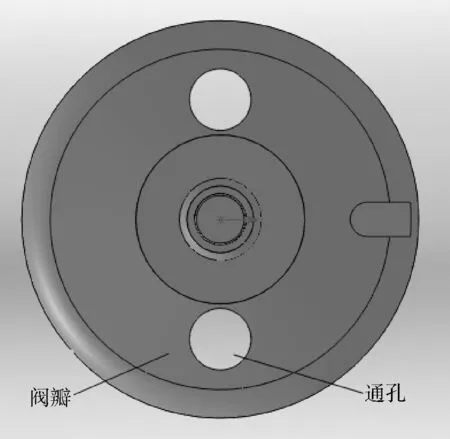
图2 阀瓣

图3 压力调节阀门
其次,在-162℃低温工况下,由于环境热源不断提供热量,管道内极易产生两相流,引起过热沸腾,使LNG处于激烈的相变过程并伴随压力和温度的突变,进而不断产生大量的过热蒸汽、过热液体等。LNG在管道输运过程中,系统压力和温度难以控制,相变过程复杂多变。管道内LNG温度和压力的剧烈变化使阀门与管道连接处的法兰密封件或密封材料极易被破坏,导致管道内LNG泄漏,产生极大的安全隐患。所以,根据LNG低温渗漏的特点,设置全焊接型阀门,以阀盖与下阀体对焊的形式减小密封面数量。另外,由于LNG输运过程中存在两相流,阀瓣处于不停的开关振动状态,主密封面极易脱落,容易引起泄漏,不能有效单向止回。因此,采用密封螺钉穿透主密封圈并将主密封圈固定于阀瓣的方法,防止主密封面脱落。
最后,根据低温预紧压力与输送压力匹配的原理,解决LNG止回阀低温工况下的安全问题,降低阀门和系统设计压力。LNG为低温流体,管道输送压力一般低于0.2MPa,处于饱和或过热状态,因此在输送过程中管道内容易出现两相流。当两相流遇到止回阀突然截止时,容易导致管道内剩余LNG压力剧增并过临界(4.6MPa),温度过临界(-82.59℃),给整个系统造成极大的安全隐患。而一般的LNG止回阀或LNG系统的设计压力均大于6.0MPa,使整个LNG系统设计难度增大,设计笨重,体积庞大。为此,笔者根据LNG易过临界的特性,在止回阀设计过程中,应用自增压安全平衡技术,设置控制LNG截止的预压力。当预压力超过截止设定压力时,可通过压力调节阀导通LNG,起到止回阀和安全阀的双重功效,降低LNG止回阀和LNG输送系统的设计压力,使阀门质量更轻、体积更小、更便于管理[5~8]。
3 结束语
笔者根据LNG止回阀需要单向密封、单向止回、双向导通的特点,在阀瓣处沿径向设置了两个单向导通的压力调节阀门,该压力调节阀可根据LNG管道流程的具体要求,进行设置并调节各自的控制压力。在止回阀关闭时,能够有效控制阀门两侧管道的压力平衡,易于反流控制,起到既单向止回又双向导通的安全控制效用,使LNG止回阀具有自动泄压、自动调节和自我保护的功能。同时,固定锁紧主密封面,设置全焊接型阀门,减小密封面数量,以最大限度地降低LNG泄漏量。最后,根据LNG易过临界的特性,在止回阀设计过程中,应用自增压安全平衡技术降低LNG止回阀和LNG输送系统的设计压力,使阀门体积更小,安全性更高,加工制造成本更低。
[1] 陆培文.实用阀门设计手册[M].北京:机械工业出版社,2002:1~6.
[2] 张周卫,汪雅红,张小卫,等.LNG止回阀[P].中国:201410071260.8,2014-05-28.
[3] GB/T 24925-2010,低温阀门技术条件[S].北京:中国标准出版社,2010.
[4] JB/T 7749-1995,低温阀门技术条件[S].北京:中华人民共和国机械工业部,1995.
[5] 张周卫,汪雅红,张小卫,等.LNG蝶阀[P].中国:201410067518.7,2014-05-21.
[6] 张周卫,汪雅红,张小卫,等.LNG球阀[P].中国:201410060746.1,2014-05-14.
[7] 张周卫,汪雅红,张小卫,等.LNG闸阀[P].中国:201410057759.3,2014-06-04.
[8] 张周卫,汪雅红,张小卫,等.LNG截止阀[P].中国:201410053777.4,2014-05-14.
*国家自然科学基金项目(51666008),甘肃省财政厅基本科研业务费(214137)。
**张周卫,男,1974年10月生,副教授。甘肃省兰州市,730070。
TQ055.8+1
B
0254-6094(2016)06-0825-03
2015-11-16)
猜你喜欢
化工设备与管道(2022年1期)2022-06-08
化工机械(2022年1期)2022-03-21
纺织科学研究(2021年6期)2021-12-02
数学小灵通(1-2年级)(2021年9期)2021-10-12
设备管理与维修(2021年11期)2021-08-27
云南化工(2020年10期)2020-11-02
金属加工(冷加工)(2020年8期)2020-08-13
石油化工设备技术(2019年2期)2019-03-13
压力容器(2019年12期)2019-02-14
江西社会科学(2018年8期)2018-08-29
