
某铅酸蓄电池厂组装车间通风设计*
2016-12-19 07:35易灿南李良望黄俊歆
安全 2016年12期
易灿南 李良望 刘 欢 黄俊歆 胡 鸿
湖南工学院安全与环境工程学院
某铅酸蓄电池厂组装车间通风设计*
易灿南 李良望 刘 欢 黄俊歆 胡 鸿
湖南工学院安全与环境工程学院
由于以铅和硫酸为基本材料,铅酸蓄电池生产各环节会产生不同形式的铅污染物、硫酸污染物及其他污染物,严重威胁员工的身心健康、破坏周边环境。以某铅酸蓄电池厂组装车间为研究对象,在分析污染源类型及污染防控要求的前提下,对该车间进行通风方案设计,以期降低车间污染物浓度,促进安全生产。
铅酸蓄电池;铅污染;硫酸污染;组装车间;通风方案
近年来,铅酸蓄电池由于其供电稳定、使用方便、安全性高、价格适宜等优点,不仅在交通运输、军事国防等传统领域得到广泛应用,而且被广泛应用于太阳能光伏发电、风力发电、通信电源、电力变配电系统、铁路、船舶通讯、照明电源、UPS电源中[1]。铅酸蓄电池以铅作为主要原料,其生产工艺为:,在这些过程中会产生不同浓度的铅尘、铅蒸汽、铅烟、硫酸液体及其他污染物质,严重威胁到员工的身心健康及大气环境,姚恕等[2]发现铅酸蓄电池企业作业现场情况普遍存在污染物超标的情况。
为规范铅酸蓄电池企业安全生产、降低污染物的产生并控制车间污染物浓度,我国1989年颁布了国家标准《铅蓄电池厂卫生防护距离标准》GB 11659-1989,2008年颁布了HT 447-2008《清洁生产标准 铅蓄电池工业》,2011年12月,工业和信息化部印发《电池行业清洁生产实施方案》[3],2012年5月工业和信息化部、环境保护部公告《铅酸蓄电池行业准入条件》[4],同年编制了《铅酸蓄电池生产及再生污染防治技术政策》;2013年环境保护部颁布了《电池工业污染物排放标准》[5],并规定2014年3月1日开始实行,工信部发布了《铅酸蓄电池清洁化生产技术导则》讨论稿,对铅酸蓄电池生产过程污染源防控提出了相关要求;2015年,国家发改委、环保部、工信部联合发布《电池行业清洁生产评价指标体系》[6],以进一步形成统一、系统、规范的清洁生产技术支撑文件体系,指导和推动企业依法实施清洁生产。
为改善车间环境,某铅酸蓄电池企业进行通风系统改造,此研究以该企业组装车间为研究对象,根据该车间污染物的防控分布情况,设计其通风方案,以改善车间通风现状。
1 车间污染源防控部位分布情况
该组装车间主要组装阀控密封式电池,其工艺

图1 包板工序局部排风系统管网
车间各工序污染产生情况如下:
(1)包板工序:将极板用超细玻璃纤维蓄电池隔板——吸附式AGM隔板包裹起来,该工序是采用半封闭式的半自动包板机进行作业,工人把卷好的玻璃纤维放在机器转盘上,把极板放在固定的传送带上,机器自动把玻璃纤维传进包板设备,包板完成后产品随着传送带自动传出来。该工序的尘源为包板机进行包板操作时由于玻璃纤维产生抖动而散落出玻璃纤维粉尘,属于Ⅰ类污染源防控部位,共有16个尘源点。
(2)刷耳工序。即把做好的极板进行打磨,极耳铣平,刷掉氧化层,利于焊接防止后续工序出现虚焊、假焊。并且消除极板尖端,以保证铅蓄电池质量。该工序采用专用刷耳磨具,对其进行打磨,其产生的有毒有害物主要为铅尘,属于Ⅰ类污染源防控部位,共有32个尘源点。
(3)铸焊工序。该工序是运用铸焊机乙炔气焊将极板耳进行熔铸焊接,使极板与极板直接进行串联,该设备利用铸焊机把铅条放置极板耳上进行铸焊,塑造出电池端子,产生铅蒸汽(铅烟),属于Ⅰ类污染源防控部位,共有24个污染发生点。
(4)焊端子工序,即将上一工序的塑造的端子对焊起来,操作方法基本和上一工序相同,因此产生的有毒有害物质主要为铅烟,属于Ⅰ类污染源防控部位,共有8个污染发生点。
(5)试盖、测试、倒胶、封盖、烘箱工序,此工序几乎不产生特殊的有毒有害物质。
(6)加酸、充电工序。该工序范围内,主要产生高浓度酸雾属于Ⅱ类污染源防控部位,共两个区域,7条生产线。
2 车间通风方案设计
2.1 系统划分
根据污染源特点及《铅酸蓄电池清洁化生产技术导则》要求,针对该车间工艺特点,设计通风方案,见表1。
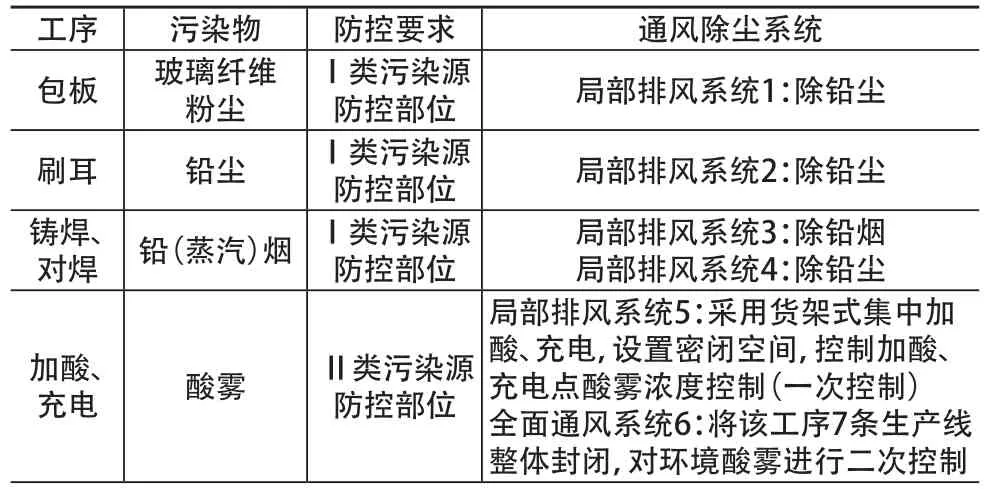
表1 组装车间通风方案
2.2 局部排风系统设计
2.2.1 局部排风罩的选择及设计
在综合考虑工艺特点、污染源发散区域及操作要求的前提下,确定捕集各工序各污染源的排风罩,并确定其尺寸,见表2。
2.2.2 净化设备
文献[8]提到电池生产中融化炉铅的粉尘粒径为0.08~10μm,粒径级中0.1~0.4μm的占95%,铅烟往往含有一定量的油烟、水蒸气及软木粉等其他物质,用传统湿法效果不佳。文献[9]经过分析发现铅尘形态不规则,粒径相对较大,一般为1~200μm,以重量分布计绝大部分粒径在10μm以上,只有很少一部分粉尘的粒径在10μm以下。文献[10]采用RJHH型上进风式内置尘气分离装置除尘器,负压仓式点、线、面尘源控制汇总成严密的尘源控制系统来控制某铅酸蓄电池厂Depo生产线产生的污染物,实践表明该系统有效降低了车间的有害物质浓度。文献[11]提出可采用冲击式水浴除尘器处理铅蓄电池工业生产中出现的铅尘和铅蒸汽,文献[12]提到可通过洗涤的方法去除铅污染,文献[13-16]提出可用物理净化法(水吸收、静电法、过滤法)和化学净化法(醋酸液、碱液)来净化。文献[17]提出采用立板式静电除尘器净化电池行业铅烟。而《铅酸蓄电池清洁化生产技术导则》对Ⅰ类污染源防控部位和Ⅱ类污染源防控部位的净化装置也提出了相关要求,在综合考虑相关文献及该厂实际情况的基础上,确定各工序的净化装置,见表3。

表2 各工序局部排风罩的类型及尺寸

表3 净化装置的确定
2.2.3 局部排风系统管网布置
结合车间建筑结构、工艺特点,设计该车间通风除尘系统管网,包板工序排铅尘管网如图1所示(其他工序局部排风系统方案与包板工序类似)。管网采用对称分布形式,尽量采用垂直或倾斜管网(30°或者45°),刷耳工序、铸焊及对焊工序、加酸充电管网皆采用相似的管网形式,如图2。
2.3 加酸充电工序全面通风系统方案设计
由于厂房属于高大厂房,尺寸为262m× 42.4m×9m,加酸充电部分分为两个区域,区域1尺寸为60m×12.3m,区域2为60m×17m,若要对整个车间进行全面通风,通风量过于庞大,因此采取将两个区域单独封闭的形式,根据操作及工艺要求,将两个封闭区间高度设置为2.5m,按照换气次数确定系统的风量,根据车间特点,确定换次次数为12次/h[18],并使排气量大于进气量,从而使得整个室内保持一定的负压状态,以降低污染物外漏。

图2 通风除尘系统俯视图
3 结束语
(1)铅酸蓄电池在我国应用非常广泛,而由于其以铅和硫酸为基本原料,生产中会产生大量的铅尘、铅雾、铅烟,硫酸蒸汽,以及其他污染物质,严重威胁到员工身心健康、污染周边环境。
(2)以某铅酸蓄电池企业组装车间为例进行通风方案设计:首先基于车间工艺布局、以及污染物防控要求,分析该车间污染源防控类型,为后续通风方案的设计奠定基础;其次,根据铅酸蓄电池行业空气环境质量要求,确定通风方案。
(3)为降低包板工序、刷耳工序、铸焊及对焊工序、加酸及充电工序的污染物浓度,设计了6套局部排风方案:具体包括排风罩的选择及设计、净化装置的选择以及管网的设计。
(4)由于酸雾具有挥发性强的特点,对其所在区域进行封闭,并设计一套全面通风系统,以控制酸雾的挥发问题。
[1] 国家工信部.国内铅酸蓄电池行业主题:清洁生产[EB/OL]. [2012-03-07]http://www.mei.net.cn/news/2012/03/418212.html
[2] 姚恕,王宏峰,赵生友,等.某铅酸蓄电池生产企业通风设施评价及改造[J].中国卫生工程学,2014,13(2):109-114
[3] 工业和信息化部.关于印发电池行业清洁生产实施方案的通知[EB/OL].[2011-12-31].http://www.miit.gov.cn/ n11293472/n11293832/n12843926/n13917012/14414595.html
[4] 工业和信息化部、环境保护部.工业和信息化部、环境保护部公告.铅蓄电池行业准入条件. [EB/OL].[ 2012-5-31]. http://www.miit.gov.cn/n11293472/n11293832/n12845605/ n13916898/14639131.html
[5] 环境保护部、国家质量监督检验检疫总局.GB 30484-2013,电池工业污染物排放标准[S].北京:中国标准出版社, 2014
[6] 国家发改委、环保部、工信部.电池行业清洁生产评价指标体系》发布. [EB/OL].[ 2016-02-29].http://www.chinabattery. org/xingyezhidao/dianchikuaixun/2016-01-13/6362.html
[7] 孙一坚,沈恒根.工业通风[M].北京:中国建筑工业出版社, 2010
[8] 周兴求.环保设备设计手册 大气污染控制工程[M].北京:化学工业出版社,2003
[9] 任安福,伊晓波,刘月利,等.酸蓄电池行业双区静电技术治理铅烟、铅尘的可行性研究[J].蓄电池,2011,5(48):203-20
[10] 黄清豹,欧阳明辉.冷气内循环二次除尘系统的设计与开发[J].蓄电池,2012,5(149):226-232
[11] 中国医学科学院劳动卫生研究所通风研究室.冲击式水浴除尘器的设计应用[J].蓄电池,1973:1-7
[12] 黄萍.大气中铅烟及铅尘的污染及研究现状[J].科技创新导报,2009,(8):109-110
[13] 柴续斌.湿法治理铅烟尘吸收液的选择[J].有色金属加工,1998,(4):31-32
[14] 刘爱芳.粉尘分离与过滤[M].北京:冶金出版社,1998
[15] 张颖.治理氯碱化工厂铅烟污染的改进方法[J].化工设计通讯,1997,23(1):51-52
[16] 罗崇云.醋酸吸收法治理熔铅烟气[J].昆明理工大学学报, 1999,24(3):69-71
[17] 杨玉森,王书峰,等.立板式静电除尘器在电池行业铅烟净化中的应用[C].中国环保产业协会.电除尘委员会,2005
[18] 铁道部专业设计院.采暖通风与空气调节(修订本)[M].北京:中国铁道出版社,1991
衡阳市科技局项目(2014kG65);安全工程教育部第一类特色专业建设点项目(TS12328);湖南工学院安全技术及工程重点建设学科项目(HXK11001)其中,包板工序在自动包板机中完成,焊极群工序、装槽工序、穿壁焊工序、盖子热封工序都是由铸焊入槽一体机一次性完成,焊端子工序为人工乙炔气焊,烘烤在特定固化炉中完成,充电工序为在充电机组作用下对电池进行充电,其余工序均由工人手工操作完成,平面布局,如图1。
猜你喜欢
建筑热能通风空调(2022年1期)2022-03-08
环境影响评价(2020年2期)2020-12-02
电子制作(2018年19期)2018-11-14
环境保护与循环经济(2017年4期)2018-01-22
环境保护与循环经济(2017年4期)2018-01-22
中国资源综合利用(2017年4期)2018-01-22
中国资源综合利用(2017年3期)2018-01-22
汽车维修与保养(2017年4期)2017-11-30
中国新通信(2017年18期)2017-10-22
中学生数理化·八年级物理人教版(2017年12期)2017-04-18
