
平砧速度对大锻件质量影响的数值模拟
2016-12-20 11:01吴玉忠
现代机械 2016年6期
吴玉忠
(贵州职业技术学院,贵州贵阳550023)
平砧速度对大锻件质量影响的数值模拟
吴玉忠
(贵州职业技术学院,贵州贵阳550023)
在钛合金轴类大锻件的锻造中,平砧的压下速度是一个非常重要的工艺参数。利用DEFORM软件,研究平砧的压下速度对钛合金锻件质量的影响。结果表明,上下砧的压下速度的变化会引起锻件的等效应变、温度值和所需载荷的大小及应力分布的变化,直接影响到锻件的质量。
钛合金 轴类大锻件 平砧 数值模拟
0 引言
钛合金轴类大锻件是航空航天领域常用基础件,广泛应用于制造支架、起落架、框架、紧固件和管道等[1]。在某种意义上,大型锻件的制造技术是衡量国家重工业发展水平的一个重要标志。 随着相关工业的快速发展,大型锻件的尺寸越来越大,对质量的要求也日益提高[2-3]。而轴类大型钛锭的内部往往存在着较严重的冶金缺陷:如疏松、偏析、空洞、夹杂等,并且在对其开坯的时候锻件的表面质量、尺寸精度及其各参数的选择不容易控制。而平砧的下压速度是锻造钛合金轴类大锻件的一个重要参数, 它对改善或消除这些缺陷具有重要的意义,利用合理的平砧下压速度对钛合金轴类大型铸锭进行开坯,以获得表面及内部质量好、尺寸精度高的锻件。
近年来,我国的钛合金锻造技术得到了快速的发展,但是与发达国家相比仍有较大差距。锻造产品的参数优化大多仍然依赖技术人员在实际生产中的摸索,这导致钛合金锻件的产品质量不够稳定,废品率高[4-5]。目前部分企业开始运用数值模拟的方法进行参数的优化,数值模拟在锻造领域已得到了越来越广泛的应用,也是今后该领域的重要发展方向[6]。本文运用DEFORM软件模拟平砧下压速度对钛合金轴类大锻件质量影响,根据模拟结果分析工艺参数对锻件质量的影响,并得出平砧的最佳下压速度,使得锻件的质量得到了有效控制和提高[6],为企业的实际生产提供理论指导。
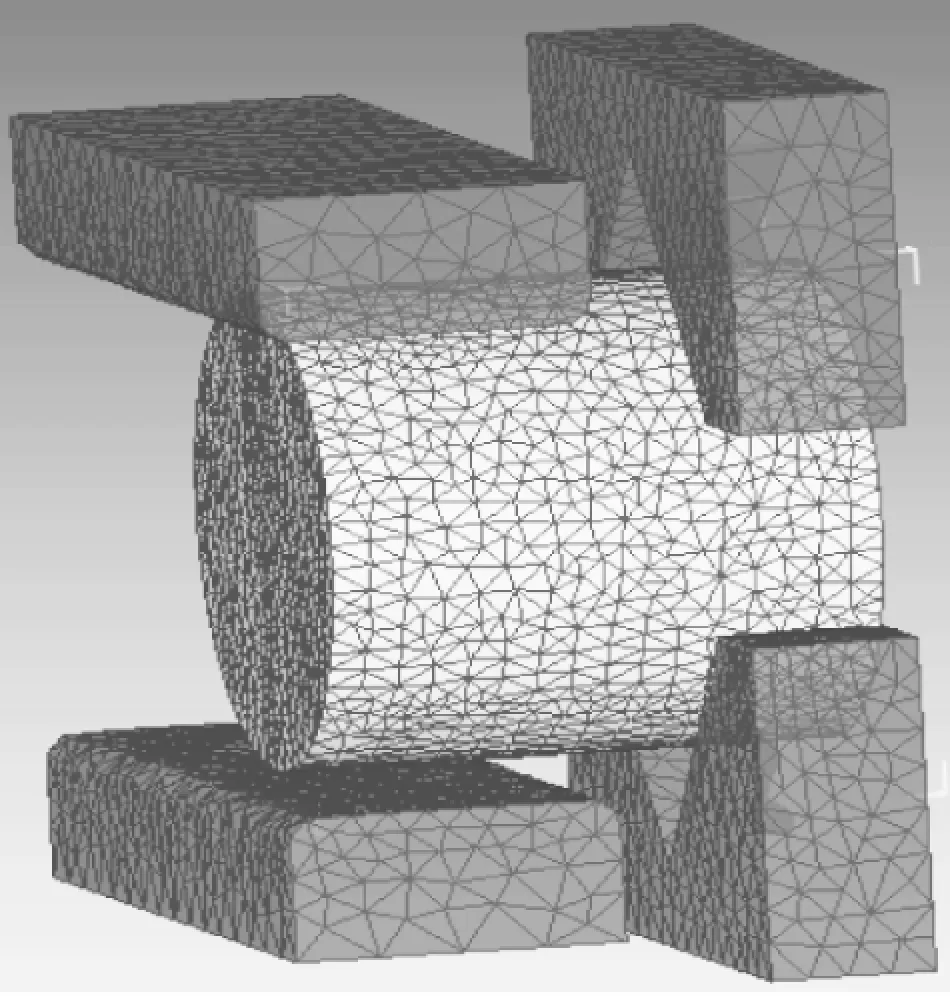
图1 有限元模型
1 数值模拟模型的建立
在三维软件UG中建立几何模型,保存为STL格式,然后将STL文件导入到数值模拟软件DEFORM中,如图1所示。坯料的原始尺寸是Φ500 mm×500 mm,温度为1 050℃[7],为了在模拟的过程中防止锻件移动,设计了一个V型的夹具将其固定。坯料可以和环境进行热交换。上平砧与下平砧的形状大小相同。为了避免模具和坯料接触时温度发生突变,锻造之前将模具预热至300℃[8],初始砧宽设置为250 mm,并对坯料、模具及夹具进行网格划分。
模拟的具体参数选择如表1所示。

表1 初始有限元模型的模拟参数
2 上下砧压下速度对锻件质量的影响
2.1 上下砧不同压下速度对锻件的等效应变值的影响
在钛合金大锻件的锻造中,上下砧的压下速度是一个非常重要的工艺参数,上下砧的压下速度的变化会引起锻件的等效应变、温度值和所需载荷的大小及分布的变化,直接会影响到锻件的质量。图2为上下砧在不同压下速度下锻件的等效应变值的大小分布情况。
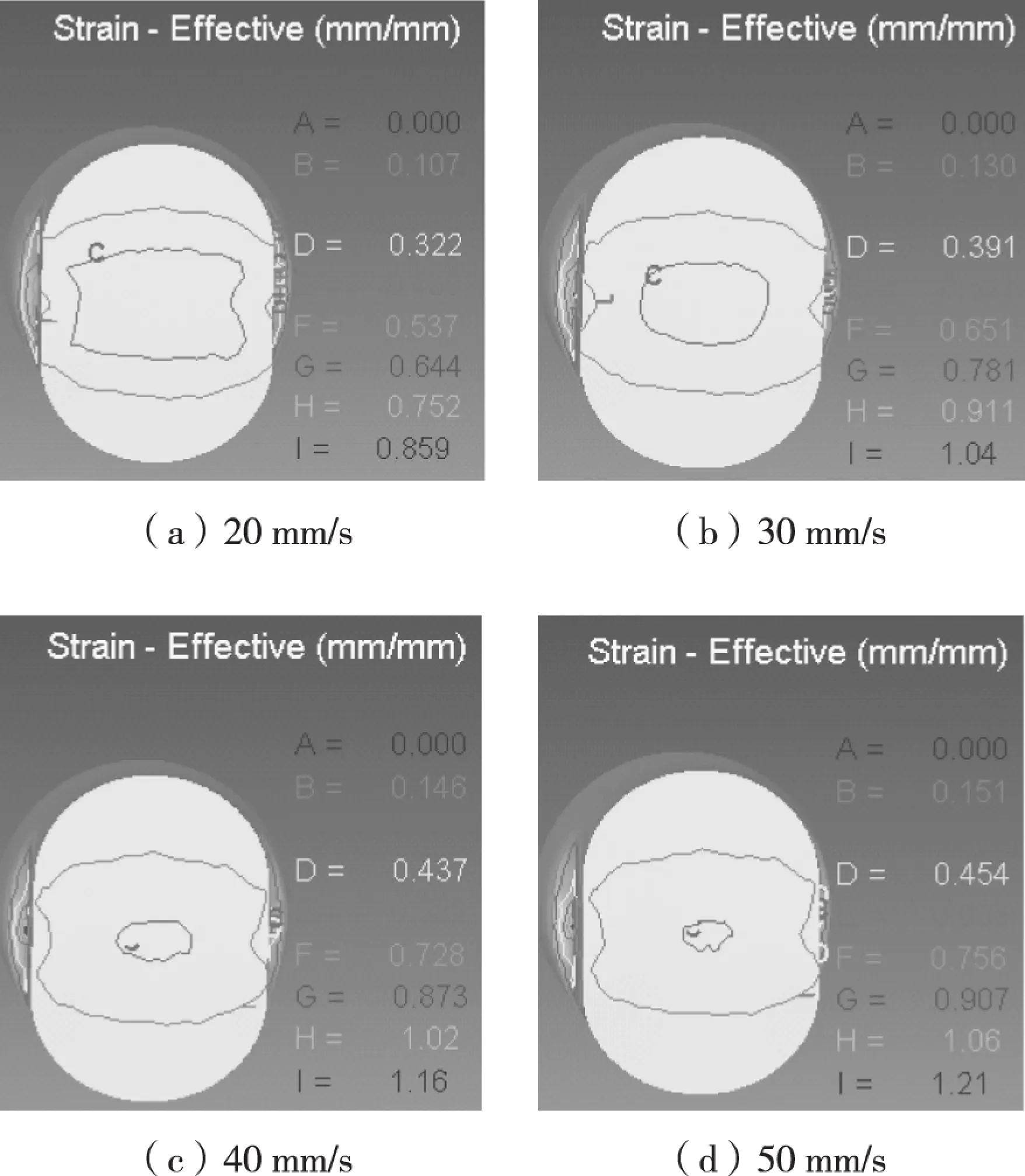
图2 上下砧不同压下速度下锻件的等效应变值的大小分布图
由图2可以看出,当上下砧的压下速度增大时,锻件内部的等效应变值也在不断增大,当上下砧压下速度分别为20 mm/s、30 mm/s、40 mm/s 和50 mm/s 时,其锻件心部的等效应变值的大小分别为0.215、0.260、0.291、0.302,这说明上下砧的压下速度越大锻件内部应变值越大,越有利于细化晶粒,消除坯料内部缺陷。
2.2 上下砧不同压下速度对锻件温度的影响
如图3为上下砧不同压下速度下锻件温度值的大小分布图。

图3 上下砧不同压下速度下锻件温度值的大小分布图
可见,当锻件的压下速度为20 mm/s、30 mm/s、40 mm/s时,锻件的最高温度没变,均为1 050 ℃,当锻件的压下速度为 50 mm/s 时,锻件的最高温度升高了10 ℃,变为了1 060 ℃,这是因为钛合金的导热系数低,如果上下砧的压下速度过大,锻件的变形热不能及时扩散,将会引起锻件局部温度的上升,导致过热现象,使得锻件组织和性能不均匀、不稳定,严重时会发生裂纹。
2.3 上下砧不同压下速度对锻件所需载荷的影响
图4为上下砧在不同压下速度下锻件所需载荷的曲线图。

图4 上下砧不同压下速度下锻件所需载荷的大小
由图可见,锻件变形的初始阶段是微变形阶段,此时是压下速度从零增大到模拟要求的压下速度,其位移载荷曲线呈直线。随着锻件变形量的增大,上下砧与锻件的接触面积不断增大,使得锻件变形所需载荷也在不断的增大。当速度分别为20 mm/s、30 mm/s、40 mm/s、50 mm/s时,载荷分别为2.65×106N、3.20×106N、3.81×106N、4.26×106N。
3 结论
1)上下砧的压下速度越大锻件内部应变值越大,越有利于细化晶粒、消除坯料内部缺陷。
2)上下砧的压下速度越大,锻件的变形热不能及时扩散,会引起锻件局部温度的上升,导致过热现象,使得锻件组织和性能不均匀、不稳定,严重时会发生裂纹。
3)随着上下砧的压下速度增大, 锻件变形所需载荷也在不断的增大。
4)随着上下砧的压下速度增大,锻件的内部应变也随之增大,有利于细化晶粒,消除锻件内部缺陷,但若速度过大,会引起锻件局部温度过高,使得锻件的组织和性能不均匀、不稳定,同时还会增大锻件变形所需载荷。而压下速度太小,则锻件降温较快,也会产生裂纹。综合考虑,选择上下砧为40 mm/s的压下速度为最优值。
[1] 赵树萍,吕双坤.钛合金在航空航天领域中的应用[J].钛工业进展,2002(6):18-21.
[2] 郭会光.大型锻件制造核心技术的进展 [J]. 金属加工 ,2012(1):19-20.
[3] 徐戊矫 ,王鹏程 ,丁永峰.基 于 Deform-3D 的齿轮箱输出轴锻造成形研究[J].热加工工艺,2013,42(3):111-112.
[4] 黄倩,温彤,刘清,等.大型锻件组织与性能的影响因素及其控制技术[J].热加工工艺,2015,44(13):6-8.
[5] 张智,巨建辉,戚运莲,等.钛合金锻造工艺及其锻件的应用[J].热加工工艺,2010,39(23):34-37.
[6] 张皓晔,马建平, 彭 忠. 工作缸锻造工艺的改进及数值模拟[J].热加工工艺,2008,37(19):81-83.
[7] 中国锻压协会.特种合金及其锻造[M].北京:国防工业出版社,2009:142-143,151-156.
[8] 姬金金,周杰,杨海,黄亮.热锻模预热温度对材料成形及模具磨损的影响[J].热加工工艺,2013,42(3):79-80.
Numerical simulation of the effect of flat anvil speed on the quality of large forgings
WU Yuzhong
In the forging of large titanium alloy forgings, screw-down speed of flat anvil is one of the most important process parameters. The effect of screw-down speed of flat anvil on the quality of large forgings was researched using DEFORM software. The results showed that screw-down speed change of top and bottom anvil would cause equivalent strain of forgings and the change of temperature and the size and distribution of load required. These affect the quality of forgings directly.
titanium alloy, large heavy forging, flat anvil, numerical simulation
TG316
A
1002-6886(2016)06-0025-03
吴玉忠(1988-),男,河南省濮阳人,助教,硕士研究生,研究方向:机械制造技术。
2016-05-16
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
汽车实用技术(2022年15期)2022-08-19
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
一重技术(2021年5期)2022-01-18
河南工学院学报(2021年3期)2021-09-27
化工管理(2021年7期)2021-05-13
汽车实用技术(2019年21期)2019-11-22
世界有色金属(2019年7期)2019-06-11
文化交流(2019年3期)2019-03-18
