
一种光纤预制棒控制工艺
2016-12-19 08:58富通集团有限公司马静陈坚盾杨军勇应伟群
现代传输 2016年5期
>> 富通集团有限公司 马静 陈坚盾 杨军勇 应伟群
一种光纤预制棒控制工艺
>> 富通集团有限公司 马静 陈坚盾 杨军勇 应伟群
一 背景
前期调查发现,客户投诉的光纤预制棒截止波长与零色散波长超标现象呈略微上升趋势,为此,对前期已经拉丝的光纤预制棒进行一系列的技术指标进行统计分析,得到以下几点结论:
1、光纤预制棒的包芯比(D3/D1,即外径与芯径的比值)呈上升趋势,见图1:
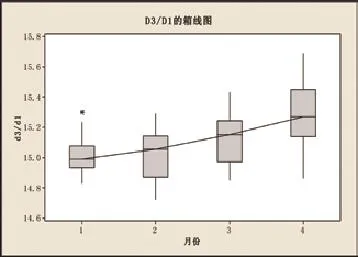
图1 光纤预制棒的包芯比箱线图
2、光纤预制棒的外径比较平稳,没有明显浮动趋势,见图2:

图2 光纤预制棒外径箱线图
3、光纤预制棒芯径呈明显下降趋势,见图3:
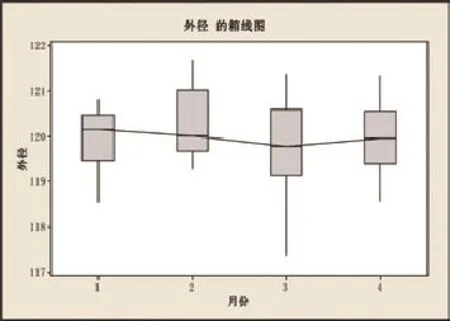
图3 光纤预制棒芯径箱线图
由此,经过一系列的技术讨论得知,首先零色散波长超标与光纤预制棒D3/D1持续走高存在必然趋势,另外,芯径在走低是质量人员在发现问题后采取的补救措施,因为根据截止波长理论公示可以知道,光纤芯径2a与理论截止波长是正相关的,见公式(1)。因此,要进行改进的预制棒制造工艺主要集中在如何控制光纤预制棒的包芯比,以及如何控制其棒内与棒间波动。

二 技术改进
目前公司采用VAD+OVD全合成法制备光纤预制棒,所谓全合成法就是预制棒芯棒和包层都是采用化学气相沉积法,而不受套管尺寸的的限制。VAD+OVD指的是光纤预制棒芯棒采用轴向化学气相沉积法(VAD)制备,而包层采用外部化学气相沉积法(OVD)制备。“两步法”合成光纤预制棒就是先采用VAD法合成光纤预制棒芯棒,然后将芯棒延成较细的棒(该棒含有芯棒和部分包层),芯径值为A,外径D2在38-40mm,我们称之为出发棒,该出发棒作为OVD沉积的靶棒,在靶棒外沉积外包层,包层玻璃化后成为光纤预制棒。
2.1 芯棒延伸公式修订
上面的问题分析可以看得出,芯径是在逐渐下降的,也就是说之前的延伸公式对于芯径的控制是没有上下限目标的,质量主管进行管控时单纯的降低芯径以为可以改善截止波长超标,其实在后面OVD包层沉积工艺中进一步放大了D3/D1值,导致截止波长与零色散波长更易超标。
因此,现在的工艺调整为A值控制在7.85-8.05之间,延伸后的芯棒外径D2=A*t/a,新旧工艺存在一定的差距,具体见表1:

表1 不同延伸公式对应的延伸径
2.2 包层重量沉积工艺调整
以前的包层沉积工艺是按照沉积时间来进行控制,每个机台不管出发棒的几何参数以及光学参数如何,对固定机台都是相同的沉积时间,包层玻璃化时优先控制外径不超标,基本不控制D3/D1,因此不同的芯径A值,外径相差无几,D3/D1(D1较A值会有略微波动,基本上D1≈A)就会超标,现在的沉积工艺改为重量沉积,根据不同的芯棒重量不同,沉积的包层层重量也会相应调整,具体结果见图4:
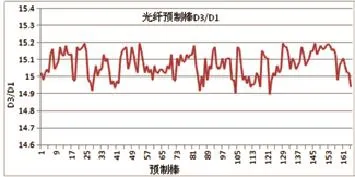
图4 新工艺光纤预制棒的D3/D1
对比图4和图1可以明显看出,新的工艺控制下光纤预制棒的包芯比更加的平稳。
2.3 玻璃化优先控制D3/D1
这里优先的概念就是指,由于芯棒芯径在包层沉积前已经确定,因此D3/D1和D3控制只能优先选择一个,新工艺将D3/D1控制放在首位,目标值14.8-15.2,D3目标值为116-124mm,如果某种情况下只能选其一,那么首先要保证D3/D1在合理范围内,外径允许超标,因为根据截止波长理论公式(1)演变的光纤预制棒理论截止波长公式(2)可以看出,对于截止波长影响最大的因子是D3/D1,而非D3。

三 试验结果
经过芯棒延伸工艺的优化,预制棒包层沉积工艺的调整,以及玻璃化工艺的控制关键点等改进,光纤预制棒的D3/D1控制合格率大大提高,预制棒拉丝零色散波长和截止波长超标率大大下降,以两个沉积机台为例,经过两个月的调整,超标率分别从12.67%降低到1.90%,从13.90%降低到5.57,具体见表2和表3。而且,经过后续的继续稳定和统一,不合格率还会继续下降。
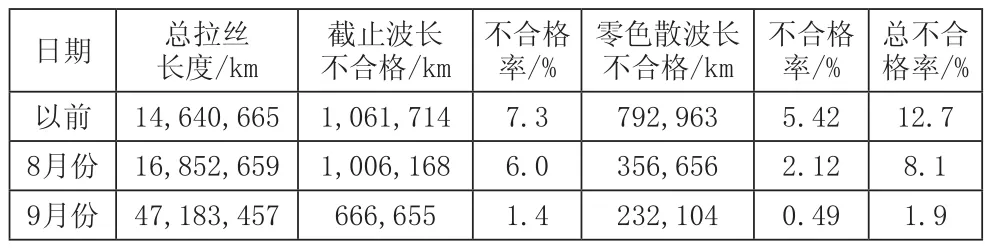
表2 A机台拉丝结果

表3 B机台拉丝结果
四 总结
经过以上三项技术改进,将预制棒整个制作加工过程,以及中间的运转辅助流程更加深入的联系在一起,延伸工艺的优化和预制棒沉积工艺的调整是两个相辅相成的技术改进内容,一是控制芯径,二是通过重量控制包层组分,任何其中一项都不能单一的发挥明显作用,只有两者结合起来再通过玻璃化过程工艺改进将D3/D1的控制作为首要条件,大大降低了预制棒不合格率的发生,对于光纤预制棒的制造具有重要意义和价值。
猜你喜欢
原子能科学技术(2022年1期)2022-01-27
核科学与工程(2021年4期)2022-01-12
天津冶金(2021年4期)2021-08-18
核技术(2020年1期)2020-01-17
中国光学(2019年5期)2019-10-22
商品与质量(2019年45期)2019-06-16
电子技术与软件工程(2019年1期)2019-01-30
金属世界(2018年3期)2018-06-11
现代冶金(2018年6期)2018-02-20
山东工业技术(2014年12期)2014-05-03
