Q890D钢焊接冷裂纹敏感性试验研究
2016-12-23 06:11钢铁研究总院焊接研究所北京市100081
焊接 2016年11期
钢铁研究总院焊接研究所(北京市 100081)
肖红军 田志凌
安徽工业大学 材料科学与工程学院(马鞍山市 243000)
崔 冰
Q890D钢焊接冷裂纹敏感性试验研究
钢铁研究总院焊接研究所(北京市 100081)
肖红军 田志凌
安徽工业大学 材料科学与工程学院(马鞍山市 243000)
崔 冰
采用理论计算、最高硬度试验及斜Y型抗裂性试验对Q890D钢的冷裂纹敏感性进行研究,并采用金相显微镜、维式硬度计对斜Y型试样的显微结构和显微硬度进行了测试与分析。结果表明,理论计算和最高硬度试验均表明该钢具有一定的淬硬倾向,在适当的预热条件和湿度下可避免冷裂纹产生。通过硬度试验发现,在冷裂纹的两侧硬度值波动较大,在裂纹部位产生了较大的应力集中。
Q890D 冷裂纹 预热温度
0 序 言
随着钢材强度的提高及钢板厚度的增大,高强钢焊接接头产生焊接冷裂纹的倾向增大。因此,制定正确的焊接工艺防止焊接冷裂纹的产生是高强钢焊接技术关键之一[1-3]。为了减轻材料自重,节约制造成本,开发和应用更高强度的Q890D钢显得越来越迫切。Q890D钢由于抗拉强度达到1 000 MPa,在实际焊接时会产生很大的拘束应力,增大材料的冷裂纹敏感性[3-6]。
文中以 Q890D钢为研究对象,采用间接评定法和直接评定法对Q890D钢的焊接冷裂纹敏感性进行综合评定,间接评定法为国际上公认的碳当量(Carbon equivalent,CE)和冷裂纹敏感指数(P)的理论计算;直接评定法为热影响区最高硬度试验和斜Y型坡口裂纹敏感性试验(小铁研试验)[7-12],以期为今后该钢种的实际焊接工艺制定及推广应用提供基础性的焊接数据。
1 试验材料与方法
1.1 试验材料
试验用钢板为国产Q890D高强钢板,为热轧态,其化学成分及力学性能见表1~2,金相组织为回火马氏体,如图1所示。试板尺寸为200 mm×150 mm×30mm,长度方向为轧制方向。

表1 Q890D钢的化学成分(质量分数,%)

表2 Q890D钢的力学性能
1.2 试验方法
1.2.1 间接法
碳当量是把钢中所有的元素(包括C)对淬硬倾向、冷裂纹倾向和脆化的影响折合成碳元素的相当含量,用来进行焊接前理论分析。碳当量越高,则钢的冷裂纹敏感性越大,焊接性越差。由于世界各个国家钢种的合金体系和所采用的试验方法不同,所以都建立了相适应的碳当量公式[8]。对于高强钢来说,近年来更多采用日本伊藤等人经大量试验后提出的数值公式[13]来表征焊接性的好坏。该公式增加了合金元素的种类,同时降低了各元素对碳当量的影响因素,能够很好的反映钢材的焊接性能。
1.2.2 直接法
1.2.2.1 热影响区最高硬度试验
焊接热影响区最高硬度试验是国际上通用的评定钢材冷裂纹倾向的试验方法,试验按照GB/T 4675.2—84《焊接热影响区最高硬度试验方法》进行,将试板机械切削加工成20 mm厚,并保留一个轧制面。试件的形状和尺寸如图2所示。其中,B为板宽,室温条件下B=75 mm,预热条件下B=150 mm。
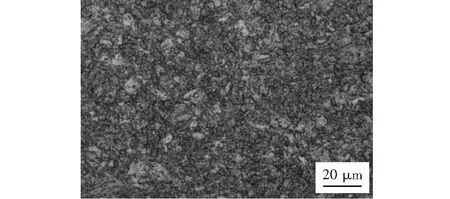
图1 母材组织
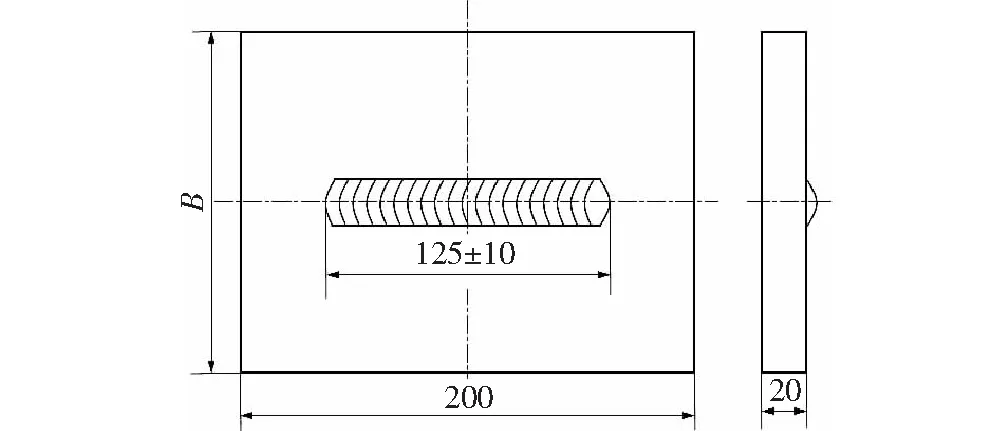
图2 试件的形状及尺寸
在焊接前应利用砂轮打磨要焊接位置,去除试件表面有害于焊接的水、油、铁锈及过厚的氧化皮,对室温(27 ℃)、预热120 ℃和150 ℃的最高硬度试验焊接时所采用的电流为280 A、电压为33 V、焊接速度为33 cm/min、保护气为80%Ar+20%CO2、气体流量为20 L/min。
试件在焊后静止的空气中自然冷却,且不进行任何热处理,焊后经过12 h才能取测量硬度的试样,取后要尽快测试硬度。在室温下,采用线切割方法垂直切割焊缝的中部,然后在此断面上取硬度的测量试样。硬度测量试样的检测面经砂纸研磨、抛光、腐蚀后进行硬度测量。测试位置如图3所示,划一条既切于熔合线底部切点O,又平行于试板轧制表面的直线,在此直线上每隔0.5 mm进行室温下,载荷为10 kg的维氏硬度的测定,切点O及两侧各7个以上的点作为硬度的测定点。
1.2.2.2 斜Y型坡口裂纹敏感性试验
斜Y型坡口焊接裂纹试验是用于评定碳钢和低合金钢焊接热影响区对冷裂纹的敏感性试验,试验按照GB 4675.1—84 《斜Y型坡口焊接裂纹试验方法》规定进行。试件的形状和尺寸如图4所示,焊条电弧焊时焊缝的位置如图5所示。

图3 硬度的检测位置
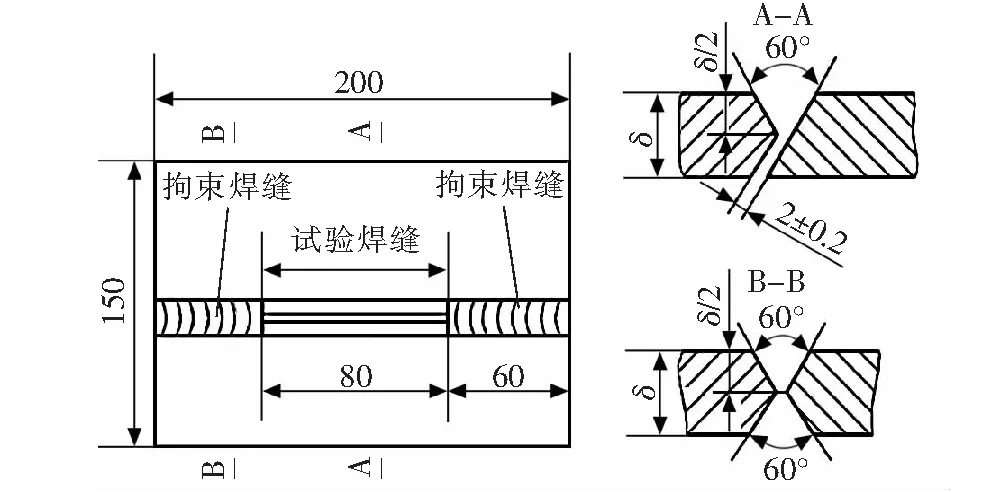
图4 试件的形状和尺寸

图5 采用焊条电弧焊时试验焊缝位置
试验钢板为30 mm厚Q890D钢板,焊丝采用φ1.2 mmGHS90焊丝,焊接环境条件:温度为27 ℃,相对湿度为86%,湿度较高。预热温度分别为60 ℃,80 ℃和100 ℃,在高湿度条件下考察不同预热温度对裂纹的影响。焊接工艺参数见表3。焊后放置48 h检查表面裂纹、断面裂纹和根部裂纹。
为了了解空气湿度对Q890D钢斜Y型试样抗裂性试验的影响,采用温度为27 ℃,相对湿度分别为56%和86%的环境进行对比试验,焊接工艺参数不发生变化。考察对比预热60 ℃小铁研试样焊后放置48 h表面裂纹、断面裂纹和根部裂纹情况。

表3 Q890D钢斜Y型坡口焊接裂纹试验工艺参数
2 试验结果与分析
2.1 裂纹敏感性计算评估
日本工业标准(JIS)公式使用范围为强度级别在500 ~1 000 MPa范围内,调质和非调质态的低合金高强钢。利用计算公式:
(1)
对Q890D钢的Ceq和Pcm进行计算,Ceq为0.437,当高强钢板的Ceq在0.4~0.6时,表明钢材有一定的淬硬倾向,满足标准GB/T 16270—2009《高强度结构用钢板》 ,Ceq最大值为0.65,Pcm为0.287,而标准YB 4137—2005《低焊接裂纹敏感性高强度钢板》 中Pcm最大值为0.25,所以该钢的冷裂纹敏感性较高,焊接时需预热才能防止焊接裂纹产生[14]。
2.2 焊接热影响区最高硬度测定
通常用热影响区的最高硬度来判断热影响区的性能,它可以间接预测热影响区的韧性、脆性和抗裂性[15-16]。图6为Q890D钢在不同预热温度下最高硬度分布曲线,可以看出该钢有明显的淬硬区。在室温条件下焊接时,热影响区的最高硬度值为361 HV10,随着预热温度的升高,最高硬度值逐渐降低。这是因为不预热焊接时,热影响区的冷却速度增加,相变后的淬硬性增加,硬度值升高。3种不同预热温度下Q890D钢的焊接热影响区最高硬度分别为361 HV10,348 HV10和338 HV10,按国际焊接协会推荐的评定标准,低合金高强钢焊接热影响区允许的最高硬度值为350 HV10,如果超过此值,表面该种低合金钢热影响区有冷裂倾向,所以该Q890D钢在不预热时具有一定的冷裂倾向。随着预热温度的升高,热影响区的宽度增加,最高硬度下降,表明该钢在适当的预热温度下,可进一步降低焊接冷裂纹敏感性。
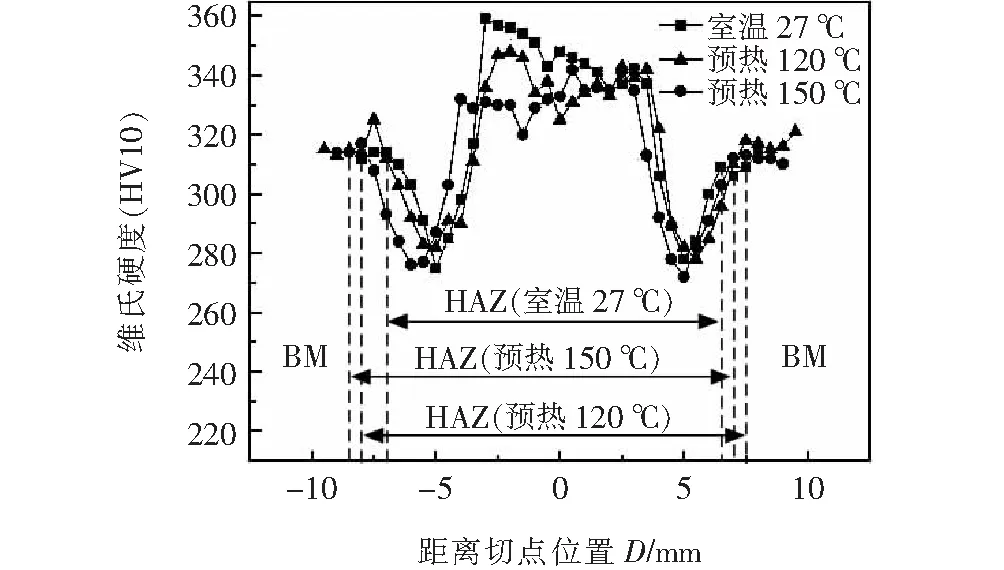
图6 Q890D钢最高硬度试验硬度分布曲线
2.3 斜Y型坡口拘束焊接(小铁研试验)
2.3.1 预热温度对裂纹率的影响
焊后观察根部裂纹率、表面裂纹率和界面裂纹率,由于小铁研试验接头所承受的拘束度大,根部缺口效应明显,条件苛刻,因此一般认为裂纹率低于20%即可用于一般焊接构件的生产[17-18]。
表4为3种预热温度下抗裂性试验结果。图7~8分别为小铁研根部断面、横截面宏观形貌图。从图7并结合表4可以看出,在60 ℃的预热温度下,断面裂纹率、根部裂纹率及表面裂纹率均为100%。随着预热温度的升高,表面裂纹率为0,而断面裂纹从90%降低到20%,可见提高预热温度能够有效地降低断面及表面裂纹率。
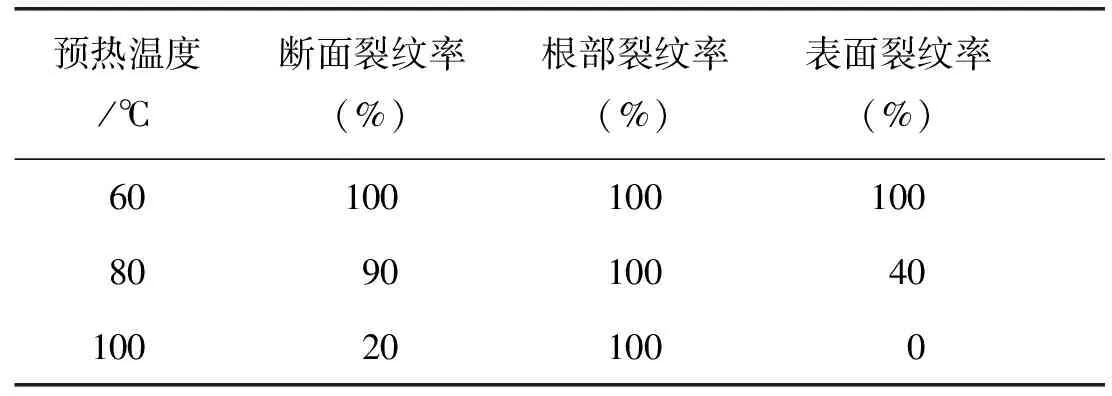
表4 Q890D钢斜Y型坡口焊接裂纹试验结果
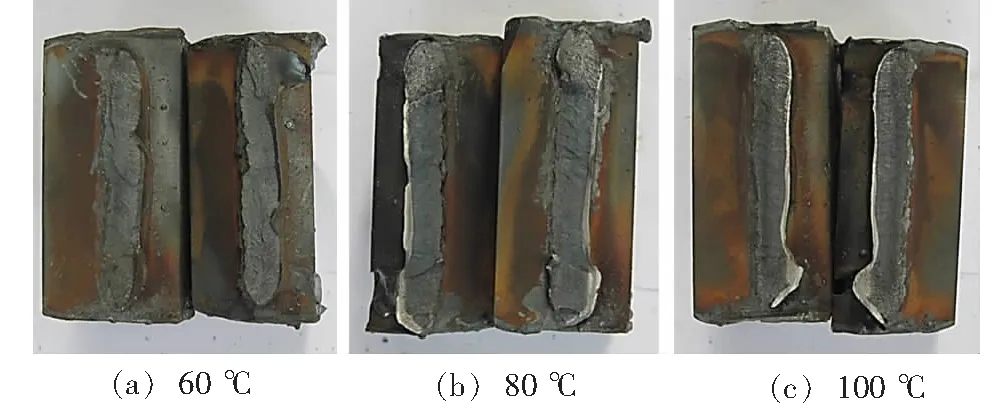
图7 Q890D钢斜Y型坡口焊接裂纹试验根部断面照片

图8 Q890D钢斜Y型坡口焊接裂纹试验横断面照片
2.3.2 裂纹扩展
图9a焊缝(Welded metal,WM)组织为细小的马氏体与贝氏体混合组织。图9b为起裂附近焊接热影响区粗晶区(Coarse grain heat affected zone,CGHAZ)组织,为典型的板条马氏体组织,经过热循环后母材晶粒迅速长大。
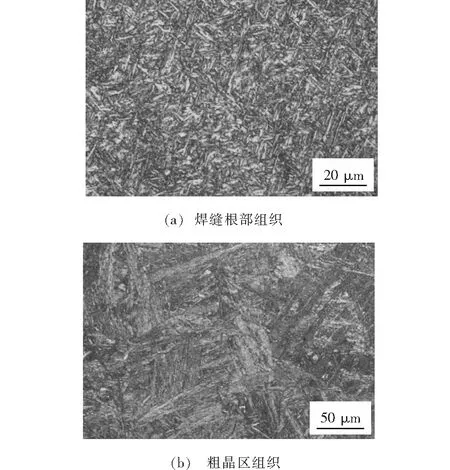
图9 焊缝根部组织及粗晶区组织
2.3.2.1 预热60 ℃小铁研试样
图10a为斜Y型试样预热60 ℃时裂纹宏观照片。从图10b~10d可以看出断面裂纹是从熔合线处起裂,在焊缝区域扩展,最后止裂于焊缝,贯穿了整个焊缝区域,裂纹率为100%。从金相组织可以看出,未出现异常组织,在低倍光学电镜下呈柱状晶形态。对裂纹附近组织的硬度值进行测量,试验结果见表5。
从表5及图11可以看出,裂纹两侧的硬度有一定的差别,尤其是在起裂位置(熔合线),由于两边组织类型不同,粗晶区(Coarse grain heat affected zone,CGHAZ)为马氏体组织,焊缝(Welded metal,WM)区域诱导裂纹的产生。而且CGHAZ的硬度值很高,淬硬程度大。而在扩展和止裂区域,由于焊接的快速加热及冷却过程,成分及性能会有一定的不均匀性,从宏观力学性能上表现出硬度值波动较大,这将使得焊缝区域的内应力增大,有利于裂纹的扩展。
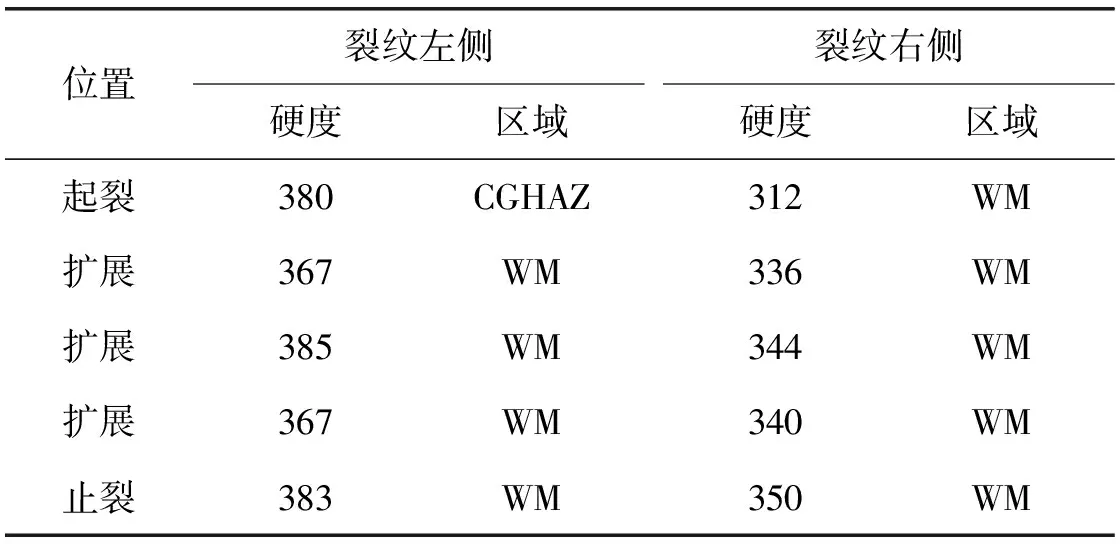
表5 裂纹两侧硬度 HV5
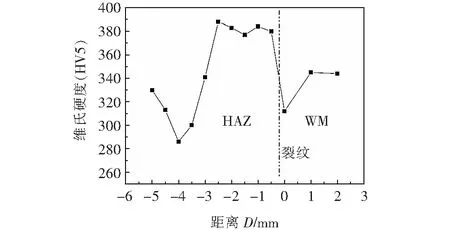
图11 预热60 ℃时起裂位置硬度分布曲线
2.3.2.2 预热80 ℃小铁研试样
图12a为斜Y型试样预热80 ℃时裂纹宏观照片,可以看出,断面裂纹是从熔合线处起裂,在焊缝区域扩展,最后止裂于焊缝,裂纹率为90%。
从图12b~12c及表6可以看出,在起裂位置(熔合线),由于熔合线两边组织类型不同,粗晶区(Coarse grain heat affected zone,CGHAZ)为马氏体组织,焊缝(Welded metal,WM)区域为马氏体/贝氏体组织,会造成应力集中,并且小铁研试样的根部也是整个接头应力集中部位及氢易聚集部位,易产生裂纹,由于冷却速度较快,焊缝区域硬度值较高,如图13所示。
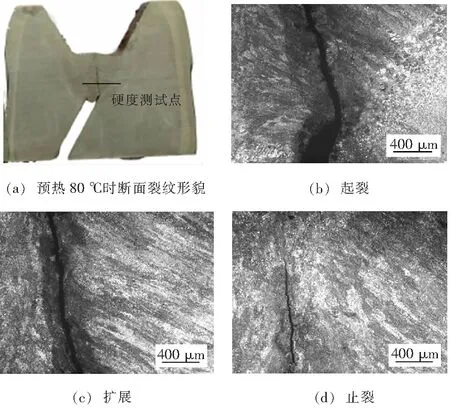
图12 预热80 ℃时断面裂纹宏观和微观形貌

表6 裂纹两侧硬度 HV5
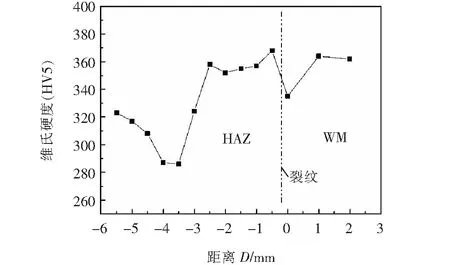
图13 预热80 ℃时起裂位置硬度分布曲线
2.3.2.3 预热100 ℃小铁研试样
从图14可以看出,预热100 ℃时,断面裂纹从熔合线处起裂,在焊缝区域扩展,最后止裂于焊缝。观察金相组织,可以看出焊缝(Welded metal,WM)处组织类型为马氏体/贝氏体组织,粗晶区(Coarse grain heat affected zone,CGHAZ)组织为马氏体组织,与预热60 ℃时组织基本相同。但是预热100 ℃时的断面裂纹率仅为20%,可以看出,提高预热温度可以有效的降低断面裂纹率。

图14 预热100 ℃时断面裂纹宏观和微观形貌
对裂纹两侧及起裂处进行硬度测试,试验结果见表7及图15。从表7及图15可以看出,相比于预热60 ℃、预热100 ℃时裂纹两侧的组织硬度差别较小,内应力减小,不利于裂纹的生成及扩展。这是因为提高了预热温度,焊缝的冷却速度减慢,组织更加均匀。而在起裂位置(熔合线),由于两边组织类型不同,CGHAZ为马氏体组织,WM区域为马氏体/贝氏体组织,使得硬度值差别大,这会造成较大的应力集中,诱导裂纹的产生。
2.3.3 不同湿度下预热60 ℃小铁研试样
为了了解空气湿度对Q890D钢斜Y型试样抗裂性试验的影响,采用相对湿度为56%和86%的环境进行对比试验,焊接工艺参数不发生变化。在预热为60 ℃时静置48 h后,断面裂纹率、表面裂纹率和根部裂纹率均为0,如图16所示。而在湿度86%的环境条件下,小铁研的断面裂纹率、表面裂纹率和根部裂纹率均为100%。湿度降低后,会导致焊缝中的扩散氢含量降低,从而降低了焊缝冷裂纹倾向。
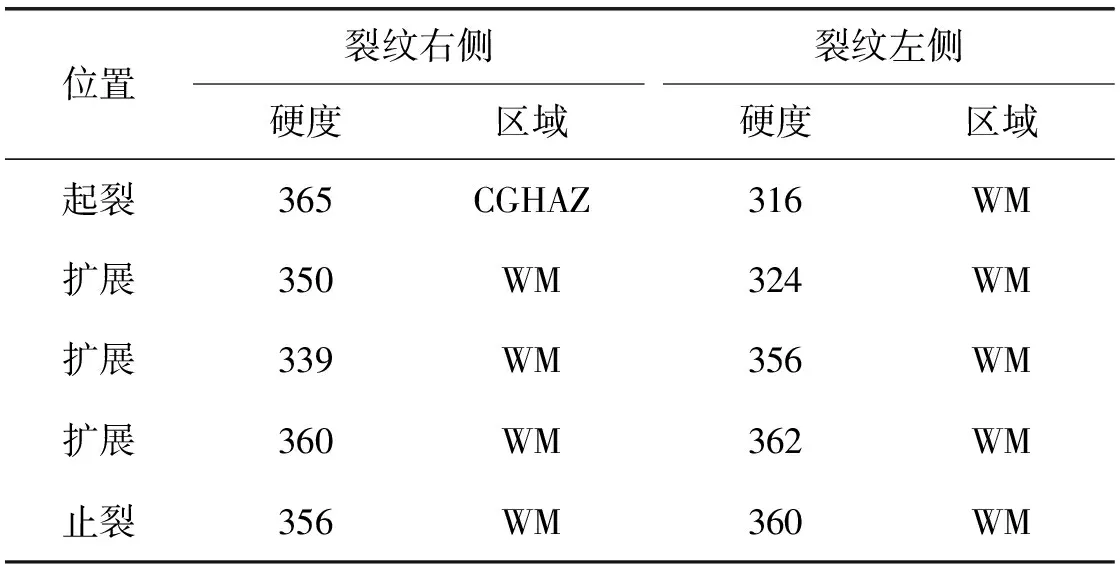
表7 裂纹两侧硬度 HV5
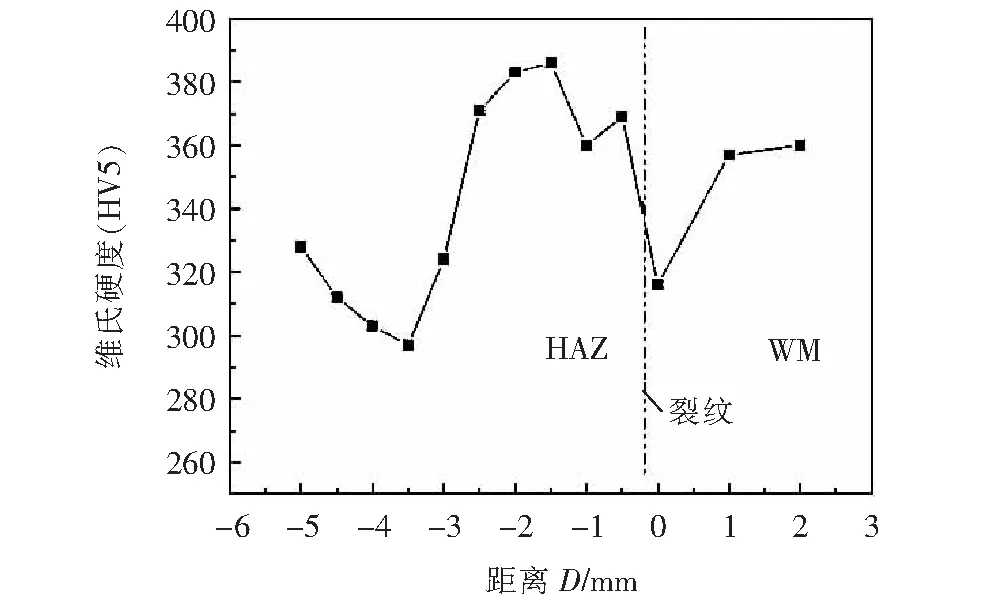
图15 预热100 ℃时起裂位置硬度分布曲线

图16 Q890D钢斜Y型坡口焊接裂纹试验横断面照片
3 结 论
(1)30 mm厚的Q890D钢板Ceq在0.4%~0.6%之间,Pcm为0.287表明钢板有一定的淬硬倾向,焊接时需预热才能防止焊接裂纹的产生。随着预热温度的升高,热影响区最高硬度降低,
(2)由于焊丝与母材的成分不同,经过焊接热循环后,焊缝与粗晶区的组织有较大差别,使得硬度值差异较大,在粗晶区与焊缝之间造成应力集中,加速裂纹的扩展。
(3)通过试验发现了环境湿度对Q890D钢的冷裂纹敏感性有很大影响。环境湿度在56%时,断面裂纹率、表面裂纹率和根部裂纹率均为0,说明低温预热可防止裂纹。当环境湿度过高时,需提高预热温度,以减少氢带来的不利影响。
[1] 楚觉非,方 松,邓想涛,等.工程机械用高强度结构钢研究进展[J].江西冶金,2013,33(3):4-7.
[2] 张起亮. 20MnMo钢的焊接冷裂纹敏感性研究[J].安阳工学院学报,2013,4(12):18-19.
[3] 周昭伟,谭长瑛. 国内外焊接冷裂纹的研究现状[J].焊接,1982(5):1-4.
[4] 杨建国,黄鲁永,张 勇.30CrMnSi 钢 TIG 焊冷裂纹形成机制[J].焊接学报,2011,32(12):13-16.
[5] 彭杏娜,魏金山,于德润,等.液压支架用 1 000 MPa 级高强钢焊接性试验研究[J]. 煤矿机械,2012,33(4):66-68.
[6] 陈 玮.Q890D低碳调质高强钢的焊接性能研究[D].北京:北京工业大学硕士学位论文,2014.
[7] 李亚江,王 娟,刘 鹏.低合金钢焊接及工程应用[M]. 北京: 化学工业出版社,2003.
[8] 吴 伟,魏 雷,张安义,等.Q690D高强钢板冷裂纹敏感性试验[J].焊接,2015(8):46-48.
[9] 孙俊峰,王 金,邹庆彬.压水堆核电项目用S.A517Gr.B钢板焊接接头抗冷裂性能研究[J].焊接,2012(12):61-64.
[10] 徐玉君,秦 建,梁小梅,等.斜Y形坡口焊接裂纹试验方法衍化及工程应用[J].焊接,2014(2):27-31.
[11] 白世武,李午申,严春妍 ,等. 9%Ni钢斜Y形坡口裂纹试验的数值模拟[J].焊接学报,2009,30(12):93-96.
[12] 李萌盛,谢 霞,王丽芳,等.斜Y型坡口焊接裂纹试验的数值模拟[J].压力容器,2003:20(11):18-20,54.
[13] 吴世初.金属可焊性试验[M].上海:上海科学技术出版社,1983.
[14] 张文钺.焊接冶金学[M].北京:机械工业出版社,2004.
[15] 张文钺,杨清峡,徐玉环.焊接HAZ硬化银子的研究[J].焊接学报,1991,12(4):195-200.
[16] Cortell C L. Hardness equivalent may lead to a more critical measure of weldability[J]. Metal Construction,1984,16(12):740-744.
[17] 周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,1995.
[18] 孙俊生,田志凌,栾守成,等.JG590 钢的焊接冷裂纹敏感性[J].钢铁研究学报,2006,18(12): 38-42.
2016-07-14
TG406
肖红军,1976 年出生,博士研究生。主要研究方向为焊接材料与工艺,已发表论文2篇。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
中国特种设备安全(2022年1期)2022-04-26
山东冶金(2022年1期)2022-04-19
中国新技术新产品(2020年6期)2020-06-19
中国有色金属学报(2018年2期)2018-03-26
应用科技(2015年5期)2015-12-09
中国健康心理学杂志(2015年5期)2015-09-05
新闻传播(2015年8期)2015-07-18
肿瘤预防与治疗(2014年2期)2014-11-24
组合机床与自动化加工技术(2014年12期)2014-03-01