超声波辅助与溶剂萃取番木瓜籽油的比较研究
2016-12-26 06:21:59严小平金建昌饶桂维
中国粮油学报 2016年4期
严小平 金建昌 饶桂维 活 泼
(浙江树人大学生物与环境工程学院,杭州 310015)
超声波辅助与溶剂萃取番木瓜籽油的比较研究
严小平 金建昌 饶桂维 活 泼
(浙江树人大学生物与环境工程学院,杭州 310015)
以番木瓜籽为原料,对2种提取番木瓜籽油的工艺和效果进行比较。通过正交试验得到溶剂法提取番木瓜籽油的最佳工艺条件为:溶剂选用石油醚,料液比1∶8(g∶mL),提取时间2 h,提取温度80 ℃,番木瓜籽油提取率为35.8%;超声波辅助法提取番木瓜籽油的最佳工艺条件为:溶剂选用石油醚,料液比1∶4(g∶mL),超声温度50 ℃,超声时间20 min,超声功率120 W,番木瓜籽油提取率为38.8%。结果表明,超声波辅助法提取的番木瓜籽油得率比溶剂法高,并且超声波辅助法比溶剂法提取的时间短、温度低,是一种短时高效的提取方法。
番木瓜籽油 提取率 提取方法
番木瓜(CaricaPapayaL.)是一种多年生常绿草本果树,原产于墨西哥南部以及邻近的美洲中部地区,我国主要分布在广东、海南、广西、云南、福建、台湾等。番木瓜具有健脾胃、助消化、清暑解渴、润肺止咳的功效[1]。目前对番木瓜果肉利用的研究较多,如果肉果汁饮料的加工[2-7]、番木瓜果酒[8-9]、番木瓜酱菜[10]、番木瓜冻干脆片[11]、番木瓜保健面包[12]、休闲食品等[13-14]。番木瓜籽为番木瓜果肉加工的副产物,约占番木瓜质量7%,按2010年番木瓜产量16万t计,番木瓜籽超过1.1万t,但其往往作为垃圾扔掉,这样不仅污染环境,而且浪费了大量的生物资源。
番木瓜籽中脂肪质量分数占30%以上,其中的主要脂肪酸为油酸[15],这种不饱和脂肪酸对人体有重要的保健作用,具有较高的营养价值和开发利用价值。
目前,有关番木瓜籽油提取方法的研究甚少,利用超声波辅助提取番木瓜籽油的研究鲜见报道。本试验采用溶剂法、超声辅助法2种方法对番木瓜籽油的提取率进行比较研究,目的是确定不同方法的最佳提取条件,比较不同方法提取率的差异,为番木瓜籽的进一步开发利用提供参考。
1 材料与方法
1.1 材料与仪器
番木瓜籽:市售番木瓜,番木瓜籽经清洗干净后在60 ℃恒温干燥箱中烘干备用;石油醚:淄博旺旭化工有限公司;正己烷:天津市长和化工有限公司。所用试剂均为分析纯。
KQ-300DE型超声波清洗器:南京旭析仪器有限公司;SHB-ⅢA型循环水真空泵:上海豫康科教仪器设备有限公司;RE-2000B型旋转蒸发器:上海一科仪器有限公司;Agilent5975型气质联用仪:安捷伦科技有限公司。
1.2 试验方法
1.2.1 溶剂法提取工艺
番木瓜籽→粉碎→准确称量→加入溶剂,加热回流提取→抽滤→真空浓缩,回收溶剂→烘干至恒重→番木瓜籽油
1.2.2 溶剂法试验设计
选择料液比、提取时间、提取温度为考察对象,以番木瓜籽油提取率为指标,采用L9(33)进行正交试验,各因素水平见表1。

表1 溶剂法正交试验设计
1.2.3 超声波辅助法提取工艺
番木瓜籽→粉碎→准确称量→加入溶剂, 超声波辅助提取→抽滤→真空浓缩,回收溶剂→烘干至恒重→番木瓜籽油
1.2.4 超声波辅助法试验设计
选择料液比、超声温度、超声功率、超声时间为考察对象,以番木瓜籽油提取率为指标,采用L9(34)进行正交试验,各因素水平见表2。

表2 超声波辅助法正交试验设计
1.3 提取次数
称取10.00 g番木瓜籽粉,以2种方法的最佳提取条件进行提取,共提取3次,计算提取率,确定合理的提取次数。
1.4 番木瓜籽油提取率的计算
番木瓜籽油的提取率=(m2-m1)/m×100%
式中:m为番木瓜籽质量/g;m1为空瓶质量/g;m2为空瓶和番木瓜籽油的质量/g。
1.5 测定方法
粗蛋白测定参照GB/T 6432—2008;粗脂肪测定参照GB/T 5512—2008;水分测定参照GB/T 5528—2008;灰分测定参照GB/T 5505—2008;色泽鉴定参照GB/T 5492—2008;酸价测定参照GB/T 5009.37—2003;碘值测定参照GB/T 5532—2008;折光率测定参照GB/T 5527—2008;过氧化值测定参照GB/T 5538—2005;脂肪酸组分测定采用GC-MS法。
2 结果与分析
2.1 番木瓜籽的主要成分
番木瓜籽的主要成分分析结果如表3所示。

表3 番木瓜籽的主要成分(干基)/%
2.2 溶剂的选择
准确称取烘干至恒重、质量为10.00 g番木瓜籽粉6份,按料液比1∶4(g∶mL)加入不同溶剂,在超声功率120 W,超声温度50 ℃抽提20 min,结果见图1。
从图1中可知,乙酸乙酯的提取率较低,而石油醚、三氯甲烷、正己烷、甲苯的提取率相当,但考虑到三氯甲烷、甲苯有一定的毒性,正己烷的价格相对较高,综合考虑选择石油醚为抽提溶剂。

图1 不同溶剂对提取率的影响
2.3 溶剂法提取结果
2.3.1 溶剂法提取番木瓜籽油正交试验
由表4可知,影响番木瓜籽油提取率的因素主次顺序为:料液比>提取温度>提取时间,最佳工艺条件是A2B1C3,即料液比1∶8(g∶mL),提取时间2 h,提取温度80 ℃,经平行试验验证(n=6),番木瓜籽油提取率为35.8%。

表4 溶剂法正交试验结果
2.3.2 溶剂法提取番木瓜籽油提取次数的确定
在溶剂法最佳工艺条件下,不同提取次数对番木瓜籽油提取率的影响如表5所示。由表5可知,溶剂提取次数对提取效果影响显著,第1次提取率就达34.5%,再经过1次提取,其提取率就可达35.8%,继续提取,提取率变化不大。结果表明,经过2次提取已使番木瓜籽油较为完全溶出,提取率可达35.8%,考虑到提取次数过多浪费溶剂且延长提取周期,故溶剂法提取次数以2次为宜。

表5 溶剂法提取番木瓜籽油的提取率/%
2.3.3 溶剂法提取番木瓜籽油理化性质
按2.3.1所得出的番木瓜籽油提取条件制备番木瓜籽油并测定其理化性质,结果表明:番木瓜籽油呈青棕色,不透明,微稠。番木瓜籽油的酸价为1.65 mgKOH/g,较高,属于高酸价油;碘值为111 g;其他理化性质与普通油脂接近。

表6 溶剂法提取番木瓜籽油的特性常数
2.4 超声波辅助法提取结果
2.4.1 超声波辅助法提取番木瓜籽油正交试验
由表7可知,影响番木瓜籽油提取率的因素主次顺序为:C(料液比)>D(超声温度)>A(超声时间)>B(超声功率),最佳工艺条件是A3B2C2D1,即料液比1∶4(g∶mL),超声时间20 min,超声温度50 ℃,超声功率120 W,经平行试验验证(n=6),番木瓜籽油提取率为38.8%。
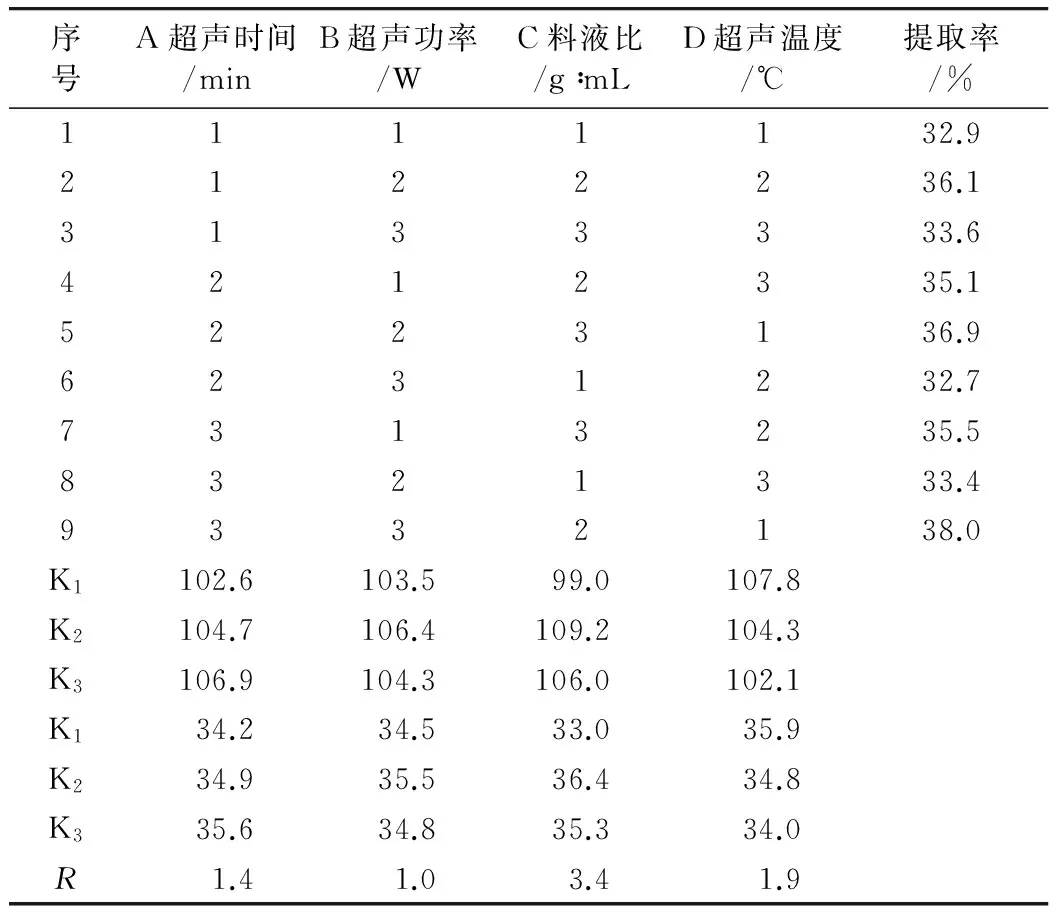
表7 超声波辅助法正交试验结果
2.4.2 超声波辅助法提取番木瓜籽油提取次数的确定
在超声波辅助法最佳工艺条件下,不同提取次数对番木瓜籽油提取率的影响如表8所示。由表8可知,提取次数对提取效果影响显著,第1次提取率达37.2%,再经过1次提取,其提取率为38.8%,继续提取,提取率变化不大。结果表明,经过2次提取已使番木瓜籽油较为完全溶出,提取率可达38.8 %,考虑到提取次数过多浪费溶剂且延长提取周期,故超声波辅助法提取次数以2次为宜。

表8 超声波辅助法提取番木瓜籽油的提取率/%
2.4.3 超声波辅助法提取番木瓜籽油理化性质
按2.4.1番木瓜籽油提取条件制备番木瓜籽油并测定其理化性质,结果表明:番木瓜籽油呈青棕色,不透明,微稠。番木瓜籽油的酸价为1.64 mgKOH/g,较高,属于高酸价油;碘值为110 gI/100 g;其他理化性质与普通油脂接近。

表9 超声波法提取番木瓜籽油的特性常数
2.5 2种提取方法比较
2种方法提取番木瓜籽油的条件和提取率见表10。
由表10可知,超声波辅助法提取的番木瓜籽油得率比溶剂法高3.0%;且超声波辅助法比溶剂法提取的时间短,温度低,是一种短时高效的提取方法。

表10 2种提取方法的条件和得率比较
2.6 番木瓜籽油的脂肪酸组成
番木瓜籽油的脂肪酸组成测定结果见表11。

表11 番木瓜籽油的脂肪酸组成/%
从表11可以看出,番木瓜籽油的脂肪酸主要由不饱和脂肪酸组成,特别是油酸的质量分数高达72.7%~72.8%。
3 结论
3.1 研究了乙酸乙酯、石油醚、三氯甲烷、正己烷、甲苯对番木瓜籽油提取率的影响,结果表明石油醚是本试验条件下相对理想的提取溶剂。
3.2 溶剂法提取番木瓜籽油的最佳工艺条件为:溶剂选用石油醚,料液比1∶8(g∶mL),提取时间2 h,提取温度80 ℃,番木瓜籽油提取率为35.8%。
3.3 超声波辅助法提取番木瓜籽油的最佳工艺条件为:溶剂选用石油醚,料液比1∶4(g∶mL),超声温度50 ℃,超声时间20 min,超声功率120 W,番木瓜籽油提取率为38.8%。
3.4 研究结果表明,超声波辅助法提取的番木瓜籽油得率比溶剂法高3.0%;且超声波辅助法比溶剂法提取的时间短,温度低,是一种短时高效的提取方法;现在已有工业化生产用的大型超声波提取设备,超声波辅助法可作为提取植物油脂比较理想的方法,适合工业化生产。
[1]刘思,沈文涛,黎小瑛,等.番木瓜的营养保健价值与产品开发[J].广东农业科学, 2007(2): 68-70
[2]刘功德,苏艳兰.番木瓜果肉饮料加工工艺的研究[J].食品科技,2006(6):95-97
[3]赵政,李旭,李仕坚.番木瓜风味水牛乳加工工艺的研究[J].食品工业,2008(4):70-71
[4]蒋侬辉,林秉斌,吴洁芳,等.澄清型番木瓜柑桔复合果汁的研制[J].食品工业科技,2008,29(9):179-181
[5]谌素华,王维民,夏杏洲,等.番木瓜混浊果汁的工艺研究[J].食品研究与开发,2005,26(3):59-61
[6]王标诗,刘慧霞,吴锦铸.番木瓜西番莲混合果汁饮料的研制[J]. 饮料工业,2004,7(5):29-32
[7]夏杏洲,彭克东,彭球生.番木瓜芹菜复合果蔬汁饮料的研制[J].食品工业科技,2003,24(12):62-63
[8]赵翾,李红良,秦诗韵.番木瓜果酒的酿造工艺研究[J].中国酿造,2010(11):180-182
[9]文志华,刘光华,李荣福,等.番木瓜酒加工技术研究[J].西南农业学报,2008,21(2):451-454
[10]苏艳兰,刘功德.番木瓜酱菜加工技术研究[J].食品科技,2006(8):91-93
[11]滕建文,韦保耀,董会龙,等.原料成熟度对番木瓜冻干脆片品质的影响[J].食品工业科技,2013,34(17):78-81
[12]王宏,丁玉勇.番木 瓜保健面包的研制及营养成分分析[J].中国粮油学报,2010,25(4):69-73
[13]王菲,黄苇,郑妙慈.新型番木瓜奶片的研制[J].食品工业科技,2011,32(11):325-327,357
[14]柳雪姣,黄苇,黄玲芝.岭南特色果品风味果糕配方的研究[J].现代食品科技,2013,29(1):141-145
[15]邓楚津,董强,张常松,等.神经网络优化番木瓜籽油的超临界CO2萃取工艺[J].中国粮油学报,2012,27(2):47-51.
Comparative Study of Solvent and Ultrasonic Extraction Methods of Papaya Seed Oil
Yan Xiaoping Jin Jianchang Rao Guiwei Huo Po
(Biology & Environment Engineering College, Zhejiang Shuren University, Hangzhou 310015)
The oil extraction from papaya seed by different methods was studied. The optimum conditions for solvent extraction are solvent petroleum ether, extraction temperature 80 ℃,time 2 h,ratio of material to liquid 1∶8 (g∶mL),the extraction rate is up to 35.8%. The optimum conditions for ultrasonic assisted extraction are solvent petroleum ether, extraction temperature 50 ℃,120 W ultrasonic treating for 20 min, ratio of material to liquid 1∶4 (g∶mL),the extraction rate is up to 38.8%. It is revealed that the ultrasonic assisted extraction is superior with advantages of lower temperature, short time and higher extraction rate.
papaya seed oil, extraction rate, extraction method
TS224
A
1003-0174(2016)04-0081-04
浙江树人大学实验室开放项目(2013JS3009)
2014-07-24
严小平,男,1967年出生,高级实验师,食品科学与工程
活泼,女,1962年出生,研究员,博士,食品科学与工程
猜你喜欢
中国果业信息(2021年7期)2021-12-01 20:20:32
佳木斯大学学报(自然科学版)(2020年1期)2020-02-28 05:30:52
天然产物研究与开发(2018年3期)2018-05-07 06:38:52
中成药(2017年12期)2018-01-19 02:06:26
中成药(2017年8期)2017-11-22 03:19:23
农产品加工(2017年6期)2017-05-09 18:04:52
红土地(2016年3期)2017-01-15 13:45:37
世界热带农业信息(2016年7期)2016-08-23 11:39:54
中国塑料(2015年9期)2015-10-14 01:12:31
世界热带农业信息(2015年6期)2015-05-30 14:05:08